Поршень литой.
Основы технологии машиностроения.
Обработка ответственных деталей
Конструктивно поршень (рис. 1.4) представляет собой полый цилиндр с донышком и внутренними бобышками, в которых имеется отверстие 4 под поршневой палец. Условно поршень можно разделить на головку 1 (в головке проточены пазы 3 для установки поршневых колец) и юбку 2 (нижняя часть поршня). Для обеспечения заданной точности наружная поверхность поршня подвергается двукратному обтачиванию. Отверстие… Читать ещё >
Поршень литой. Основы технологии машиностроения. Обработка ответственных деталей (реферат, курсовая, диплом, контрольная)
Поршень двигателя внутреннего сгорания — одна из основных деталей, определяющих его ресурс, мощность и экономичность. Поршень работает в тяжелых условиях: высокие температуры; большие знакопеременные нагрузки; высокие скорости возвратно-поступательного движения, что определяет высокие требования к точности обработки основных поверхностей.
Конструктивно поршень (рис. 1.4) представляет собой полый цилиндр с донышком и внутренними бобышками, в которых имеется отверстие 4 под поршневой палец. Условно поршень можно разделить на головку 1 (в головке проточены пазы 3 для установки поршневых колец) и юбку 2 (нижняя часть поршня).
Наружная поверхность днища поршня выполняется плоской, выпуклой (для бензиновых двигателей) или имеет специальные углубления (для дизелей). Головка поршня выполняется с небольшой конусностью, а юбке придают овально-бочкообразную форму. Большая ось овала расположена перпендикулярно к оси отверстия 5. В зависимости от диаметра поршня разность размеров большой и малой осей юбки составляет 0,15…0,35 мм.
Заготовки поршней получают литьем в кокиль алюминиевых сплавов АЛ25; АЛЗО (для нефорсированных бензиновых и дизельных двигателей); АК10М2Н (для современных быстроходных бензиновых двигателей). После механической обработки большинство поршней подвергается лужению — наносится слой олова толщиной 0,04…0,06 мм.
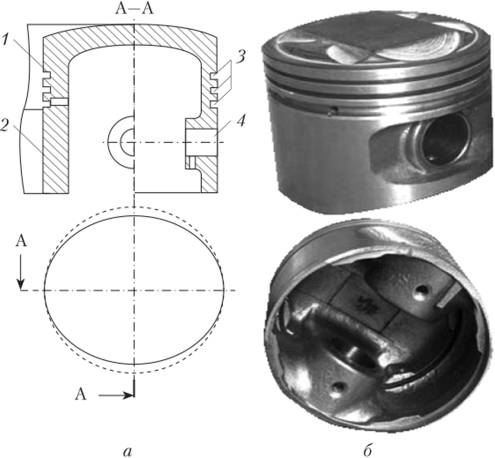
Рис. 1.4. Поршень:
а — эскиз; б — внешний вид; 1 — головка поршня; 2 — юбка; 3 — пазы для поршневых колец;
4 — отверстие для поршневого пальца Наиболее ответственными поверхностями поршня являются наружные поверхности головки и юбки (допуски на диаметр соответственно 0,02 и 0,03 мм) отверстие под поршневой палец (допуск на диаметр 0,015 мм; допуск на перпендикулярность оси отверстия к оси поверхности юбки не превышает 0,04 мм на 100 мм длины). Обработанные поршни сортируют на группы по диаметру юбки с интервалом 15…20 мкм и по диаметру отверстия под поршневой палец с интервалом 2…4 мкм.
Для обеспечения заданной точности наружная поверхность поршня подвергается двукратному обтачиванию. Отверстие под поршневой палец подвергается двукратному растачиванию (чистовое растачивание ведется на прецизионных расточных станках) с последующим раскатыванием.