Прессование.
Технология конструкционных материалов

При обратном прессовании (рис. 3.10, б) давление пресса передается заготовке 1 через полый пуансон 3 с смонтированной внутри его матрицей 4. Таким образом, металл заготовки 1 течет навстречу движению пуансона. Прессование может выполняться двумя методами — прямым и обратным (рис. ЗЛО). При прямом методе (рис. 3.10, а) заготовку 1 помещают в полость контейнера 2 и пуансоном 3 выдавливают через… Читать ещё >
Прессование. Технология конструкционных материалов (реферат, курсовая, диплом, контрольная)
Прессование — это процесс выдавливания заготовок из замкнутого объема контейнера через отверстие в матрице с площадью меньшей, чем поперечное сечение исходной заготовки [1, 2, 3, 4, 5, 7,11,12,13,17].
Прессование может выполняться двумя методами — прямым и обратным (рис. ЗЛО). При прямом методе (рис. 3.10, а) заготовку 1 помещают в полость контейнера 2 и пуансоном 3 выдавливают через отверстие в матрице 4.
При обратном прессовании (рис. 3.10, б) давление пресса передается заготовке 1 через полый пуансон 3 с смонтированной внутри его матрицей 4. Таким образом, металл заготовки 1 течет навстречу движению пуансона.

Рис. ЗЛО. Схемы прессования прямого (о) и обратного (б):
1 — заготовка; 2 — контейнер; 3 — пуансон; 4 — матрица; 5 — держатель При обратном прессовании усилие на 25—30% меньше, чем при прямом прессовании, так как в последнем случае часть усилия затрачивается на преодоление трения при перемещении металла заготовки внутри матрицы.
Достоинства процессов прессования (особенности):
1) реализуется одна из самых благоприятных схем нагружения, обеспечивающая максимальную пластичность — всестороннее неравномерное сжатие. Это позволяет обрабатывать даже малопластичные материалы. Благодаря этому возможна обработка с высокой степенью деформации:

2) возможность получения профилей сложной формы, в том числе и пустотелых (рис. 3.11, б), что зачастую невозможно при других способах обработки пластической деформацией.
При прессовании полых профилей (рис. 3.11, а) металл заготовки 2 выдавливается из контейнера при движении пуансона 1 с пресс-шайбой 5 в зазор между матрицей 3 и иглой 4.
Прессованием изготавливают изделия разнообразного сортамента из цветных металлов и сплавов, в том числе прутки диаметром 3—250 мм, трубы диаметром 20—400 мм со стенкой толщиной 1,5—12 мм и другие профили (рис. 3.11, б). Из углеродистых сталей 20, 35, 45, 50, конструкционных ЗОХГСА, 40ХН, коррозионно-стойких 12Х18Н10Т и других высоколегированных сталей прессуют трубы с внутренним диаметром 30—160 мм со стенкой толщиной 2—10 мм.
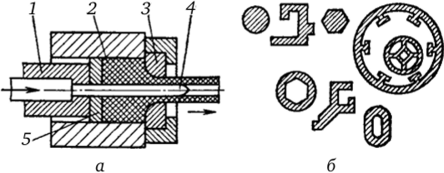
Рис. 3.11. Схема прессования полого профиля (а) и примеры прессованных профилей (б).