Разработка технологического процесса производства латунной ленты марки Л63 толщиной 0, 08 мм для охлаждающей пластины радиатора
Хотя недоставало техники, многие работы велись вручную, в 1940 году план строительства был перевыполнен. За первые два года войны на площадях «латунки» в разное время размещались различные организации и предприятия, эвакуированные из Москвы и Ленинграда. В тяжелейших условиях и в кратчайшие сроки в 1941 году в глубоком тылу на базе Кольчугинского завода ОЦМ экстренно были созданы заводы ОЦМ… Читать ещё >
Разработка технологического процесса производства латунной ленты марки Л63 толщиной 0, 08 мм для охлаждающей пластины радиатора (реферат, курсовая, диплом, контрольная)
РЕФЕРАТ В данном курсовом проекте рассмотрена технология производства латунной ленты марки Л63 толщиной 0.08 для охлаждающей пластины радиатора. Дана характеристика обрабатываемого материала, описан основной состав оборудование цеха. Рассчитаны технологические расчеты.
- ВВЕДЕНИЕ
- 1. Общая характеристика предприятия
- 1.1 Краткая историческая справка
- 1.2 Сортамент
- 1.3 Процесс производства
- 2. Характеристика деформируемого сплава
- 3. Основное оборудование прокатного цеха № 2
- 3.1 Нагревательная методическая печь № 562
- 3.2 Стан горячей прокатки дуо 850×1500
- 3.3 Стан тандем 1000
- 3.3.1 Характеристика оборудования
- 3.4 Печь СГЗ 10.56
- 3.5 ЛТМ № 530 (лентотравильная машина)
- 3.6 Стан Кварто-250 № 508
- 3.7 Линия резки «Шкода»
- 3.8 ЛТМ № 527 (лентотравильная машина)
- 3.9 Стан кварто 160
- 3.10 Линия непрерывного отжига ленты «Отто Юнкер»
- 3.11 Линия продольной резки 0,025−0,6×650 мм фирмы «Бургхардт и Шмидт»
- 4. Технологическая схема процесса производства латунной ленты марки Л63 толщиной 0,08 мм для охлаждающей пластины радиатора
- 5. Технологический расчет
- ЗАКЛЮЧЕНИЕ
- БИБЛИОГРАФИЧЕСКИЙ СПИСОК
- ПРИЛОЖЕНИЯ
Развитие народного хозяйства страны в значительной мере определяется ростом объема производства металлов, расширением сортамента изделий из металлов и сплавов и повышением их качественных показателей, что в значительной мере зависит от условий пластической обработки. Знание закономерностей обработки металлов давлением помогает выбирать наиболее оптимальные режимы технологических процессов, требуемое основное и вспомогательное оборудование и технически грамотно его эксплуатировать.
Металлы наряду со способностью деформироваться обладают также высокими прочностью и вязкостью, хорошими теплои электропроводностью. При сплавлении металлов в зависимости от свойств составляющих компонентов создаются материалы с высокой жаростойкостью и кислотоупорностью, магнитными и другими полезными свойствами.
Использование металлов человеком началось в глубокой древности (более пяти тысячелетий до н. э.). Вначале находили применение цветные металлы (медь, сплавы меди, золото, серебро, олово, свинец и др.), позднее начали применять черные — железо и сплавы на его основе.
Длительное время производство металлов носило примитивный характер и по объему было весьма незначительным. Однако в конце XIX в. мировая выплавка стали резко возросла с 0,5 млн. т в 1870 г. до 28 млн. т в 1900 г. Еще в большем объеме растет металлургическая промышленность в XX столетии. Наряду с увеличением выплавки стали появилась необходимость организовать в больших масштабах получение меди, цинка, вольфрама, молибдена, алюминия, магния, титана, бериллия, лития и других металлов.
Металлургическое производство подразделяется на две основные стадии. В первой получают металл заданного химического состава из исходных материалов. Во второй стадии металлу в пластическом состоянии придают ту или иную необходимую форму при практически неизменном химическом составе обрабатываемого материала.
Способность металлов принимать значительную пластическую деформацию в горячем и холодном состоянии широко используется в технике. При этом изменение формы тела осуществляется преимущественно с помощью давящего на металл инструмента. Поэтому полученное изделие таким способом называют обработкой металлов давлением или пластической обработкой.
Обработка металлов давлением представляет собой важный технологический процесс металлургического производства. При этом обеспечивается не только придание слитку или заготовке необходимой формы и размеров, но совместно с другими видами обработки существенно улучшаются механические и другие свойства металлов.
Прокатка, волочение, прессование, ковка, штамповка представляют собой различные виды обработки металлов давлением в пластическом состоянии.
Среди различных методов пластической обработки прокатка занимает особое положение, поскольку данным способом производят изделия, пригодные для непосредственного (в состоянии поставки) использования в строительстве и машиностроении (шпунт, рельсы, профили сельскохозяйственного машиностроения и пр.). Прокаткой получают также разнообразные виды заготовок, которые являются исходным материалом для других способов обработки. Так, горячекатаные и холоднокатаные листы, полосы и ленты в больших количествах идут для листовой штамповки.
Высокая производительность процессов обработки металлов давлением, сравнительно низкая их энергоемкость, а также незначительные потери металла при производстве изделий выгодно отличают их по сравнению, например, с обработкой металла резанием, когда требуемую форму изделия получают удалением значительной части заготовки в стружку. Существенным достоинством пластической обработки является значительное улучшение свойств металла в процессе деформирования.
Динамичный и пропорциональный рост черной и цветной металлургии, производство изделий из металлов и сплавов пластической обработкой основываются на дальнейшем развитии теории обработки металлов давлением, являющейся научной базой разработки технологических операций получения изделий из металлов и сплавов. Теория пластической обработки металлов позволяет оценить экономическую целесообразность принятого способа деформации, выявить влияние условий обработки на свойства получаемых изделий, определить силовые и энергетические параметры процесса и указать пути их рационального изменения, дает возможность управлять процессом обработки с точки зрения улучшения способности металлов пластически деформироваться. Знание закономерностей обработки металлов давлением помогает выбирать наиболее оптимальные режимы технологических процессов, требуемое основное и вспомогательное оборудование и технически грамотно его эксплуатировать.
В курсовом проекте мы рассмотрим разработку технологического процесса производства латунной ленты марки Л63 толщиной 0,08 мм для охлаждающей пластины радиатора, и оборудование для ее производства.
1. Общая характеристика предприятия
1.1 Краткая историческая справка В 2011 году Кировский завод по обработке цветных металлов отметил свой юбилей. Ровно 55 лет назад 12 января был подписан приказ об утверждении акта приемки в строй действующих первой очереди Кировского завода ОЦМ министром цветной металлургии П. Ф. Ломако.
Однако история завода началась гораздо раньше.
В 1939 году постановлением Совнаркома СССР было принято решение о строительстве в городе Кирове латунно-прокатного завода (ЛПЗ). Это было вызвано тем, что обеспечение народного хозяйства страны прокатом из цветных металлов осуществлялось в основном тремя заводами: «Красным выборжцем» (г. Ленинград), Кольчугинским заводом ОЦМ (Владимирская область) и Ленинградским заводом им. Ворошилова. Общегосударственные интересы относительно Кировской области сводились к отведению ей роли «тыла» тяжелой промышленности, а основной задачей в предвоенные годы ставилась задача накопления средств для проведения индустриализации, расширения и реконструкции имевшихся предприятий. Но у Кировской области был существенный плюс — удобное географическое положение региона. Хлынов-Вятка-Киров с давних пор служил опорной базой для связи Центра с Севером, Уралом, Сибирью. А судоходной частью реки Вятки он сообщался с большинством регионов страны.
