Выдержка склеенных заготовок
При склеивании заготовок по длине используют соединения «впритык», «на ус» и «зубчатое соединение» (см. параграф 4.2). Наиболее широко для изготовления клееных конструкций используются зубчатые клеевые соединения (ГОСТ 19 414—90). Мебельные щиты, столярные плиты и клееные брусья являются наиболее распространенными древесными материалами при производстве многих видов строительных, столярных… Читать ещё >
Выдержка склеенных заготовок (реферат, курсовая, диплом, контрольная)
В сжатом состоянии склеиваемые детали находятся в течении времени, необходимого для полного отверждения клеевого слоя. Прочность отвердевшего клеевого слоя должна обеспечивать жесткость соединения деталей после снятия усилия прессования.
Применяют два способа выдержки в процессе склеивания: холодный и горячий. Склеивание холодным способом проводят без нагрева склеиваемых материалов. Этот способ требует более длительного периода времени для схватывания клея, но позволяет получать хорошее качество склеивания при малых внутренних напряжениях в клеевом шве. Горячий способ склеивания предполагает нагрев склеиваемых деталей или клеевого шва. Этот способ более производителен, чем холодный, поскольку нагрев увеличивает скорость отвердения клея.
После снятия давления склеенные заготовки выдерживают в течение срока технологической выдержки, обеспечивающей достижение прочности клеевого соединения требуемых норм.
Склеивание плит, щитов и брусьев.
Мебельные щиты, столярные плиты и клееные брусья являются наиболее распространенными древесными материалами при производстве многих видов строительных, столярных и бытовых изделий, а также объектов искусства.
При изготовлении щитов и плит применяют сплачивание — клеевое соединение кромок заготовок. При изготовлении брусьев используют как сплачивание по толщине и ширине, так и сращивание в длину (в зависимости от размеров заготовок и требуемых форматов готового материала).
Заготовки, используемые для склеивания щитов, плит и брусьев, должны соответствовать определенным требованиям к эстетическим и физикомеханическим свойствам, влажности, точности обработки, количеству и типу допустимых пороков, шероховатости поверхности.
Эстетические свойства заготовок являются важным показателем при производстве мебельных щитов, не подлежащих дальнейшему облицовыванию шпоном или текстурированными пленками. Такие клееные конструкции подлежат покрытию прозрачными лакокрасочными материалами, следовательно, заготовки должны обладать выраженной текстурой и естественным цветом.
Технологический процесс изготовления столярных плит и мебельных щитов состоит из следующих стадий:
- 1) подготовка заготовок к склеиванию (продольное фрезерование кромок и, по необходимости, нластей);
- 2) сплачивание — склеивание заготовок по ширине (см. параграф 4.2);
- 3) фрезерование щита (плиты) в размер по толщине;
- 4) облицовывание плиты (по необходимости);
- 5) обработка щита (плиты) по периметру;
- 6) облицовывание кромок (приклеивание обкладок).
Технологический процесс изготовления клееных конструкций состоит из двух различных операций: сращивания — склеивания, но длине; и сплачивания — склеивания по толщине и, реже, но ширине.
При склеивании заготовок по длине используют соединения «впритык», «на ус» и «зубчатое соединение» (см. параграф 4.2). Наиболее широко для изготовления клееных конструкций используются зубчатые клеевые соединения (ГОСТ 19 414—90).
В зависимости от ориентации зубцов относительно нласти зубчатые клеевые соединения бывают вертикальные, горизонтальные и диагональные (рис. 5.7)1.
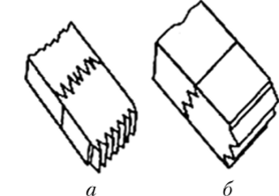
Рис. 5.7. Виды зубчатых соединений, но длине:
а — вертикальное; б — горизонтальное; в — диагональное2
