Производство мазей, паст и суппозиториев.
Оценка их качества
Методика. Помещают стеклянную трубку, которая содержит 10 мл воды, на водяную баню с температурой 36,5±0,5°С. Стеклянную трубку устанавливают вертикально и погружают ее на глубину не менее 7 см ниже поверхности, но так, чтобы она не касалась дна водяной бани. В трубку заостренным концом вниз помещают суппозиторий, затем вводят стержень со свободно скользящей крышкой до тех пор, пока металлическая… Читать ещё >
Производство мазей, паст и суппозиториев. Оценка их качества (реферат, курсовая, диплом, контрольная)
Мягкие лекарственные средства (ЛС) ды местного применения предназначены для местного или трансдермальиого высвобождения действующих веществ или смягчающего или защитного действия.
Мягкие ЛС для местного применения можно классифицировать как:
- — мази;
- — кремы;
- — гели;
- — пасты;
- — линименты;
- — припарки;
- — пластыри медицинские.
Мазь состоит из однофазной основы, в которой измельчены твердые вещества или жидкости.
Гидрофобные мази — могут адсорбировать небольшое количество воды. лекарственный гидрофильный мазь гомогенизация Основы для этих мазей — твердые, жидкие, мягкие парафины, растительные масла, животные жиры, синтетические глицериды, воски и жидкие полиапкилсилоксаны.
Водоэмульсионные мази могут адсорбировать большое количество воды и образуют эмульсии типа вода/масло или маслосода, в зависимости от природы эмульгатора.
Эмульсии вода/масло образуются при использовании таких эмульгаторов как спирты шерстного воска, сложные эфиры, моноглицериды и жирные спирты.
Эмульсии масло/вода образуются при использовании таких эмульгаторов как полисорбаты, цетостеариловый эфир макрогола или сложные эфиры жирных кислот с макротелами.
Гидрофильные мази представляют собой лекарственные средства, имеющие основу, которая смешивается с водой. В качестве основы чаще всея о используют смеси жидких и твердых макроголов (ПЭО).
Кремы — представляют собой многофазные лекарственные средства, состоящие из липофильной фазы и водной фазы.
Лшюфильные кремы — основа (фаза) липофильная, содержит эмульгаторы типа вода/масло (спирты шерстного воска, эфиры сорбитана, моноглицериды),.
Гидрофильные кремы — постоянная фаза — вода. Содержат эмульгаторы типа масло/вода — натриевые мыла, сульфатные жирные спирты, полнсорбаты. эфиры высших жирных спиртов.
Гели — состоят из жидкостей, превращенных в гели с помощью гелеобразователей.
Лшюфильные гели (олеогели) представляют собой ЛС, состоящие из основы, содержащей вазелиновое масло с полиэтиленом или жирными маслами, и гелеобразователей, таких как кремний диоксид коллоидный, алюминиевое или цинковое мыло.
Гигрофильные гели (гидрогели) — представляют собой ЛС, приготовленные на основах, состоящих из воды, глицерина или пропиленгликоля и гелеобразователей, таких как крахмал, производные целлюлозы, карбомеры и магний-апюминиевые силикаты.
Пасты мягкие ЛС для местного применения, содержащие значительное количество твердых веществ, диспергированных в основе (более 25%).
Линименты — мягкие ЛС, для местного применения, плавящиеся при температуре тела.
Припарки — состоят из гидрофильной, сохраняющей высокую температуру основы, в которой диспергированы твердые или жидкие действующие вещества. Как правило, припарки распределяют на подходящем перевязочном материале и нагревают перед наложением на кожу.
В фармацевтическом производстве чаще приходится готовить комбинированные мази, содержащие компоненты, растворимые и нерастворимые в основе или воде.
Все это определяет' технологию получения мазей и применяемую аппаратуру.
Отличительными особенностями производства мазей в промышленных условиях является:
- — приготовление их в специальных цехах;
- — применение специального оборудования;
- — стабильность мазей должна быть не менее 2 — лет.