С началом Великой Отечественной войны строительство завода приостанавливается. К этому времени была заложена строительная база для промплощадки и жилого микрорайона, утвержден технический проект и генеральная смета с годовым выпуском проката 42 тыс. тонн, а также определен состав завода и полный комплекс объектов складского, вспомогательного, энергетического и общезаводского назначения, объем жилищного строительства и соцкультбыт учреждений.
Хотя недоставало техники, многие работы велись вручную, в 1940 году план строительства был перевыполнен. За первые два года войны на площадях «латунки» в разное время размещались различные организации и предприятия, эвакуированные из Москвы и Ленинграда. В тяжелейших условиях и в кратчайшие сроки в 1941 году в глубоком тылу на базе Кольчугинского завода ОЦМ экстренно были созданы заводы ОЦМ в Ревде, Каменске-Уральске, Орске, Верхней Салде и Балхаше. Эти предприятия уже в 1942 году начали выпускать прокат. Часть оборудования для них комплектовалась на площадке ЛПЗ.
Судьба Кировского завода точно стала ясна через два месяца после окончания войны. 16 июля 1945 года Совнарком принимает решение о возобновлении строительства прокатного завода в Кирове.
Завод сегодня технически хорошо оснащен. Здесь сложился коллектив квалифицированных кадров — рабочих, инженеров, специалистов и руководителей. Непрерывно продолжается их подготовка с учетом требований научно — технического прогресса и обеспечения высокого технического уровня производства. Завод не испытывает трудностей с реализацией продукции. Ее охотно берут отечественные предприятия всех отраслей промышленности, а так же предприятия иностранных фирм.
Современные прокатные станы, комплекс шлифовально полировального оборудования и другая импортная и отечественная техника позволяют производить прокат из цветных металлов самого широкого назначения на уровне мировых стандартов.
1.2 Сортамент На оборудовании завода выпускаются:
· Радиаторные ленты и фольга (производство теплообменников);
· Латунные прутки (производство широкого спектра изделий для бытовой техники, сантехники, электротехники, машиностроении и прочих отраслей);
· Медные и латунные трубы (производство климатических и холодильный установок, производство труб для газои водоснабжения, отопления);
· Медные шины и профили (производство оборудования для производства и распределения энергии гидрои гидроаккумулирующие электростанции, атомные станции, парогазовые, газотурбинные установки, производство электросиловых агрегатов для транспорта);
· Товары народного потребления.
1.3 Процесс производства Производство организовано по принципу замкнутого металлургического цикла от плавления и литья поступающего на завод сырья до выпуска плоского и круглого проката с полной переработкой собственных оборотных отходов в производственном цикле.
Плавильный цех был основан в 1955 году. Первая продукция — слиток сплава Л62 весом в одну тонну, выдана 5 декабря 1955 года. Цех выпускает слитки (плоские и круглые) и заготовки различных сплавов.
Основу плавильно — литейного передела составляют индукционные плавильные печи с оборудованием полунепрерывного литья и оборудование по обработке черновых слитков. Установлены современные линии горизонтального непрерывного литья плоской полосовой заготовки и цилиндрических слитков в графитовый кристаллизатор.
Технологический цикл прокатных цехов включает в себя технологию прокатки и стопроцентную фрезеровку всей горячекатаной и непрерывно — литой заготовки, холодную прокатку, термообработку проката в технологическом цикле, обезжиривание, травление, правку, резку проката. На заводе в качестве термообработки используется садочный и протяжной (индукционный) виды отжига, которые может быть промежуточными (для восстановления пластичности перед последующей прокаткой) и окончательными (для получения заданного комплекса свойств). На конечной стадии установлено отделочное оборудование для шлифования, полирования и обеспечения высокой степени планшетности правкой — растяжением.
Универсальный набор технологического оборудования рассчитан на производство плоского горячекатаного и холоднокатаного проката всех состояний от минимальной толщины лент 0,04 мм до крупногабаритных плит толщиной 100 мм и более по требованиям российских и зарубежных стандартов.
Прокатный цех № 2 был основан в 1955 году. Цех выпускает горячекатанные медные и латунные листы, холоднокатанные листы из меди, латуней и бронзы БрОФ 6,5 — 0,15 и заготовки для остальных обрабатывающих цехов.
Прокатный цех № 3 — цех прецизионного (тонкого) проката пущен в эксплуатацию 29 декабря 1975 года. Цех производит холоднокатанные ленты и листы высокой точности из меди и ее сплавов.
Трубоволочильный цех основан в 1982 году. Цех выпускает трубы медные, латунные D 5−80 мм, прутки медные, латунные круглые и шестигранные D 6−100 мм, проволоку латунную, бронзовую D 2−10 мм, профили. Производит медные электротехнические ленты (шины) с обкаткой кромки, медные шаровые аноды диаметром от 15 до 60 мм, холоднотянутые и прессованные медные шины, ряд других видов продукции.
Трубоволочильный цех оснащен гидравлическим горизонтальными и вертикальными прессами для горячего прессования трубной и прутковой заготовки. Кировский завод по обработке цветных металлов также обладает технологией изготовления прямошовных холоднотянутых труб из заготовки с применением высокочастотной сварки.
Для обеспечения деятельности технологического производства на заводе действуют специализированные лаборатории, которые осуществляют контроль и управление на всех направлениях техпроцесса в области средств измерение, автоматизации, контроля качества продукции на технологических переделах и на стадии оправки потребителям. Лаборатории постоянно оснащаются оборудованием ведущих зарубежных и отечественных фирм и отвечаем всем требованиям к измерениям.
2. Характеристика деформируемого сплава
Марка: | Л63 | |
Классификация: | Латунь, обрабатываемая давлением | |
Применение: | для деформации в холодном состоянии глубокой вытяжкой, волочением, прокаткой, чеканкой, изгибом; для изготовления изделий криогенной техники; пригоден для пайки и сварки; хорошо полируется | |
Механические свойства при Т=20 °С материала Л63
Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. | |
; | мм | ; | МПа | МПа | % | % | кДж / м2 | ; | |
сплав мягкий | 380−450 | 40−50 | |||||||
сплав твердый | 680−750 | 2−4 | |||||||
Твердость материала Л63, сплав мягкий | HB 10 -1 = 58 — 68 МПа | |
Твердость материала Л63, сплав твердый | HB 10 -1 = 150 — 160 МПа | |
Физические свойства материала Л63
T | E 10- 5 | a 106 | l | r | C | R 109 | |
Град | МПа | 1/Град | Вт/(м· град) | кг/м3 | Дж/(кг· град) | Ом· м | |
1.16 | |||||||
20.5 | |||||||
Коэффициент трения материала Л63
Коэффициент трения со смазкой : | 0.012 | |
Коэффициент трения без смазки : | 0.39 | |
Литейно-технологические свойства материала Л63
Температура плавления, °C : | ||
Температура горячей обработки, °C : | 750 — 880 | |
Температура отжига, °C : | 550 — 650 | |
Химический состав в % материала Л63
Fe | P | Cu | Pb | Zn | Sb | Bi | Примесей | |
до 0.2 | до 0.001 | 62 — 65 | до 0.07 | 34.5 — 38 | до 0.005 | до 0.002 | всего 0.5 | |
Примечание: Zn — основа; процентное содержание Zn дано приблизительно
Механические свойства:
sв | — Предел кратковременной прочности, [МПа] | |
sT | — Предел пропорциональности (предел текучести для остаточной деформации), [МПа] | |
d5 | — Относительное удлинение при разрыве, [ % ] | |
y | — Относительное сужение, [ % ] | |
KCU | — Ударная вязкость, [ кДж / м2] | |
HB | — Твердость по Бринеллю, [МПа] | |
Физические свойства
T | — Температура, при которой получены данные свойства, [Град] | |
E | — Модуль упругости первого рода, [МПа] | |
a | — Коэффициент температурного (линейного) расширения (диапазон 20° - T), [1/Град] | |
l | — Коэффициент теплопроводности (теплоемкость материала), [Вт/(м· град)] | |
r | — Плотность материала, [кг/м3] | |
C | — Удельная теплоемкость материала (диапазон 20° - T), [Дж/(кг· град)] | |
R | — Удельное электросопротивление, [Ом· м] | |
Магнитные свойства
Hc | — Коэрцитивная сила (не более), [ А/м ] | |
Umax | — Магнитная проницаемость (не более), [ МГн/м ] | |
P1.0/50 | — Удельные потери (не более) при магнитной индукции 1.0 Тл и частоте 50 Гц, [ Вт/кг ] | |
B100 | — Магнитная индукция Tл (не менее) в магнитных полях при напряженности магнитного поля 100, [ А/м ] | |
Свариваемость
без ограничений | — сварка производится без подогрева и без последующей термообработки | |
ограниченно свариваемая | — сварка возможна при подогреве до 100−120 град. и последующей термообработке | |
трудносвариваемая | — для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200−300 град. при сварке, термообработка после сварки | |
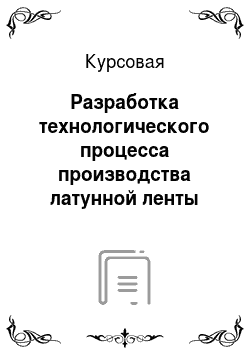
Медь с цинком образуют кроме основного б — раствора ряд фаз электронного типа в, г, е. Наиболее часто структура латуней состоит из б — или б+ в' — фаз: бфаза — твёрдый раствор цинка в меди с кристаллическим решёткой меди ГЦК, а в' — фаза — упорядоченный твёрдый раствор на базе химического соединения CuZn с электронной связью 3/2 с решёткой ОЦК (рис.1)
При высоких температурах в-фаза имеет неупорядоченное расположение атомов и широкую область гомогенности. В этом состоянии в-фаза пластична. При температуре ниже 454—468 °C расположение атомов меди и цинка в этой фазе становится упорядоченным, и она обозначается в'. Фаза в' в отличие от в-фазы является более твёрдой и хрупкой; г — фаза представляет собой электронное соединение Cu5Zn8.
