Охлаждение заготовки и изделия в форме
Конечная цель расчета — получение значений температур материала в любой точке заготовки по поперечному сечению и по длине. Кроме геометрических параметров заготовки исходными данными для вычислений служат теплофизические константы полимера: теплопроводность X, плотность р, теплоемкость с, температуропроводность а, коэффициенты теплопередачи от внутренних (Ов), наружных (а") и торцовых (оц… Читать ещё >
Охлаждение заготовки и изделия в форме (реферат, курсовая, диплом, контрольная)
Перераспределение профиля температур в головке в подавляющем большинстве случаев приводит к возникновению «температурной негомогенности» расплава и, как следствие, к получению изделий низкого качества. Поэтому при теоретическом анализе тепловых процессов выдувного формования исходят из того, что необходимая температура материала и температурный профиль достигаются уже на конце шнека экструдера, а нагревательные элементы копильника и формующего инструмента служат лишь для их поддержания.
При охлаждении заготовки в процессе ее выхода и раздува происходит перераспределение температурного профиля в материале, которое может оказывать существенное влияние на качество изделий. Так как экспериментальное определение профиля температур материала в заготовке сопряжено с большими техническими трудностями, большое значение имеют теоретические оценки распределения и ожидаемых колебаний температуры.
Рис. 2.88. Схема получения трубчатой заготовки:
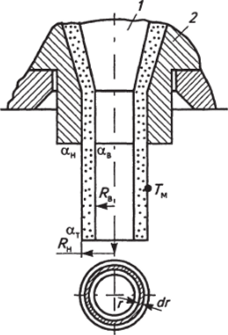
1 — мундштук; 2 — дорн Для заготовки обычно принимают, что температуропроводность а и теплопроводность X кристаллических полимеров остаются практически постоянными вплоть до температуры кристаллизации, т. е. не зависят от температуры.
При постановке и решении задачи об определении радиального и продольного температурных профилей материала заготовки для формования полых изделий для простоты исходили из схемы выхода заготовки, не учитывающей искажения формы трубчатого элемента при высокоэластическом восстановлении и вытяжке экструдата под действием собственного веса (рис. 2.88). Однако предложенная методика расчетов может быть реализована и для более сложной конфигурации заготовки.
Конечная цель расчета — получение значений температур материала в любой точке заготовки по поперечному сечению и по длине. Кроме геометрических параметров заготовки исходными данными для вычислений служат теплофизические константы полимера: теплопроводность X, плотность р, теплоемкость с, температуропроводность а, коэффициенты теплопередачи от внутренних (Ов), наружных (а") и торцовых (оц.) поверхностей (см. рис. 2.88).
Изменение температуры материала во времени описывается известным уравнением, получаемым при рассмотрении теплового баланса:

Количество тепла, отдаваемое заготовкой окружающему воздуху, определяется из соотношения.

где Т, и Тн — температуры соответственно воздуха и поверхности материала.
Дифференциальные уравнения (2.213) и (2.214) могут быть решены при следующей формулировке граничных условий:

где индексация Тх;г;. означает температуру в точке с координатами хит при времени т; Л" и Л" — внутренний и наружный радиусы заготовки (см. рис. 2.88).
Дополнительное граничное условие возникает из допущения о постоянстве температурного профиля по сечению заготовки на выходе из формующей головки:

Искомое распределение температур в радиальном и осевом направлениях заготовки получается при решении дифференциальных уравнений (2.213) и (2.214).
Решающим фактором, определяющим производительность выдувного агрегата, является скорость охлаждения полого изделия в форме. Отбор тепла при охлаждении изделия происходит за счет воды, охлаждающей стенки формы, и воздуха, поступающего в заготовку при раздуве. Количество отводимого тепла q может быть рассчитано по формуле.

где я —число гнезд выдувной формы; G— масса изделия; ДЯ = Яр — Я" — разность энтальпий полимера при температурах расплава (Яр) и извлечения изделия (#").
Значения Яр и Яи (в кДж/кг) для важнейших полиолефинов приводятся ниже (температуры формования указаны в скобках):
Яр Яи ДЯ Полиэтилен высокого давления (ПЭВД)…396(140 'С) 230(100 'С) 40.
Полиэтилен низкого давления (ПЭНД)…564(180 *0 250(120‘С) 75.
Полипропилен (ПП)…500(190*0 230(120*0 65.
Продолжительность охлаждения определяют по формуле.

где 5И — средняя (номинальная) толщина стенки изделия; а — коэффициент температуропроводности в рабочем интервале температур; Г3 и Гф — температура соответственно заготовки и формы; Тк —температура изделия к моменту раскрытия формы, обычно принимаемая на 15—20 *С ниже температуры формоустойчивости.