В технологии мазей очень важными являются следующие факторы:
- — степень дисперсности лекарственных веществ;
- — способ введения лекарственных вешеств в основу;
- — время, скорость и порядок смешивания компонентов;
- — температурный режим.
В промышленном производстве мазей используется широкий ассортимент основ.
Технологический процесс производства мазей включает следующие основные стадии:
Вспомогательные работы, предусматривающие санитарную обработку производства (помещения, оборудования), подготовка сырья и материалов (лекарственные вещества, основа, контейнеры, упаковка).
Технологические процесс, включает следующие технологические операции:
- —
введение
лекарственных веществ в основу;
- — гомогенизация мазей;
- — стандартизация готового продукта.
УМО — Упаковка, маркировка, отгрузка.
В зависимости от сложности рецептуры мазей и физико-химических свойств, входящих в их состав компонентов, в технологическую схему производства могут быть включены различные операции. Все стадии и операции строго контролируются в соответствии с технологическим регламентом от начала и до конца производственного цикла.
Вспомогательные работы прежде всего направлены на обеспечение выпуска высококачественного готового продукта, на предупреждение микробной контаминации (обсемененности) в ходе производства, хранения и транспортировки.
Направлены на создание безопасных условий труда и охраны здоровья работающих.
Подготовка основы включает в себя операции растворения или сплавления её компонентов с последующим удалением механических примесей методом фильтрования.
Плавящиеся компоненты основы, такие как вазелин, ланолин, воск, эмульгатор № I, 2, эмульсионные воски, полиэтиленоксид 1500 расплавляют в электрокотлах или котлах с паровыми рубашками.
По форме они могут быть цилиндрическими или сферическими, а для слива расплавленной массы их делают опрокидывающимися или со сливными кранами.
Мазевые котлы изготавливают из меди или чугуна и покрывают полудой или эмалью.
Расплавленную основу по обогреваемому трубопроводу переводят в реактор для приготовления мази. Для перекачивания расплавленной основы используют различные типы насосов.
Наиболее целесообразно использовать шестеренчатые насосы, так как они хорошо работают в вязких средах.
Подготовка лекарственных веществ включает их измельчение, просеивание (если лекарственные вещества вводят в мазь по типу суспензии), растворение в воде или в компоненте мазевой основы, если это мазь-эмульсия или мазь-раствор.
Лекарственные вещества вводят в мазевую основу с учетом их физико-химических свойств.
Для введения лекарственных веществ в основу применяют мазевые котлы или реакторы, которые снабжаются мощными мешалками, приспособленными для работы в вязких средах (якорные, грабельные или планетарные).
Реактор, предназначенный для смешивания густых компонентов имеет корпус, крышку с вмонтированной в нее загрузочной воронкой, смотровое окно, клапаны, штуцера и патрубки для введения различных компонентов.
Крышка корпуса с помощью траверсы и гидравлических опор может подниматься и опускаться.
Внутри корпуса расположена якорная мешалка с лопатками.
Мешапки вращаются в противоположные стороны с помощью гидродвигателей и валов. Кроме этого, в корпусе реактора смонтирована турбинная мешалка, которая вращаясь с помощью трех мешалок обеспечивает качественное перемешивание компонентов мази.
Для смешивания основ и лекарственных веществ используют тестосмесительные машины типа ТММ -1М, имеющие сменный подкатывающийся котел и смешивающий рычаг с лопастями. Котел приводит во вращение электродвигатель.
Фирма «А Джонсон и К» (Англия) выпускает универсальный смеситель «Юнитрон».
В производстве суспензионных мазей предусмотрена еще одна операция — гомогенизация, так как только перемешиванием нельзя добиться необходимой дисперсности.
Для осуществления гомогенизации используют мазетерки различных типов — дисковые, валковые, жерновые.
Дисковая мазетеркэ состоит из двух дисков, расположенных горизонтально, один над другим.
Нижний диск подвижен и вращается, верхний неподвижен и скреплен воронкой, в которую подается мазь.
В воронке имеются мешалка или скребки, способствующие движению мази.