Однофазные латуни характеризуются высокой пластичностью; в — фаза очень хрупкая и твердая, поэтому двухфазные латуни имеют более высокую прочность и меньшую пластичность, чем однофазные. Влияние химического состава на механические свойства отожженных латуней: При содержании цинка до 30% возрастают одновременно и прочность, и пластичность. Затем пластичность уменьшается, вначале за счёт усложнения б — твердого раствора, а затем происходит резкое её понижение в связи с появлением в структуре хрупкой в — фазы. Прочность увеличивается до содержания цинка около 45%, а затем уменьшается так же резко, как и пластичность. Большинство латуней хорошо обрабатывается давлением. Двух фазные латуни пластичны при нагреве выше температуры в — превращения, особенно выше 700 °C, когда их структура становится однофазной (в — фаза). Для повышения механических свойств и химической стойкости латуней в них часто вводят легирующие элементы: алюминий (Al), никель (Ni), марганец (Mn), кремний (Si) и т. д.
Рис. 1 Диаграмма состояния Cu-Zn
Технические условия на ленту Л63
ГОСТ 20 707–80
Дата введения 01.01.83
Настоящий стандарт распространяется на медные и латунные радиаторные ленты, предназначенные для изготовления охлаждающих трубок и пластин радиаторов.
1. СОРТАМЕНТ
1.1. Толщина лент и предельные отклонения по ней должны соответствовать указанным в табл. 1.
Таблица 1
Толщина | Предельное отклонение лент | ||
нормальной точности изготовления | повышенной точности изготовления | ||
0,05 0,06 0,07 0,08 0,09 | — 0,01 | ; | |
0,10 0,12 0,13 0,14 | — 0,02 | ; | |
0,15 0,17 0,18 0,20 0,22 | — 0,03 | — 0,02 | |
0,25 | — 0,04 | — 0,03 | |
Примечания
1. Теоретическая поверхностная плотность 1 м² лент приведена в приложении 1.
2. Коды ОКП приведены в приложении 2.
1.2. Ширина лент и предельные отклонения по ней должны соответствовать указанным в табл. 2.
Таблица 2
Ширина | Предельное отклонение лент | ||
нормальной точности изготовления | повышенной точности изготовления | ||
14, (15), 16, 18. 20, 22, 25, 26, (29), (30), 32, (35), 36, (36,8), (37), (37,2), (38), 40, (42), (42,5), (43), (43.2), (44), 45, (46), (49), 50 | — 0,3 | — 0,2 | |
(52), 53, 56, (57), (58), 60, (62), 63, (65), (65,5), 67, (67.5), (68), (70), 71, (72), 75, (78), (78,5), (79), 80, 85, (86), (88), 90, (91), (92), 95, (98), 100, (104), 105. (108). 110. (113) | — 0,4 | — 0,3 | |
(115). 120, 125, 130, (134), (135), 140, (142), (145), 150, (154), (155), (156), 160,170, 175 | — 0,4 | — 0,3 | |
180, (185), 190, 200 | — 0,7 | — 0,4 | |
Примечания:
1. Размеры лент, указанные в скобках, в новых разработках не применять.
2. Допускается изготовление лент промежуточных размеров по ширине, приведенных в приложении 3.
3. Предельные отклонения по ширине этих лент устанавливаются соответствующими предельными отклонениями для следующего большего размера.
1.3. Ленты должны быть свернуты в рулон. Рулон должен состоять из одного отрезка лент.
Диаметр внутреннего отверстия рулона должен быть от 40 до 100 мм.
1.4. Длина лент должна быть не менее 100 м. Допускается изготовление лент длиной не менее 40 м в количестве не более 10% массы партии.
По согласованию изготовителя с потребителем допускается изготовление лент длиной не менее 60 м, при этом в партии не должно быть более 15% лент длиной не менее 40 м.
Условное обозначение ленты проставляется по схеме
Лента Х Способ изготовления | XX | Х | Х | … | XX | … | … | ГОСТ 20 707−80 | |
Форма сечения | |||||||||
Точность изготовления | |||||||||
Состояние | |||||||||
Размеры | |||||||||
Длина | |||||||||
Марка | |||||||||
Особые условия | |||||||||
Обозначение стандарта | |||||||||
при следующих сокращениях:
способ изготовления: холоднокатаная — Д форма сечения: прямоугольная — ПР точность изготовления:
нормальная точность по толщине и ширине — Н нормальная точность по толщине и повышенная точность по ширине — К повышенная точность по толщине и нормальная точность по ширине — И повышенная точность по толщине и ширине — П состояние:
мягкое — М полутвердое — П твердое — Т длина: немерная — НД особые условия:
для радиаторных трубок — Т для пластин радиаторов — П Примеры условного обозначения Лента холоднокатаная, прямоугольного сечения, нормальной точности изготовления по толщине и ширине, полутвердая, толщиной 0,15 мм, шириной 38 мм, немерной длины, из латуни марки Л90, предназначенная для трубок радиаторов:
Лента ДПРНП 0,15×38 НД Л90 Т ГОСТ 20 707–80
Лента холоднокатаная, прямоугольного сечения, повышенной точности изготовления по толщине и нормальной точности изготовления по ширине, твердая, толщиной 0,10 мм, шириной 95 мм, немерной длины, из латуни марки Л63, предназначенная для пластин радиаторов:
Лента ДПРИТ 0,10×95 НДЛ63 П ГОСТ 20 707–80
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Ленты должны изготовлять в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке. Ленты изготовляют из меди марок M1, M2 и МЗ с химическим составом по ГОСТ 859 и из латуни марок Л90 и Л63 с химическим составом по ГОСТ 15 527.
2.2. Ленты изготовляют из меди — мягкими и твердыми, из латуни марок Л90, Л63 — мягкими, полутвердыми и твердыми.
Латунные ленты толщиной 0,05—0,10 мм включительно и медные толщиной 0,05 мм изготовляют только твердыми.
2.1, 2.2. (Измененная редакция, Изм. № 1).
2.3. Поверхность лент должна быть чистой, т. е. свободной от загрязнений, затрудняющих осмотр.
Допускаются малозначительные отпечатки, наколы, царапины, надрывы, не выводящие ленты при контрольной зачистке за предельные отклонения по толщине.
Допускаются цвета побежалости, местные покраснения, малозначительные потемнения поверхности лент, а также малозначительные следы технологической смазки.
На лентах, применяемых для изготовления трубок радиаторов, следы коррозии, потемнения и проколы не допускаются.
По согласованию изготовителя с потребителем качество поверхности лент допускается устанавливать по образцам, утвержденным в установленном порядке.
(Измененная редакция, Изм. № 3).
2.4. Ленты должны быть обрезаны и не должны иметь подгиба кромки и заусенцев, препятствующих использованию лент у потребителя. Мятая и рваная кромка не допускается.
Допускается малозначительная волнистость кромки, не препятствующая нормальному формообразованию замка трубок.
Серповидность лент допускается не более 3 мм на 1 м длины. Серповидность лент повышенной точности для охлаждающих трубок радиаторов не должна превышать 2 мм на 1 м длины.
2.5. Глубина выдавливания при радиусе пуансона, равном 10 мм, должна соответствовать указанной в табл. 3.
2.6. Ленты сплава марки Л90, предназначенные для охлаждающих трубок радиаторов, изготовляют в полутвердом состоянии с глубиной выдавливания 3,5—5,5 мм при радиусе пуансона 10 мм.
2.7. По требованию потребителя полутвердые ленты из латуни марки Л90, предназначенные для радиаторных трубок, изготовляют с глубиной выдавливания 3,0—5,0 мм при радиусе пуансона 7,0 мм.
Нормы глубины выдавливания лент при другом радиусе пуансона устанавливаются по согласованию изготовителя с потребителем.
Таблица 3
Состояние материала | Марка сплава | Глубина выдавливания при толщине лент | |||||
0,06−0,07 | 0,08−0,09 | 0,10 | 0,12−0,15 | 0,17—0,25 | |||
Мягкое | M1, M2, М3 | 4,5−9,0 | 6,0−9,0 | Не менее 7,5 | Не менее 7,5 | Не менее 8,0 | |
Мягкое | Л90 Л63 | -; -; | -; | -; | Не менее 7,5 Не менее 7,0 | Не менее 7,5 Не менее 7,0 | |
Полутвердое | Л90 Л63 | -; -; | -; -; | -; -; | 3,0−6,0 3,0−5,5 | 3,5−6,0 3,0−5,5 | |
Твердое | Ml, M2, МЗ Л90 Л63 | -; -; -; | -; -; -; | 1,5−3,5 Не более 3,0 2,0−4,5 | 1,5−3,5 Не более 3,5 2,0−4,5 | -; Не более 3,5 2,0−4,5 | |
Примечания:
1. По требованию потребителя медные ленты толщиной 0,06—0,07 мм изготовляют в мягком состоянии с глубиной выдавливания 5,5—8,5 мм при радиусе пуансона 10 мм.
2. По согласованию изготовителя с потребителем допускается изготовлять ленты в полутвердом состоянии толщиной 0,17—0,25 мм из сплава Л90 с глубиной выдавливания 3,0—5,5 мм при радиусе пуансона 10 мм.
3. По согласованию изготовителя с потребителем допускается устанавливать нормы глубины выдавливания при испытании пуансоном радиусом 1,5; 4 и 7,5 мм.
(Измененная редакция, Изм. № 1, 3).
2.8. (Исключен, Изм. № 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Ленты принимают партиями. Партия должна состоять из лент одной марки меди или латуни, одного размера, одного состояния материала, одной точности изготовления и оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение ленты;
результаты испытаний (по требованию потребителя);
номер и массу партии;
количество мест при упаковывании в ящики.
(Измененная редакция, Изм. № 1, 3).
3.2. Для проверки химического состава отбирают два рулона от партии. На предприятии-изготовителе допускается проводить проверку химического состава на пробах, взятых от расплавленного металла.
3.3. Для контроля размеров, внешнего вида и серповидности лент применяют одноступенчатый нормальный план выборочного контроля по альтернативному признаку в соответствии с ГОСТ 18 242 с приемочным уровнем дефектности 4%.
Отбор рулонов лент в выборку осуществляют «вслепую» (методом наибольшей объективности) по ГОСТ 18 321.
Если объем партии не превышает трех рулонов лент, проверке подвергают каждый рулон лент.
3.3а. Количество отбираемых для контроля толщины рулонов лент определяют в соответствии с табл. 4.
Длину ленты в рулоне для выбора числа контролируемых точек в рулоне определяют по формуле, приведенной в п. 4.3а.
Количество контролируемых точек в каждом отобранном рулоне определяют в зависимости от общего числа участков длиной 0,5 м в соответствии с табл. 5.
Отобранный рулон ленты считается годным, если число результатов измерения, не соответствующих требованиям табл. 1, менее браковочного числа, приведенного в табл. 5.
Таблица 4
Количество рулонов в партии | Количество контролируемых рулонов | |
4−25 26−90 91−150 151−280 281−500 501−1200 | ||
Таблица 5
Длина ленты в рулоне, м | Количество контролируемых точек, шт. | Браковочное число | |
От 40 до 45 включ. Св. 45 «75 « " 75 «140 « " 140″ 250 « " 250″ 600 « " 600 «1600 « " 1600 «5000 « | |||
Допускается изготовителю контроль толщины ленты проводить в процессе производства.
3.3, 3.3а. (Измененная редакция, Изм. № 3).
3.36. Для контроля ширины, внешнего вида и серповидности лент от партии отбирают рулоны в соответствии с табл. 6.
Партия считается годной, если число рулонов, не соответствующих требованиям табл. 2, пп. 2.3 и 2.4, менее браковочного числа, приведенного в табл. 6.
Таблица 6
Количество рулонов в партии, шт. | Количество контролируемых рулонов, шт. | Браковочное число | |
4—25 26 -90 91- 150 151- 280 281−500 501−1200 | |||
Допускается изготовителю контролировать каждый рулон партии,
(Введен дополнительно, Изм. № 3).
3.4. Для испытания на выдавливание от каждых полных и неполных 1000 кг отбирают три рулона.
3.5. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по пп. 3.2 и 3.4 по нему проводят повторное испытание на удвоенной выборке, отобранной от той же партии. Результаты повторных испытаний распространяются на всю партию.
(Измененная редакция, Изм. № 2, 3).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Химический состав лент должен определяться по ГОСТ 13 938.1-ГОСТ 13 938.12, ГОСТ 13 938.13, ГОСТ 1652.1-ГОСТ 1652.13, ГОСТ 9716.1-ГОСТ 9716.3 и ГОСТ 9717.1-ГОСТ 9717.3. Допускается применять другие методы, не уступающие по точности стандартным. Отбор проб для определения химического состава — по ГОСТ 24 231.
При возникновении разногласий в оценке химического состава анализ проводят по ГОСТ 13 938.1 — ГОСТ 13 938.12, ГОСТ 13 938.13, ГОСТ 1652.1-ГОСТ 1652.13.
(Измененная редакция, Изм. № 2).
4.2. Внешний вид лент проверяют осмотром без применения увеличительных приборов.
(Измененная редакция, Изм. № 3).
4.3. Ширину лент измеряют штангенциркулем по ГОСТ 166 или калибрами, обеспечивающими необходимую точность измерения, в трех точках на любом участке по длине ленты.
4.3а. Толщину лент измеряют микрометром по ГОСТ 6507.
Измерение толщины ленты проводят на расстоянии не менее 100 мм от конца и не менее 10 мм от кромки. Для лент шириной 20 мм и менее измерение проводят посередине.
Толщину ленты измеряют на каждом отобранном рулоне в точках, расположенных равномерно случайно по длине рулона.
Длину ленты (L) в метрах вычисляют по формуле
D2-d2 | ||
L=7,85*10−4 * | ѕѕѕѕѕ | |
b | ||
где D и d — соответственно наружный и внутренний диаметры рулона, измеряемые линейкой по ГОСТ 427, мм;
b — толщина ленты, мм.
Результаты измерения толщины ленты, не соответствующие требованиям, указанным в табл. 1, не должны отличаться от допускаемых более, чем на половину поля допуска.
Допускается на предприятии-изготовителе контролировать толщину ленты в процессе производства другими средствами измерения, обеспечивающими необходимую точность.
(Измененная редакция, Изм. № 2, 3).
4.4. Серповидность ленты измеряют по ГОСТ 26 877 в одном месте на любом участке рулона. Допускаются другие методы измерения серповидности, обеспечивающие необходимую точность измерения.
(Измененная редакция, Изм. № 3).
4.5. Испытание на выдавливание проводят по ГОСТ 10 510 на одном образце от каждого отобранного для испытания рулона на приборах типа ПТЛ и МТЛ-10Г-1 с графитовой смазкой УСсА по ГОСТ 3333 или по согласованию изготовителя с потребителем c другой смазкой.
Испытаниям подвергают ленты шириной 35 мм и более.
Если лента по ширине меньше допускаемой ширины образца, то вырезку образцов для испытаний проводят до разрезки рулона на заданные ширины.
Испытание по глубине выдавливания допускается проводить на машинах в ручном режиме.
(Измененная редакция, Изм. № 1).
4.6. 4.7. (Исключены, Изм. № 1).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Рулоны лент должны быть с плотной намоткой, исключающей перемещение витков относительно друг друга и смятие рулона.
Внутрь рулона с мягкими латунными лентами толщиной 0,12— 0,20 мм и мягкими медными лентами всех толщин вставляют пробку или оборотную втулку.
По согласованию изготовителя с потребителем внутрь рулона с твердыми и полутвердыми лентами толщиной 0,08—0,20 мм вставляют оборотную втулку диаметром 30—50 мм.
(Измененная редакция, Изм. № 3).
5.2. Рулоны лент должны быть обвязаны лентой размерами не менее 0,1×15 мм по ГОСТ 20 707 или по ГОСТ 2208 или по ГОСТ 1173. Допускается вместо обвязки наружный виток рулона закрепить клейкой лентой или соединением «в замок».
Рулоны лент шириной более 100 мм допускается обвязывать плотной бумажной лентой с приклеиванием внешнего конца бумаги.
5.3. К каждому рулону должен быть прикреплен ярлык с указанием:
товарного знака или наименования и товарного знака предприятия-изготовителя;
условного обозначения ленты;
номера партии;
штампа технического контроля или номера технического контролера.
(Измененная редакция, Изм. № 3).
5.4. Рулоны лент упаковывают в плотные деревянные ящики типа I, II, III по ГОСТ 2991 или универсальные контейнеры по ГОСТ 15 102 или ГОСТ 20 435, или в специализированные контейнеры с прокладкой между рядами картоном по ГОСТ 7933. Размеры ящиков — по ГОСТ 21 140 или по нормативно-технической документации. Допускается другой вид упаковки и упаковочных материалов, обеспечивающих сохранность продукции, за исключением льняных и хлопчатобумажных тканей.
(Измененная редакция, Изм. № 1).
5.4а. Укрупнение грузовых мест в транспортные пакеты проводится в соответствии с требованиями ГОСТ 24 597. Пакетирование проводится на поддонах по ГОСТ 9557 или без поддонов с использованием брусков высотой не менее 50 мм, с обвязкой в продольном и поперечном направлениях проволокой диаметром не менее 2 мм по ГОСТ 3282 или лентой размерами не менее 0,3×30 мм по ГОСТ 3560. Скрепление концов: проволоки — скруткой не менее 5 витков, ленты — в замок.
(Введен дополнительно, Изм. № 1).
5.5. Транспортирование лент проводят всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
Допускается транспортирование лент в твердом и полутвердом состояниях в контейнерах без упаковывания в ящики при отсутствии перегрузки в пути.
Рулоны лент должны быть уложены таким образом, чтобы они не перемещались внутри контейнера во время перевозки.
5.6. Масса грузового места должна быть не более 2000 кг. Масса грузового места в крытых вагонах должна быть не более 1250 кг.
5.7. Транспортная маркировка — по ГОСТ 14 192 с нанесением манипуляционного знака «Беречь от влаги».
5.6, 5.7. (Измененная редакция, Изм. № 1, 3).
5.8. При транспортировании и хранении ленты должны быть защищены от влаги, механических повреждений и воздействия активных химических веществ.
При соблюдении указанных условий хранения потребительские свойства лент при хранении не изменяются.
(Измененная редакция, Изм. № 3).
5.9. Упаковывание продукции в районы Крайнего Севера и труднодоступные районы проводится в соответствии с требованиями ГОСТ 15 846. (Введен дополнительно, Изм. № 1).
3. Основное оборудование прокатного цеха № 2
3.1 Нагревательная методическая печь № 562
Характеристика оборудования Технические характеристики печи указаны в таблице 7.
Таблица 7
Технические характеристики печи № 562
Наименование показателя | Единица измерения | Величина | Значения параметров | |
1 Назначение печи | Нагрев слитков | |||
2 Тип печи | Проходная | |||
3 Размеры рабочего пространства печи: длина ширина высота | мм | |||
4 Режим работы | Периодический с выдержкой по времени | |||
5 Нагреваемые металлы | Медь и сплавы на ее основе | |||
6 Размеры слитков: толщина ширина длина | мм | от 150 до 320 от 410 до 1200 от 1000 до 2400 | ||
7 Температура нагрева металла | °С | от 650 до 1200 | ||
8 Производительность | т/ч | от 8 до 13 | ||
9 Вид топлива, теплота сгорания | кДж/м3 | Природный газ | ||
10 Тип горелок, количество | шт. | ECOMAX 5, скорост-ные рекуперативные | ||
11 Режим работы горелок | вкл./ выкл. | Возможен режим Макс./Мин. | ||
12 Число зон теплового регулирования | шт. | Регулирование температуры частотой включения горелок | ||
13 Способ управления | Автоматический/ дистанционно-ручной | |||
14 Расход газа | м3/ч | от 220 до 600 | ||
15 Расход воздуха на горение | м3/ч | от 2090 до 5700 | ||
16 Давление природного газа | кПа | Перед печью | ||
17 Давление воздуха, кПа | кПа | от 12 до 13,5 | Перед печью | |
18 Вентилятор VM901/N | шт. | Подача воздуха на горение. Один вентилятор рабочий другой резервный | ||
19 Температура воздуха | °С | от 0 до +700 | После рекуператора горелки | |
20 Отвод продуктов сгорания | Через дымосос в дымовую трубу | |||
21 Тип печного транспортера | Механический толкатель с электроприводом | |||
22 Водяная система охлаждения глиссажных труб | кгс/см2 єС єС | не менее 2 менее 35 менее 70 | Давление охлаждающей воды. Температура охлаждающей воды на входе. Температура охлаждающей воды на выходе | |
23 Обслуживаемый агрегат | Прокатный стан дуо 850 | |||
Основные узлы и механизмы печи
· трубы глиссажные, (шт.)…4;
· стержни направляющие («карандаши»):
— диаметр, мм…50;
— длина, мм… от 850 до 860;
· направляющие;
· загрузочная тележка;
· механический толкатель с электроприводом:
— толкающее усилие, т…40;
— ход толкателя, мм…1800;
— скорость, м/мин…3,66;
— мощность электродвигателя, кВт…60;
· заслонки на входе и выходе из печи;
· механизм шлеппера возврата грузов;
· горелки типа «ECOMAX 5М», шт…20;
— номинальный расход газа на одну горелку, м3/ч…25;
— номинальная тепловая мощность горелки, кВт… 250.
