Расчет размера партии обрабатываемых деталей
Расчет периодичности чередования партий деталей производим по формуле. При условии запуска одной партии деталей j-го наименования в смену. Размер партии деталей j-го наименования определяем по формуле. Количество единиц оборудования определяем по формуле. Где nj — количество партий деталей j-го типоразмера. Где Н — номенклатура обрабатываемых деталей; Nj — программа j-го наименования деталей, шт. Читать ещё >
Расчет размера партии обрабатываемых деталей (реферат, курсовая, диплом, контрольная)
Размер партии деталей j-го наименования определяем по формуле.
.
где nj — количество партий деталей j-го типоразмера.
При условии запуска одной партии деталей j-го наименования в смену.

.
Так как программы по выпуску деталей всех трех типоразмеров равны, то для базового варианта будем иметь:
шт.
шт.
шт.
Для проектируемого варианта.
шт.
шт. шт.
Расчет периодичности (ритмичности) чередования партий деталей
Расчет периодичности чередования партий деталей производим по формуле.
.
смена.
смена.
Расчет необходимого количества единиц оборудования
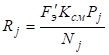
Количество единиц оборудования определяем по формуле.

.
где Н — номенклатура обрабатываемых деталей;
Nj — программа j-го наименования деталей, шт.;
tоп ij — оперативное время на i-ой операции j-го наименования деталей, мин.;
Tн i — величина времени, затрачиваемого на переналадку оборудования на каждой i-ой операции, час.;
Tтс i — время, затрачиваемое на тестирование после переналадки (1,5 часа в сутки);
Kв — коэффициент выполнения норм времени.
Расчет количества единиц оборудования по операциям технологического процесса производим в табличной форме.
Таблица 2.2. Базовый вариант.
Расчетные показатели. | Программа выпуска, шт. | Вид операций. | |||||||||
Трудоемкость работ по операциям, н/ч. | |||||||||||
13АК. | |||||||||||
15АК. | |||||||||||
18АК. | |||||||||||
Итого. | |||||||||||
Годовой эффективный фонд времени (FэKсм). | |||||||||||
Коэффициент выполнения норм (Kв). | |||||||||||
Расчетное кол-во единиц оборудования (Cр). | 2,81. | 4,06. | 4,66. | 3,98. | 2,01. | ||||||
Принятое кол-во единиц оборудования (Cпр). | |||||||||||
Коэффициент загрузки оборудования (Kз.с). | 0,93. | 0,81. | 0,93. | 0,995. | 0,67. |
Таблица 2.3. Проектируемый вариант.
Расчетные показатели. | Программа выпуска, шт. | Вид операций. | |||||||||
Трудоемкость работ по операциям, н/ч. | |||||||||||
13АК. | |||||||||||
15АК. | |||||||||||
18АК. | |||||||||||
Итого. | |||||||||||
Годовой эффективный фонд времени (FэKсм). | |||||||||||
Коэффициент выполнения норм (Kв). | |||||||||||
Расчетное кол-во единиц оборудования (Cр). | 1,47. | 1,92. | 2,35. | 1,90. | 0,95. | ||||||
Принятое кол-во единиц оборудования (Cпр). | |||||||||||
Коэффициент загрузки оборудования (Kз.с). | 0,735. | 0,96. | 0,78. | 0,95. | 0,95. |