На дисках имеются насечки, болте глубокие в центре и сходящие на нет к краям. Мазь поступает в просвет между дисками в центр, растирается и одновременно перемешается к краям, с которых с помощью скребков снимается в приемник.
Степень разлома регулируется расстоянием между дисками. Производительность дисковой мазетерки 50−60 кг мази в час.
Валковая мазетерка состоит из двух или трех параллельно и горизонтально расположенных вращающихся валов с гладкой поверхностью. Валы могут быть изготовлены из фарфора, базальта или металла. Для создания оптимальной температуры мази, поступающей на валки, их изготавливают полыми, чтобы при необходимости вовнутрь можно было подавать воду. При работе валки вращаются с разной скоростью, последний валок совершает колебательные движения.
Мазь из бункера самотеком поступает на валки, зазор между которыми регулируется.
С третьего валка мазь поступает по направляющему желобу в приемник фасовочной машины.
Различная скорость вращения валков обеспечивает переход мази с одного вала на другой.
Процесс измельчающего действия валков составляет три момента:
- — твердые частицы раздавливаются или дробятся в щелях между валками;
- — размалывающее действие далее усиливается перетирающим действием валков, вследствие большой их скорости вращения;
- — растирающее действие усиливается дополнительными колебательными движениями третьего вала вдоль своей оси и соответствующим зазором между валками.
Производительность валковых мазетерок составляет 50 кг мази в час.
Существенно интенсифицировать процессы приготовления эмульсионных, суспензионных и комбинированных мазей можно путем применения РПА.
Применение РПА — позволяет экономить время, электроэнергию и снижать количество вспомогательных веществ.
При приготовлении мазей, содержащих аморфные вещества такие как сера, окись цинка, крахмал с помощью РПА возможно исключить стадии предварительного измельчения лекарственных веществ.
При приготовлении мазей, содержащих лекарственные вещества с прочной кристаллической решеткой такие как борная кислота, стрептоцид с помощью РПА, данные вещества следует предварительно измельчать.
Стандартизация мазей. Мази стандартизируют по качественному и количественному содержанию лекарственных веществ.
Отклонения в массе мазей, расфасованных в баночки или тубы проверяют путем взвешивания 10 доз.
Для суспензионных мазей определяется дисперсность частиц с помощью окулярного микромера микроскопа.
Определение микробиологической чистоты мазей, структурномеханических свойств (консистенции), степени высвобождения лекарственных веществ из мазей, стабильности при различных условиях хранения.
Фасовка и упаковка мазейДля упаковки мазей часто используют стеклянные, фарфоровые, из полимерных материалов банки емкостью 10, 20, 30, 50 и 100 г, которые укупориваются завинчивающимися крышками или под обтяжку.
Для фасовки мазс.1 ангро используют деревянные бочки (50−100 кг), жестяные или стеклянные банки (5−10−20 кг).
Мази фасуют с помощью шнековых и поршневых дозирующих машин.
Наиболее удобной и современной упаковкой для мазей являются тубы, изготовленные из металла или полимерных материалов.
Туба является наиболее гигиеничной и удобной упаковкой. На нее можно наносить деления, допускающие дозирование мази, к ней могут прилагаться насадки (аппликаторы) из пластмассы, позволяющие вводить мазь в полости.
Для металлических туб используют алюминий марок А6 и А7. Внутренняя поверхность их покрывается лаком (ФЛ-559), а наружная — эмалевой краской, на которую затем наносится маркировка.
В качестве полимерных материалов для изготовления туб используют полиэтилен низкой и высокой плотности, полипропилен, поливинилхлорид.
С целью герметизации отверстие тубы закрывают сплошной тонкой алюминиевой пленкой, сверху навинчивается конический бушон. Внутри бушона имеется острый шип, которым прокалывают отверстие тубы при использовании.
Для наполнения туб используют тубонаполнительные машины линейного и карусельного типов. Машины Colibri, «GA — 40», «GA — 85» (Италия) предназначены для наполнения как металлических, так и полиэтиленовых туб. Фирма «Ивка» (Германия), изготавливает машины «TW-2.3», «TF-24», «TF -51», фирма «ГофлигерКарг» — тубонаполнительные машины марки «Rossi», упаковывающие мази в металлические, полиэтиленовые и поливинилхлоридные тубы.
Последовательность работы тубонаполнителъных машинНа роторном столе смонтированы попарно 20 тубодержателей. Пустые тубы с лотка при помощи подающего устройства устанавливаются на разжатых тубодержателях. Здесь же производится продувка туб и их вакуумирование с целью удаления пыли, остатков упаковочного материала.
После перемещения роторного стола на определенно заданный угол, происходит операция подтяжки колпачков для туб и их рихтовка (вдавливание губ в тубодержатель до отказа). Затем с помощью фотоэлектрического устройства производится ориентация тубы по этикетке. Это же устройство играет контрольно-блокирующую функцию, отключая подачу мази в случае отсутствия тубы в тубо держателе. В следующей позиции роторного стола происходит наполнение тубы мазью, которая из бункера подается по шлангам через наполнительные сопла.
Сопло входит в тубу перед началом наполнения и поднимается по мере ее наполнения, По окончании происходит обратное отсасывание мази, благодаря чему она не вытекает из сопла в промежутках между стадиями наполнения. Далее происходит герметизация тубы. Края ее сплющиваются и туба фапьцируется. Затем производится окончательная фальцовка, сжатие фальца, нанесение на него рифления, цифр, обозначающих дату выпуска, серию и др. После этого тубы подаются на транспортер или к спусковому желобу.
Тубопаполнительные машины фирмы «Ивка» имеют устройство, позволяющие наполнять тубы мазями в среде инертного газа (антибиотики, легкоокисляющие вещества).
Перспективы развития промышленного производства мазей. Основой развития производства мазей на современном уровне являются усовершенствование методов технологии, внедрение новой техники, приборов и аппаратов в фармацевтическую промышленность.
Проводится направленный поиск новых вспомогательных веществ с заданными свойствами, обеспечивающими максимальный терапевтический эффект мазям. Изучаются высокомолекулярные соединения, а также мономерные синтетические вещества.
Одним из перспективных направлений является создание трансдермальных систем, содержащих мази.
В качестве нового направления в создании мазей можно отметить исследования с целью разработки сухих мазей и мазевых основ, а также средств, селективно удерживающих или разрушающих аллергены, являющиеся частой причиной профессиональных заболеваний.
Хранение. Мази, независимо от вида упаковки, должны храниться в прохладном. защищенном от света месте.
Мази, содержащие дубильные вещества, йод, ртуть не должны соприкасаться с металлическими предметами.
Эмульсионные мази и мази на эмульсионных основах должны храниться в заполненных доверху емкостях (во избежание испарения водной фазы) и при температуре не ниже нуля и не выше 30−40° С.
Мази на жировых основах хранят при более низких температурах во избежание их порчи.
Лекарственные средства для ректального применения.
ЛС для ректального применения предназначены для введения в прямую кишку с целью получения системного или местного эффекта. Они могут быть также использованы для диагностических целей.
Ректальные лекарез венные средства можно классифицировать как: -суппозитории;
- -ректальные капсулы;
- -ректальные растворы, суспензии и эмульсии;
- -порошки и таблетки для приготовления ректальных растворов или суспензий;
- -мягкие лекарственные средства для ректального применения; -ректальные пены;
- -ректальные тампоны.
Лекарственные средства для вагинального применения можно классифицировать как:
- -пессарии;
- -вагинальные таблетки;
- -вагинальные капсулы;
- -вагинальные растворы, суспензии и эмульсии;
- -таблетки для приготовления вагинальных растворов и суспензий; -мягкие лекарственные средства для вагинального применения; -вагинальные пены;
- -вагинальные тампоны.
Лекарственные средства для вагинального применения — жидкие, мягкие или твердые лекарственные средства, предназначенные дня применения во влагалище с целью обеспечения местного действия.