3.2 Стан горячей прокатки дуо 850×1500
Характеристика оборудования Основным рабочим органом стана дуо 850 является рабочая клеть. Рабочая клеть предназначена для осуществления процесса горячей прокатки слитков и холодной прокатки листов, полос и плит из меди и ее сплавов.
Основные технические характеристики рабочей клети:
скорость прокатки, м/с … от 0,5 до 3;
мощность двигателя главного привода, кВт … 3600;
Требования к прокатным валкам приведены в ПТИ 00.02.236.
Охлаждение валков — наружное, водой из оборотной системы водоснабжения.
· полное допустимое давление металла на валки, тс … 1035.
Размеры прокатываемых слитков:
толщина, мм … до 300;
ширина, мм … до 1500;
длина минимальная, мм …600;
длина максимальная ограничена длиной раскатных рольгангов, конечной толщиной раската и размерами рабочего пространства печи;
масса слитка, кг … до 3900;
размеры горячекатаной заготовки и холоднокатаных листов и полос:
— толщина минимальная, мм … 4;
— толщина максимальная, мм … 200;
— ширина минимальная, мм … 300;
— ширина максимальная, мм …1500.
3.3 Стан тандем 1000
Характеристика оборудования Основные технические характеристики стана тандем 1000
· тип стана | трехклетьевой, нереверсивный | |
· максимальное давление металла на валки, тс | ||
· толщина заготовки, мм | до 17,2 | |
· максимальная толщина ленты после прокатки, мм | ||
· минимальная толщина ленты после прокатки, мм | 0,8 | |
· ширина ленты, мм: | ||
— максимальная | ||
— минимальная | ||
· масса обрабатываемого рулона, т: | ||
— максимальная | 5,0 | |
— минимальная | 0,9 | |
· скорость прокатки, м/с: | ||
— рабочая | от 0,7 до 3,3 | |
— заправочная | 0,25−0,69 | |
· длина бочки валков, мм: | ||
— рабочих | ||
— опорных | ||
· материал рабочих и опорных валков: | в соответствии с требованиями чертежей | |
· твёрдость бочки валков: | ||
— рабочих | от 90 до 95 HSD (по Шору) | |
— опорных | от 65 до 85 HSD (по Шору) | |
· мощность двигателя, кВт: | ||
— рабочей клети | 3 х 1000 | |
— моталки | 500. | |
Рабочим инструментом стана являются прокатные валки. Опорные валки неприводные, а рабочие валки приводятся во вращение от электродвигателей постоянного тока мощностью по 1000 кВт каждый (3×1000) с регулируемым числом оборотов 315/650 в минуту через редукторы и шпиндели. Рабочие валки установлены на подшипники качения номер 7536, а опорные валки установлены на подшипники жидкостного трения ПЖТ-711×520 с давление масла (0,1 0,02) МПа или (1,0 0,2) кгс/см2.
3.4 Печь СГЗ 10.56
Характеристика оборудования Колпаковые электрические печи сопротивления СГЗ 10.56 предназначены для окончательного отжига рулонов лент из цветных металлов и сплавов на мягкое и полутвердое состояния, а также промежуточного отжига для последующей прокатки.
В эксплуатации находятся три печи. Печи № 1 и 2 оборудованы двумя стендами, на который устанавливают рулоны для отжига. Печь № 3 оборудована тремя стендами. В футеровке стендов № 1 н 2 печи № 1 заложены системы труб подачи пара для отжига металла в защитной пароводяной среде под муфелем. Возможен отжиг в печах № 1 и 2 без муфелей в окислительной атмосфере.
Все стенды печей № 2 и 3 оборудованы системами труб для отжига как в среде экзогаза так и в окислительной атмосфере.
Максимальная масса садки — 22 тонны. Количество рулонов в садке до 5 включительно. Допускается отжиг меньшего количества рулонов, листов при условии их размещении в середине пространства печи (во второй зоне).
Размеры отжигаемого металла под муфелем:
Рулон :
* внутренний диаметр, мм…500;
* наружный диаметр, мм… до 1200;
* ширина рулона, мм… от 150 до 750.
Лист :
* ширина стопы листов, мм… до 800;
* высота стопы листов, мм… до 500.
Размеры рабочего пространства печей при отжиге без защитного муфеля:
* длина, мм…6500;
* ширина, мм… 1200;
* высота, мм…1400.
Технические параметры печи:
Температура печи
* максимальная температура, достигаемая в печи, °С… 950;
* максимальная температура отжига, °С… 820;
Подаваемое напряжение на нагреватели, В…380;
Количество зон в печи, шт…3;
Мощность
* мощность каждой зоны, кВт…150;
* общая мощность печи, кВт…450;
* соединение нагревателей — звезда.
В качестве нагревателей применены зигзагообразные спирали, изготовленные из нихрома диаметром 9,0 мм.
Производительность печи при массе садки 20 тонн и температуре отжига 600 °C -620 °С составляет 2500 кг/ч.
Расход электроэнергии на одну тонну отжигаемого металла составляет — 276 кВт/ч.
3.5 ЛТМ № 530 (лентотравильная машина) Характеристики оборудования Лентотравильная машина № 530 (далее — ЛТМ) предназначена для травления заготовки под ленты и листы из меди и сплавов на ее основе толщиной от 0,5 до 4,5 мм и шириной от 545 до 760 мм.
Диаметр обрабатываемого рулона:
* внутренний, мм…500 ± 20
* наружный, мм… до 1300
* масса рулона, кг… до 4500
* скорость травления, м/мии… до 50.
3.6 Стан Кварто-250 № 508
Характеристика оборудования Реверсивный стан Кварто-250×800 предназначен для прокатки лент, листов, заготовки из меди и сплавов на ее основе.
Максимальная толщина заготовки — 3,5 мм;
Минимальная толщина — 0,2 мм;
Максимальная скорость прокатки — 5 м/сек;
Заправочная — 0,5 м/сек;
Максимальное давление металла на валки — 380 т.
Стан Кварто-250 состоит из следующих узлов и механизмов:
станина закрытого типа;
опорные и рабочие валки;
шестеренные клети;
редуктор;
гидронажимное устройство;
намоточные устройства (правое, левое);
загрузочное устройство;
толщиномеры (рентгеновские);
система автоматического регулирования.
3.7 Линия резки «Шкода»
Линия продольной резки «Шкода» предназначена для разрезки лент из меди и сплавов на ее основе толщиной от 0,3 до 3,0 мм на выходную ширину от 100 до 710 мм или для разрезки заготовки на промежуточные ширины с целью ее дальнейшей обработки.
3.7.1 Характеристика оборудования Техническая характеристика разматывателя:
максимальный диаметр барабана разматывателя, мм … 500;
заправочная скорость разматывателя, м/мин … 15;
рабочая скорость разматывателя, м/мин … от 60 до 300;
перемещение разматывателя, мм … 100.
Привод вращения барабана осуществляется от электродвигателя постоянного тока мощностью 37,5 кВт.
Характеристика правильной машины:
· диаметр правильных роликов, мм … 112;
· шаг роликов, мм … 25;
· скорость правки, м/мин … 15.
Подающие ролики предназначены для подачи ленты в узел резки и направления ее по оси линии:
· диаметр роликов, мм … 80;
· заправочная скорость, м/мин …15;
· рабочая скорость, м/мин … от 60 до 300.
3.8 ЛТМ № 527 (лентотравильная машина) Лентотравильная машина, предназначенной для травления лент и листов (в рулонах) из меди и сплавов на её основе далее ЛТМ.
3.8.1 Характеристика оборудования Техническая характеристика ЛТМ:
толщина обрабатываемой ленты, мм… от 0,25 до 2,5;
ширина обрабатываемой ленты, мм… до 760;
заправочная скорость травления, м/мин…20;
рабочая скорость травления, м/мин…от 50 до 80;
размеры рулона заготовки:
— внутренний диаметр, мм… от 200 до 500;
— масса рулона обрабатываемой ленты, кг… до 4000;
· размеры травильной ванны:
— длина, мм…2400;
— ширина, мм…1220;
— высота, мм…1360.
3.9 Стан кварто 160
Характеристика оборудования Реверсивный четырехвалковый стан холодной прокатки предназначен для холодной прокатки лент из меди и сплавов на ее основе.
Техническая характеристика стана
— скорость прокатки I, м/мин… от 0 до 270; | |
II, м/мин… от 0 до 800; | |
IIA, м/мин… от 0 до 800; | |
— заправочная скорость, м/мин … 10 — 30; | |
— максимальное усилие прокатки, кН… 5000; | |
— допуск по толщине исходного металла по всей длине, мм… ±0,1; — допуск по толщине исходного металла на погонном метре, мм … ±0,03; | |
— обеспечиваемый допуск по толщине проката не более 2% относительно заданной толщины при работе стана в автоматическом режиме и при обеспечении допуска по толщине подаваемого на прокатку металла. | |
3.10 Линия непрерывного отжига ленты «Отто Юнкер»
Характеристика оборудования
Основные технические параметры линии: | |
— толщина обрабатываемой ленты … от 0,05 до 0,8 мм; | |
— ширина обрабатываемой ленты … от 300 до 700 мм; | |
— максимальный наружный диаметр рулона … 1200 мм; | |
— номинальный диаметр барабана наматывателя и разматывателя … 500 мм; | |
— масса рулона: | |
— максимальная … 5000 кг; | |
— минимальная … 500 кг; | |
— скорость: | |
— линии … от 4 до 60 м/мин; | |
— входного и выходного накопителей … от 4 до 72 м/мин; | |
— максимальная температура отжига … 850 С. | |
3.11 Линия продольной резки 0,025−0,6×650 мм фирмы «Бургхардт и Шмидт»
Характеристика оборудования Основные технические характеристики линии резки:
— толщина разрезаемой ленты, мм:
— максимальная … 0,6;
— минимальная … 0,025;
— ширина разрезаемой ленты, мм:
— максимальная … 650;
— минимальная … 100;
— ширина ленты после разрезки, мм:
— максимальная … 620;
— минимальная … 10;
— скорость резания, м/мин:
— максимальная … 400;
— заправочная … 10;
— диаметры намоточных барабанов, мм … 100 с намоткой на шпули, 100, 250 и 500;
(имеется возможность устанавливать специальные накладки на барабаны диаметром 100 мм и 250 мм, при этом диаметры увеличиваются до 115 мм и 300 мм соответственно);
— максимальное количество ремней ленты после разрезки, шт … 60.
Наружный диаметр рулонов лент после разрезки представлен в таблице 8.
Таблица 8
Наружный диаметр рулонов лент после разрезки
Наружный диаметр рулона ленты после разрезки, мм | При диаметре барабана наматывателя, мм | |||
максимальный | ||||
минимальный | ||||
максимальная масса порезанного съема, кг | ||||
4. Технологическая схема процесса производства латунной ленты марки Л63 толщиной 0,08 мм для охлаждающей пластины радиатора
Технологический процесс производства латунной ленты состоит из следующих основных операций:
1. Подвоз слитка;
2. Нагрев слитка в нагревательной печи № 562;
3. Горячая прокатка на стане ДУО 850;
4. Транспортировка в ППЦ (прокатно прессовый цех);
5. Фрезерование на ЛРФ (линия фрезерования рулонов);
6. Транспортирование в прокатный цех № 2;
7. Холодная прокатка на Тандем 1000 (3 прохода);
8. Отжиг в печи СГЗ 10.56;
9. Травление на линии ЛТМ 530;
10. Холодная прокатка на стане Кварто 250;
11. Обрезка кромки на линии резки «Шкода»;
12. Отжиг в печи СГЗ 10.56;
13. Травление на линии ЛТМ 527;
14. Холодная прокатка на стане Кварто 160;
15. Отжиг на линии отжига «Отто Юнкер»;
16. Холодная прокатка на стане Кварто 160;
17. Отжиг на линии отжига «Отто Юнкер»;
18. Холодная прокатка на стане Кварто 160;
19. Разрезка на линии резки «Бургхард + Шмидт»;
20. Приёмочный контроль СТК на линии резки «Бургхард + Шмидт»;
21. Упаковка на линии резки «Бургхард + Шмидт»;
22. Сдача на склад готовой продукции.
Исходной заготовкой для производства латунной ленты Л63 является слиток, полученный полу непрерывным методом литья в печи ИЛК-1.6. Слиток подвергается обработке боковых граней на фрезерных станках. Далее производится разрезка заготовки на заданный размер на дисковых пилах МП-300 и 6МП-674.
Химический состав слитков сплава Л63 должен соответствовать требованиям ГОСТ 15 527–2004.
Слитки, принятые СТК, должны быть укомплектованы партиями в соответствии с СТП 03.10 и сопровождаться маршрутной картой. На срезе каждого слитка должна быть наклеена этикетка из самоклеящейся бумаги. В этикетке должны быть указаны:
— марка сплава;
— размеры слитка;
— назначение — при необходимости («ШО», «Нытва», «Осназ» и т. д.);
— номер плавки;
— номер печи;
— номер партии (индекс слитка — при необходимости);
— подпись (штамп) контролёра СТК.
Слитки, поступающие в цех № 2, имеют следующие размеры:
толщина, мм 265
ширина, мм 600
длина, м 2,40
После того, как слиток был обработан и проверен на соответствие, он транспортируется на специальной межцеховой тележке в прокатный цех № 2.
Для последующей горячей прокатки слитки подвергают нагреву в нагревательной методической печи № 562, при температуре Т=800−900 0С. После нагрева слитки подаются на рольганги с помощью манипулятора, далее они транспортируются по рольгангам к прокатному стану горячей прокатки.
Горячая прокатка осуществляется на стане ДУО 850 за 11 проходов: 265−240−185−160−145−120−96−64−40−24−15−12. Далее производят обрезку концов у горячекатаных полос, с целью удаления дефектов, возникающих при горячей прокатке. К ним относятся такие дефекты как расслоения, рванины. После этого прокатанная полоса сматывается в рулон и выталкивается на передаточные рольганги, с дальнейшим передвижением рулона по ним.
С помощью мостового крана рулон погружается на автомашину и транспортируется в цех ППЦ, где производится фрезерование полосы на линии фрезерования ЛРФ в размер. Фрезеровка производится с верхней и нижней поверхности полосы. Суммарный съём до 0.6 мм. Отфрезерованный рулон транспортируется обратно в цех № 2 для дальнейшей прокатки.
Холодная прокатка начинается на стане Тандем 1000. На поверхности полосы не должно быть задиров, грубых царапин, плён, раковин, стружки с ЛРФ, сквозных разрывов, и грубых отпечатков. Кромка рулонов должна быть ровной и не иметь трещин, затрудняющих обработку рулона. Рулон поступает по рольгангам к разматывающему устройству, фиксируется в нем, конец полосы задается 5 ти правильную машину, далее в 1,2,3 клеть и производится прокатка всего рулона. На выходе из 3 клети полоса задается в зев намоточного устройства. После прокатки, рулон подается с помощью мостового крана обратно на рольганги и производится 2, а после него 3 заход. После прокатки рулон маркируется и делается обвязка, далее он поступает на накопительную горку.
После прокатки с помощью мостовых кранов рулон помещается в колпаковую электрическую печь СГЗ 10.56. Производится отжиг при t=550−650 0C в соответствии с ТИ 00.02−14.
