Технологии погружения заводских свай
Сваи-оболочки железобетонные, заглубляемые вибропогружателями с выемкой грунта и заполняемые частично или полностью бетонной смесью. Нормативными документами сваи заводского изготовления по технологии погружения подразделяются на следующие виды: Рисунок 2 — Устройство стаканного стыка составных свай: стыка составных свай. Длины и сечения заводских железобетонных свай по серии 1.011.1−10. 4… Читать ещё >
Технологии погружения заводских свай (реферат, курсовая, диплом, контрольная)
Нормативными документами сваи заводского изготовления по технологии погружения подразделяются на следующие виды:
- а) погружаемые в грунт без его выемки или в лидерные скважины с помощью молотов, вибропогружателей, вибровдавливающих, виброударных и вдавливающих устройств, а также железобетонные сваи-оболочки диаметром до 0,8 м, заглубляемые вибропогружателями без выемки или с частичной выемкой грунта и не заполняемые бетонной смесью;
- б) сваи-оболочки железобетонные, заглубляемые вибропогружателями с выемкой грунта и заполняемые частично или полностью бетонной смесью.
В Санкт-Петербурге при устройстве фундаментов зданий и сооружений наиболее часто используются железобетонные сваи призматических сечений 30Ч30, 35Ч35, 40Ч40 см, изготавливаемые по серии 1.011.1−10 Фундаментпроект (выпускаются сваи сечением 20Ч20, 25Ч25 см). Длины свай представлены в табл. 3.
Таблица 3.
Длины и сечения заводских железобетонных свай по серии 1.011.1−10.
Сторона квадратной сваи, см. | Длина свай, м. | ||
Цельная свая. | Составная свая. | ||
Нижняя секция. | Верхняя секция. | ||
От 4 до 12. | От 8 до 12. | От 6 до 12. | |
От 4 до 16. | От 6 до 14. | От 8 до 14. | |
От 4 до 16. | От 6 до 14. | От 8 до 14. |
Из табл. 3 видно, что сваи длиной свыше 16 м выполняются из отдельных секций в основном на стыке свариваемых закладных деталей и металлических оголовков (рис. 1).
Рисунок 1 — Устройство сварного.
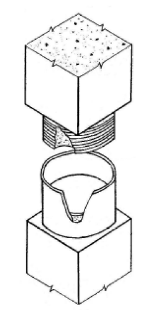
Рисунок 2 — Устройство стаканного стыка составных свай: стыка составных свай.
1 — накладки размерами от 10Ч160Ч200.
до 10Ч220Ч250 мм;
- 2 — центральная прокладка 150Ч150Ч4 м;
- 3, 4 — верхняя и нижняя секции свай соответственно
После сварки стальных элементов стыков проводят антикоррозийную обмазку стыков. Типовой серией предусмотрено также изготовление стаканного стыка свай, который в настоящее время массово не используется (рис. 2). Соединение секций свай осуществляется за счет плотной посадки рифленого железобетонного выступа верхней секции в цилиндрической металлической полости закладного изделия нижней секции.