Суппозитории — твердые однодозовые ЛС, которые содержат одно или более действующих веществ, диспергированных или растворенных в подходящей основе, которая растворяется или диспергируется в воде или плавится при температуре тела. Форма, объем и консистенция должны соответствовать ректальному применению.
В состав суппозиториев, если необходимо, могут входить вспомогательные вещества, такие как разбавители, адсорбенты, ПАВ и смазывающие вещества, антимикробные консерванты, а также красители, разрешенные к медицинскому применению.
Технологическое оборудование для производства суппозиториев.
Суппозитории в промышленном производстве изготавливают способами выливания расплавленной массы в формы и прессования на специальном оборудовании. Наиболее часто применяемый способ — это выливание расплавленной массы в формы.
Метод выливания:
Технологическая схема.
Технологическая схема.
ВР — вспомогательные работы: санитарная обработка производства, подготовка помещения, оборудования, персонала. Подготовка лекарст;
венных веществ и получение концентрата. Подготовка основы.
Технологический процесс включает следующие технологические операции: введение в основу лекарственных веществ, формование суппозиториев, стандартизация.
УМО — Упаковка, маркировка, отгрузка.
Приготовление основы. Операцию начинают с отвешивания компонентов основы.
Сплавляют компоненты основы в реакторе, изготовленном из нержавеющей стали с паровой рубашкой и мешалкой, при температуре 60- 70 °C, затем их перемешивают в течение 40 мин.
Основу фильтруют через друк-филътр, используя латунную сетку или бельтинг.
Оценивают полученную основу по температуре плавления, застывания и времени полной деформации.
Введение
лекарственных веществ (Л В) в основу.
Вводят ЛВ в зависимости от их физико-химических свойств.
ЛВ вводят в основу в виде водных растворов (все водорастворимые), растворяют в жировой основе (жирорастворимые) или суспензий растертых порошков в основах (нерастворимые в воде и жирах). Полученные растворы или суспензии называют концентратами.
Водорастворимые компоненты растворяют в воде, нагретой до 45 °C. Жирорастворимые ЛВ растворяют в части расплавленной жировой основы.
Полученные конценэраты фильтруют через бязь, а затем смешивают с остальной основой.
Вещества, нерастворимые в воде и основе, вводят в виде суспензии.
Предварительно измельченные ЛВ, смешивают в реакторе с равным или полуторным количеством основы, нагретой до 40−50°С. Полученный концентрат охлаждают и размалывают на коллоидных мельницах, для термолабильных веществ используют трехвальцовые мазетерки.
Кроме того, для получения качественных суспензий могут использоваться роторно-пульсационные аппараты, ротационно-зубчатые насосы.
Время растирания концентрата длится от 2 до 4 ч для получения необходимой степени дисперсности Л В, вводимого в основу по типу суспензии.
Готовый концентрат при помоши насоса сливается в реактор (с турбинной или якорной мешалкой) дня смешивания с остальным количеством основы.
Операция приготовления суппозиторной массы проводится при постоянном перемешивании и подогреве до температуры 45−50°С.
Проводится анализ — однородность смешивания компонентов, температура застывания и плавления, время полной деформации. После положительного анализа масса подается на выливание суппозиториев.
Затем производят формование и упаковку свечей.
Наиболее широко для выливания суппозиториев используются автоматические линии.
Линия «Sarong 200S» с непосредственным дозированием массы в формируемые ячейки из поливинилхлоридной пленки с последующей укладкой продукции в пачки.
Линии работает следующим образом:
- 1. С двух рулонов стягиваются по одной вертикально стоящей ленте алюминиевая фольга и поливинилхлоридная пленка.
- 2. Обе ленты сначала ведутся раздельно. Разрезаются в вертикальном направлении для безукоризненной формовки.
- 3. Обе ленты формуются в чашеобразные половины.
- 4. Далее половины соединяются в комплектную форму и термосвариваются. При этом наверху каждой формы остается открытым наполнительное отверстие, через которое наполнительная игла вливает жидкую суппознторную массу. Таким образом, сформированная из фольги упаковка одновременно служит литьевой формой.
- 5. Далее упаковка герметически закрывается и снабжается между отдельно сваренными суппозиториями дополнительными поперечными ребрами жесткости (холодное тиснение).
- 6. Затем от ленты нарезают полоски по определенному количеству суппозиториев.
- 7. Отрезанная полоска поступает на охладительный участок, и затем, после некоторого пробега, образуется готовая упаковка.
Производительность линии — 16 000−20 000 шт суппозиториев в час.
Иногда выливание суппозиториев производят на автоматах с раздельными операциями отливки и упаковки, т. е. используются полуавтоматические устройствд Пример — полуавтомат «Франко — Креспи». Выливание ректальных и вагинальных суппозиториев здесь происходит без операции упаковки.
Устройство оснащено:
- — двумя питающими бункерами с паровым обогревом и лопастными мешанками, сюда подается суппошторная масса;
- — приемниками —дозаторами;
- — тремя синхронно вращающимися дисками;
- — гнездами металлических форм, которые располагаются на двух крайних вращающихся дисках;
- — холодильной установкой;
- — подогревающимся ножом для снятия излишка массы;
- — устройством для выталкивания суппозиториев в приемные сборники и лотки.
После формования суппозитории отбраковываются по внешнему виду, проводится и;, анализ. Сушат суппозитории при температуре 10- 15 °C в течение 2−3 ч с дополнительным обдуванием воздухом для удаления охлаждающих и смазывающих компонентов.
Готовые суппозитории поступают на фасовку и упаковку с помощью полуавтоматов.
Принцип действия полуавтомата для упаковки:
- 1. Суппозитории вручную укладываются в ячейки вращающегося диска, из которого выталкиваются горизонтальным толкателем через входное отверстие, образованное целлофановыми лентами.
- 2. Свечи принимаются держателем. Прессующие штампы покрывают и упаковывают свечи в целлофан.
- 3. С помощью отсекающего устройства происходит их деление и отрезание по 5 шт.
- 4. Упакованные свечи поступают на автоматы, укладываются по 10 шт в картонные коробки.
В коробки вкладывают листовку — вкладыш, проставляют на этикетке номер серии и срок годности.
Хранят готовую продукцию в сухом, защищенном от света месте, при температуре не выше 20 °C.
Метод прессования. Это нетермический способ получения суппозиториев.
Осуществляют на эксцентриковых таблеточных машинах при охлаждении пуансона, матрицы и кожуха.
Производительность от 40 до 100 тыс. суппозиториев в час.
Суппозиторную массу обычно охлаждают в холодильной камере до 3−5°С, измельчают и просеивают.
В состав гранулята вводят лактозу, сахарозу, аэросил, крахмал для корректировки технологических свойств.
Преимущества метода:
- — возможность предотвращения деструкции термолабкльных лекарственных веществ;
- — отсутствие седиментации действующего вещества;
- — предотвращение несовместимости лекарственного вещества с расплавленной основой.
Этот метод может применяться в случае использования пластичных основ (масло какао). Поскольку масса дозируется по объему, следует использовать коэффициенты замещения лекарственных веществ.
Метод прессования пригоден в производстве суппозиториев с сердечными гликозидами, некоторыми термолабильными гормональными лекарственными средствами, биогенными стимуляторами.
Алгоритм работы студентов:
- 1. Приготовить эмульсионную основу м/в.
- 2. Приготовить 30 г мази серной 33% и фенкарола 5% на эмульсионной основе.
- 3. Оформить протокол.
- 4. Начертить схему технологического процесса производства мазей серной 33% и 5% фенкарола.
- 5. Приготовить 3 свечи методом экструзии.
- 6. Проверить качество приготовленных суппозиториев.
- 7. Приготовить 10 штук квасцовых карандашей в виде спичек.
- 8. Начертить технологическую схему производства суппозиториев.
- 9. Общие методические указания.
- 10. Стандартизация лекарственных средств для ректального и вагинального применения.
Распадаемость суппозиториев и пессариев. Испытание па распадаемость позволяет определить, размягчаются или распадаются ректальные или вагинальные суппозитории или пессарии или вагинальные таблетки в пределах установленного времени, если они помещены в жидкую среду в экспериментальных условиях, указанных ниже.
Считают, что образцы распались, если:
- а)наблюдается полное растворение;
- в)компоненты суппозитория или пессария разделились: расплавленные жировые вещества собрались на поверхности жидкости, нерастворимые вещества осели на дно и растворимые компоненты растворились; в зависимости от состава и способа приготовления компоненты лекарственного средства могут быть распределены по одному или нескольким из вышеуказанных путей;
- с) размягчение образца сопровождается заметным изменением формы без полного разделения компонентов; размягчением считается также отсутствие у суппозитория или пессария твердого ядра, оказывающего сопротивление давлению стеклянной палочки;
- д) наблюдается разрыв желатиновой оболочки ректальной или вагинальной капсулы, позволяющий высвобождаться ее содержимому;
- е) на перфорированном диске не осталось осадка или осадок, который остался, состоит из мягкой или пенообразной массы, не имеющей твердого ядра, оказывающего сопротивление давлению стеклянной палочки (вагинальные таблетки).
Прибор для определения распаляемоеги суппозиториев и пессариев. Прибор (см рисунок 9) состоит из прозрачного стеклянного или пластмассового полого цилиндра с соответствующей толщиной стенок, внутри которого с помощью трех держателей закреплено металлическое устройство. Устройство представляет собой два перфорированных диска из нержавеющего металла, закрепленных на расстоянии около 30 мм друг от друга. Диаметр дисков почти равен внутреннему диаметру цилиндра, и в каждом диске имеется 39 отверстий диаметром 4 мм. Испытания проводят, используя три таких прибора, каждый из которых содержит отдельный образец. Каждый прибор помещают в сосуд с термостатирующим устройством вместимостью не менее 4 л, заполненный водой с температурой от Зб°С до 37 °C, если в частной статье нет других указаний. Приборы могут быть также помещены вместе в один сосуд вместимостью не менее 12 л. Сосуд снабжен медленно движущейся мешалкой и устройством, которое поддерживает прибор в вертикальном положении не менее чем на 90 мм ниже поверхности воды и дает возможность переворачивать его на 180 °C, не вынимая из воды.
Методика. Испытывают три суппозитория или пессария. Каждый образец помещают на нижний диск устройства, устанавливают устройство в цилиндр прибора и закрепляют его. Помещают прибор в сосуд с водой и начинают испытание. Приборы переворачивают каждые 10 мин. По истечении времени, указанного в частной статье, исследуют образцы. Лекарственное средство выдерживает испытание, если все образцы распались.
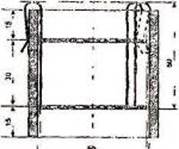
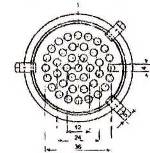
Рисунок 9. Прибор для определения расна даем ости суппозиториев и пессариев (Размеры указаны в миллиметрах).
Метод испытания вагинальных таблеток. Применяют прибор, установленным на держателях (рисунок 10). Прибор помещают в химический стакан подходящего диаметра, который содержит воду с температурой от 36 °C до 37 °C. Поверхность воды должна быть немного ниже верхнего перфорированного диска. Затем с помощью пипетки прибавляют воду с температурой от 36 °C до 3747 до тех пор, пока перфорацию диска не будет покрывать лишь однородная пленка воды. Испытывают три вагинальные таблетки. Каждую в отдельности помещают на верхний диск устройства, накрывают прибор стеклянной пластинкой, чтобы поддерживать соответствующие условия влажности. По истечении времени, указанного в частной статье, исследуют образцы. Лекарственное средство выдерживает испытание, если все образцы распались.
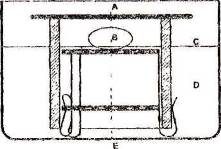
Рисунок 10. Прибор для определении распадаемостн вагинальных таблеток: А — стеклянная пластина В — вагинальная таблетка С — поверхность воды О — вода Естакан.
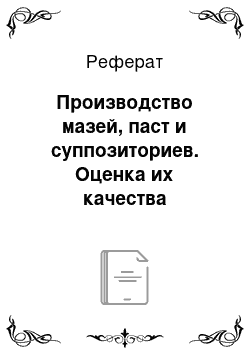
Определение времени деформации липофильнмх суппозиториев. Данное испытание позволяет определить при заданных условиях время, необходимое для деформации суппозиториев с момента помещения суппозитория в воду до момента, когда лекарственное средство не оказывает сопротивления определенному приложенному весу.
Прибор А.
Прибор (рисунок 11) состоит из стеклянной трубки с плоским дном с внутренним диаметром 15,5 мм и длиной около 140 мм. Трубка закрывается съемной пластмассовой крышкой с отверстием диаметром 5,2 мм. Прибор содержит стержень диаметром 5,0 мм, который расширяется книзу до диаметра 12 мм. К нижней, плоской стороне стержня крепится металлическая игла длиной 2 мм и диаметром 1 мм.
Стержень состоит из 2-х частей: нижней части, изготовленной из пластмассы, и верхней части, изготовленной из пластмассы или металла с диском определенной массы. Верхняя и нижняя части либо соединены друг с другом (ручной вариант), либо отделяются (автоматизированная версия). Вес. всего стержня 30±0,4 г. На верхней части стержня имеется свободно скользящее маркировочное кольцо. Когда стержень, введенный в стеклянную трубку, достигает дна, маркировочное кольцо поднимается на уровень верхнего края пластмассовой крышки.
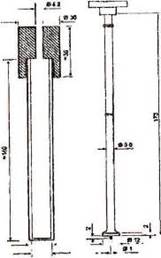
Рисунок 11. Прибор, А для измерения времени деформации липофильных суппозиториев (Размеры указаны в миллиметрах).
Методика. Помещают стеклянную трубку, которая содержит 10 мл воды, на водяную баню с температурой 36,5±0,5°С. Стеклянную трубку устанавливают вертикально и погружают ее на глубину не менее 7 см ниже поверхности, но так, чтобы она не касалась дна водяной бани. В трубку заостренным концом вниз помещают суппозиторий, затем вводят стержень со свободно скользящей крышкой до тех пор, пока металлическая игла не коснется плоского конца суппозитория. Трубку закрывают крышкой. Отсчет времени начинают с этого момента. Регистрируют время, необходимое для достижения стержнем дна стеклянной трубки и время подъема маркировочного кольца до верхнего края пластмассовой крышки.
Прибор В.
Прибор (рисунок 12) состоит из водяной бани (В), в которую вставлена внутренняя трубка (А) и неподвижный ограничитель. Дно трубки должно быть закрыто ограничителем. Прибор снабжен термометром. Имеется 2 вида вставок:
- — стеклянный стержень (С,) в форме трубки, запаянной с обоих концов, имеющей ободок на нижней части из свинцовой дроби. Вес стержня 30±0,4 г;
- — проникающая вставка (С2), состоящая из стержня весом 7,5±0,1 г в трубке, которая имеет углубление для суппозитория, обе части изготовлены из нержавеющей стали.
Методика.

Во внутреннюю трубку (А) отмеривают 5 мл воды с температурой 36,5±0,5°С, помещают суппозиторий заостренным концом вниз и вводят вставку (С, или С2). Отсчет времени начинают с этого момента. Полное размягчение или растпорение суппозитория считается законченным, когда нижний край стеклянного стержня с ободком (СО или стального стержня (С2) достигнет суженной части внутренней стеклянной трубки.
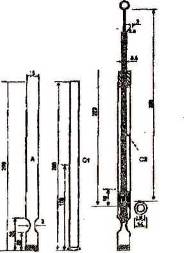
Рисунок 12. Прибор В дли измерения времени деформации липофнльных суппозиториев (Размеры указаны в миллиметрах).