Метод освобождения.
Металлургия.
Остаточные напряжения в металлопродукции
Использование проволочных датчиков для замера деформаций позволило улучшить классические механические методы Закса и Н. Н. Давиденкова, ибо появилась возможность весьма точно замерять деформации образца при удалении слоев. Примеры применения проволочных датчиков для замера деформаций механическими методами можно найти в работах многих известных исследователей. В основе теории метода отверстий… Читать ещё >
Метод освобождения. Металлургия. Остаточные напряжения в металлопродукции (реферат, курсовая, диплом, контрольная)
Выше были рассмотрены методы определения остаточных напряжений в деталях простой геометрической формы. Теперь рассмотрим способы, позволяющие определить остаточные напряжения в поверхностном слое деталей сложной конфигурации при помоши проволочных тензорсзисторов.
Сущность способа состоит в следующем. Если в некоторой точке детали сложной конфигурации наклеить два проволочных тензорезистора в двух взаимно перпендикулярных направлениях и записать их показания, а затем вырезать вместе с тензорезисторами пластинку толщиной h (не внося дополнительных остаточных напряжений) и снова снять показания тензорезисторов, то разность показаний позволит вычислить деформации е, и е2, возникшие в результате вырезки пластинок.
Так как после вырезки остаточные напряжения в пластинке отсутствуют, т. е. происходит освобождение пластинки от действия остаточных напряжений, то по значениям е, ие2 можно вычислить остаточные напряжения, действовавшие вдоль направления I и 2 до вырезки пластинки. Согласно закону Гука.
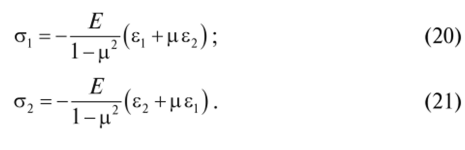
При использовании расчетных зависимостей (20) и (21) предполагается, что напряжения о, и о, распределены равномерно по толщине h вырезанной пластинки, а потому результаты определения этим методом о | и о, тем точнее, чем тоньше пластинка.
В тонкостенных деталях чаще всего имеет место равномерное распределение остаточных напряжений по толщине. В этом случае для определения остаточных напряжений производится высверливание с помощью трубчатого сверла шайбы с наклеенными тензорезисторами.
Формулы (20) и (21) определяют нормальные остаточные напряжения в двух произвольных взаимно перпендикулярных направлениях. Для определения величины и направления главных напряжений требуется замерить деформации в трех направлениях. Для этого на исследуемую поверхность наклеиваются розетки проволочных тензорезисторов в трех направлениях 1,2 и 3, составляющих друг с другом углы в 450 или 60 °. Если обозначить измеренные тензорсзисторами деформации, возникшие в результате вырезки пластинки в направлениях 1, 2 и 3, соответственно е, е, и е3, то для главных остаточных напряжений а, и а2 можно получить следующие формулы.
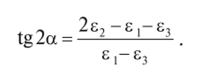
Для случая использования розетки тензорезисторов с углами 45° между направлениями 1, 2 и 3:

Угол, а между главным направлением / и направлением тензорезистора 1 определяется из соотношения.
При использовании розетки тензорезисторов с углами 60 0 между направлениями 1, 2 и 3:

При известных величинах и направлениях главных напряжений можно определить нормальные и касательные напряжения в произвольных площадках, используя известные из теории напряженного состояния зависимости.
В методе освобождения предполагается, что по толщине пластинки напряжения распределены более или менее равномерно. При резком изменении напряжений в поверхностных слоях рассматриваемый метод не дает удовлетворительных результатов.
Одним из наиболее важных является метод освобождения столбиков, согласно которому из тела образца высверливают столбик с наклеенными на торце проволочными датчиками; глубина сверления должна быть равной 0,7… 1,5 диаметра столбика для полного освобождения поверхностного слоя [50]. Затем рассчитывают главные остаточные напряжения и определяют их направление. Метод столбиков применяют для определения остаточных напряжений в крупных поковках, отливках и т. п.
Метод отверстий, предложенный Матаром, заключается в сверлении отверстий в детали и замере происходящих деформаций в поверхностном слое вблизи отверстия. Деформации (перемещения) замеряют механическими или проволочными тензометрами. О. Н. Михайлов в работе [51] приводит экспериментальные данные по влиянию процесса сверления на погрешность метода отверстий и дает эмпирическую формулу для учета этих влияний.
Использование проволочных датчиков для замера деформаций позволило улучшить классические механические методы Закса и Н. Н. Давиденкова, ибо появилась возможность весьма точно замерять деформации образца при удалении слоев. Примеры применения проволочных датчиков для замера деформаций механическими методами можно найти в работах многих известных исследователей.
В последнее время появились попытки использовать метод отверстий для замера остаточных напряжений в слоях, лежащих ниже поверхности. Так, Суте и Ванкромбрюгге предлагают непрерывно снимать показания тензодатчиков во время сверления и на основании полученной зависимости деформаций от глубины сверления рассчитывать остаточные напряжения по толщине [12J. Это предложение неверно: в таком случае замеряется не распределение остаточных напряжений по толщине, а определяется минимальная глубина, начиная с которой дальнейшее углубление не будет вызывать заметной деформации на поверхности. Данные, приведенные в работе [12], только подтверждают этот вывод, следующий из работ С. О. Цобкалло и Д. М. Васильева [50], так как при определенной глубине сверления Суте получил постоянное значение деформации, которое соответствует действительным напряжениям на поверхности. Остальные же значения напряжений — промежуточные, зависящие от глубины сверления.
Идея метода отверстий была предложена Матаром (1932 г.) [7]. Она состоит в том, что в результате сверления отверстия в детали возникают относительные перемещения и деформации, зависящие от величины напряжений, действовавших в месте сверления.
Полоса подвергается растяжению с напряжением о. После сверления отверстия диаметра d намечают точки, А и В возле краев отверстия и точки А, и В, на достаточном удалении от него.
После сверления произойдет изменение расстояния АВ, которое удобно определить с помощью измерения отрезков АА, и В В, механическими тензометрами.
Зная изменения расстояния АВ, можно с помощью специальной тарировки на полосе или расчетным путем определить напряжение о.
Если остаточное напряженное состояние является плоским, то для его исследования необходимо использовать не менее трех проволочных тензометров.
Теория метода отверстий исходит из предположения, что деформации, возникшие в детали после сверления, являются упругими.
Так как коэффициент концентрации напряжений возле малого отверстия к = 3 для одноосного напряженного состояния (для равномерного двухосного расширения к = 2), то остаточные напряжения не должны превышать 0,3…0,5 стт.
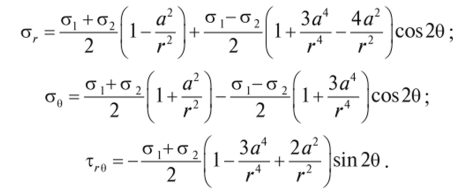
В основе теории метода отверстий лежит известное решение Кирша. Если пластина растягивается в двух главных направлениях напряжениями а, и а, то при наличии мдтого отверстия радиуса а напряжения в произвольной точке пластинки, характеризуемой расстоянием до центра отверстия г и углом 0, определяются следующими равенствами: