Пути сокращения подготовительно-заключительного времени
Время настройки операции на стайке при переходе от обработки детали одного наименования к детали другого наименования данной группы значительно сокращается: Тельное время можно путем уменьшения числителя и увеличения знаменателя. Рассмотрим оба варианта и ограничения, которые при этом возникают. За счет чего использование групповых технологических процессов влияет на сокращение… Читать ещё >
Пути сокращения подготовительно-заключительного времени (реферат, курсовая, диплом, контрольная)
Т
Формула tn3 =-^~ показывает, что сократить подготовительно-заключи- п
тельное время можно путем уменьшения числителя и увеличения знаменателя. Рассмотрим оба варианта и ограничения, которые при этом возникают.
Наиболее рациональный путь уменьшения времени на подготовку выполнения операции Гпз, т. е. числителя, состоит в использовании на предприятии групповых технологических процессов.
Сущность этого метода организации производства состоит в том, что вся номенклатура деталей, проходящих обработку на предприятии, разделена на несколько групп.
В каждую отдельную группу включены детали, подобные по конструктивным и технологическим признакам. Например, в отдельные группы можно выделить станины, корпусные детали, валы, фланцы, гильзы, плоскостные детали, зубчатые колеса и т. д. (рис. 2.6).
Группы могут дополнительно подразделяться на 2—3 подгруппы по размерам. При широкой номенклатуре изделий, выпускаемых на одном предприятии, корпусные и плоскостные детали, валы, фланцы и зубчатые колеса могут быть отнесены к различным подгруппам деталей больших, средних и малых размеров. Но все равно число групп на предприятии ограничено и не превышает 10—15.

Рис. 2.6. Пример технологических групп деталей.
Для каждой группы разрабатывают отдельный групповой технологический процесс, по которому все детали группы обрабатывают по сходной схеме, с использованием единого оборудования и единого набора технологической оснастки (рис. 2.7). Именно в этом подходе заключается эффективность группового метода обработки.
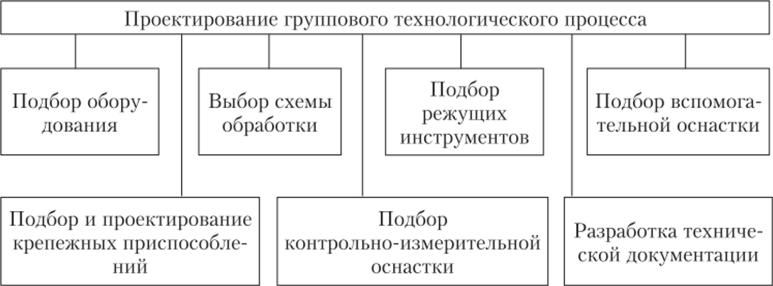
Рис. 2.7. Разработка группового технологического процесса.
Время настройки операции на стайке при переходе от обработки детали одного наименования к детали другого наименования данной группы значительно сокращается:
- 1) имеется возможность использовать установленное на станке крепежное приспособление, а не заменять его на другое;
- 2) нужно заменить не весь набор, а только отдельные режущие инструменты.
Технологические процессы, проектируемые ЭВМ, строятся именно по групповому принципу.
При использовании групповых методов достигается особенно большой экономический эффект на этапе освоения производства новой продукции. Ведь для каждой новой детали нет необходимости проектировать технологический процесс, достаточно отнести деталь к соответствующей группе, для которой технологический процесс не только ранее разработан, но и внедрен в производство.
Увеличение знаменателя в формуле подготовительно-заключительного времени имеет свои ограничения. Вряд ли есть необходимость изготавливать детали в количествах, не востребованных в данный момент производством, или изготавливать в таких количествах, что готовые детали будут длительное время храниться на складе, подвергаясь опасности утери и коррозии.
Весьма существенным аргументом против изготовления избыточных деталей являются экономические соображения, поскольку оно приводит к замораживанию оборотных средств.
Следовательно, в серийном производстве число деталей в партии вряд ли следует увеличивать сверх месячной потребности. С увеличением серийности это количество сокращается, и в массовом производстве вообще равно одной штуке.
Вопросы и задания для самопроверки
- 1. Назовите показатели оценки технологических процессов.
- 2. Какой показатель оценки технологических процессов является основным?
- 3. Каким образом следует выбирать заготовку?
- 4. Каковы перспективы объемной печати для изготовления деталей?
- 5. Что входит в понятие производительности?
- 6. Какова зависимость между производительностью и трудоемкостью?
- 7. Какие работы выполняют в подготовительно-заключительное время?
- 8. Назовите пути сокращения подготовительно-заключительного времени.
- 9. Что ограничивает размер партии запуска деталей в производство?
- 10. Какими чертами обладают групповые технологические процессы?
- 11. За счет чего использование групповых технологических процессов влияет на сокращение подготовительно-заключительного времени?