После отжига рулон подается с помощью мостового крана на линию травления металла ЛТМ530. Травление металла производится при концентрации H2SO4 до 20%.
Далее рулон транспортируют мостовым краном на реверсивный стан холодной прокатки «Кварто 250». Производится подача конца рулона в валки и полоса прокатывается в 5 проходов: 3.5−2.7−2.2−1.5−1.2−1.0 мм. Рулон обвязывается и снимается с моталки.
Далее рулон поступает с помощью рольганга на линию продольной резки ЛР «Шкода». Обрезается кромка с суммарным обрезом 30 мм, после чего ширина ленты становится 620 мм.
После линии продольной резки рулон транспортируется на печь отжига СГЗ 10.56. Производится отжиг при t=550−650 0C в соответствии с ТИ 00.02−14. После чего рулон поступает на линию травления ЛТМ 527.
После операции травления рулон транспортируется на стан холодной прокатки «Кварто 160», лента прокатывается за 5 проходов с 1.0 мм до 0.3 мм. После чего рулон отжигается на линии отжига ЛО «Отто Юнкер», в соответствии с ТИ 00.02−13. Далее лента снова подвергается прокатке на стане «Кварто 160» и за 3 прохода толщина полосы уменьшается с 0.3 мм до 0.103 мм. После чего лента подвергается процессу отжигу на линии отжига ЛО «Отто Юнкер».
Заключительный этап прокатки осуществляется на стане «Кварто 160», лента прокатывается до окончательной толщины 0.073 мм.
После чего производится разрезка ленты на линии резки ЛР «Бургхардт+Шмидт» в соответствии с техническим соглашением потребителя. (620−32=6/98 мм).
После всех технологических операций по производству ленты Л63, производится приёмочный контроль СТК, после чего лента упаковывается и сдаётся на склад.
5. Технологический расчет
Прокаткой называется процесс пластического деформирования заготовок между вращающимися приводными валками. Наибольшее распространение получила продольная прокатка. Далее будем вести речь о прокатке латунной ленты Л63 толщиной 0.08 мм для охлаждающей пластины радиатора.
Определяем усилие прокатки при холодной прокатке ленты из Л63 на стане Кварто 250. Диаметр рабочих валков 250 мм, диаметр опорных валков 750 мм. Исходная толщина 3,5 мм, конечная толщина 1 мм, ширина полосы 650 мм, коэффициенты заднего и переднего натяжения равны 0.6. Принять коэффициент внешнего трения 0,061. Предел текучести уsi= уsi-1+58 е 0.42.
Все расчеты выполнены в соответствии с формулами.
В соответствии с формулами с помощью программы MS Excel были сделаны соответствующие расчеты, которые приведены в табл. 9.
Таблица 9
Расчет усилия прокатки
Параметры | 1 проход | 2 проход | 3 проход | 4 проход | 5 проход | |
h0, мм | 3,50 | 2,70 | 2,20 | 1,50 | 1,20 | |
h1, мм | 2,70 | 2,20 | 1,50 | 1,20 | 1,00 | |
Дh, мм | 0,80 | 0,50 | 0,70 | 0,30 | 0,20 | |
е | 0,23 | 0,19 | 0,32 | 0,20 | 0,17 | |
l, мм | 10,00 | 7,91 | 9,35 | 6,12 | 5,00 | |
l/hср | 3,23 | 3,23 | 5,06 | 4,54 | 4,55 | |
n’у | 5,69 | 3,35 | 3,78 | 2,06 | 1,72 | |
д | 1,53 | 1,93 | 1,63 | 2,49 | 3,05 | |
hн/h1 | 1,22 | 1,15 | 1,25 | 1,13 | 1,10 | |
p, МПа | 1082,93 | 774,76 | 1056,83 | 679,67 | 649,23 | |
2фs, МПа | 190,44 | 231,41 | 279,42 | 329,72 | 376,91 | |
уs0, Мпа | 150,00 | 181,20 | 221,24 | 264,71 | 308,72 | |
уs1, Мпа | 181,20 | 221,24 | 264,71 | 308,72 | 346,78 | |
F, мм2 | 7500,00 | 5929,27 | 7015,61 | 4592,79 | 3750,00 | |
P, МН | 8,12 | 4,59 | 7,41 | 3,12 | 2,43 | |
lс, мм | 31,66 | 23,09 | 30,66 | 19,78 | 18,44 | |
x2 | 14,25 | 10,19 | 13,91 | 8,94 | 8,54 | |
д | 4,83 | 5,64 | 5,34 | 8,04 | 11,25 | |
hн, мм | 2,99 | 2,39 | 1,75 | 1,32 | 1,09 | |
ж0 | 0,60 | 0,60 | 0,60 | 0,60 | 0,60 | |
ж1 | 0,60 | 0,60 | 0,60 | 0,60 | 0,60 | |
p, МПа | 156,05 | 185,65 | 283,96 | 317,08 | 391,87 | |
x2 | 2,05 | 2,44 | 3,74 | 4,17 | 5,16 | |
lc, мм | 12,26 | 10,72 | 13,81 | 11,58 | 12,34 | |
б | 1,87 | 2,61 | 2,41 | 4,71 | 7,53 | |
hн, мм | 2,87 | 2,34 | 1,68 | 1,31 | 1,08 | |
p, МПа | 124,50 | 155,75 | 202,98 | 256,36 | 322,30 | |
P, МН | 1,14 | 1,25 | 2,10 | 2,23 | 2,98 | |
Максимальное усилие прокатки достигается в 5 проходе и равно Р=2.98 МН
ЗАКЛЮЧЕНИЕ
В данном курсовом проекте собраны материалы по техническим характеристикам стана, также подготовлен материал о свойствах обрабатываемого сплава. Были сделаны соответствующие расчеты.
Оборудование прокатного цеха позволяет производить продукцию соответствующее Российским и зарубежным стандартам. Основная продукция цеха № 2 — это лента. Лента — это разновидность плоского проката. Существует множество способов производства латунной ленты. Мною был рассмотрен и изучен технологический процесс производства латунной ленты марки Л 63 применяемый на Кировском заводе по обработке цветных металлов «КЗОЦМ».
Область применения ленты — производство теплообменников, а именно для производства радиаторов.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
латунный сплав радиатор
1. Теория прокатки: Справочник/ Целиков А. И., Томленов А. Д., Зюзин В. И. и др. М.: Металлургия, 1982. 335с.
2. ГОСТ 20 707–80. Ленты радиаторные медные и латунные: Межгосударственный совет по стандартизации, метрологии и сертификации 1980. 12 с.
3. Злотин Л. Б., Качайник О. И., Портной С. И. Производство листов и лент из меди, никеля и их сплавов. М.: Металлургия, 1978. 232с.
4. ПТИ «Нагрев слитков в нагревательной методической печи № 562».
5. ПТИ «Прокатка слитков и листов, полос и плит на стане горячей прокатки дуо 850×1500».
6. ПТИ «Фрезерование полос на линии двухстороннего фрезерования».
7. ПТИ «Холодная прокатка на стане тандем 1000».
8. ПТИ «Отжиг лент из меди и сплавов на ее основе в печах СГЗ 10.56 10/10-Б1».
9. ПТИ «Травление лент и листов на ЛТМ № 530».
10. ПТИ «Холодная прокатка на стане Кварто-250 № 508».
11. ПТИ «Разрезка лент на линии резки „Шкода“» .
12. ПТИ «Травление лент на лентотравильной машине № 527» .
13. ПТИ «Холодная прокатка на стане кварто 160» .
14. ПТИ «Отжиг, травление и пассивирование лент из меди и сплавов на её основе на линии непрерывного отжига ленты „Отто Юнкер“».
15. ПТИ «Разрезка лент из меди и сплавов на ее основе на линии продольной резки 0,025−0,6×650 мм фирмы «Бургхардт и Шмидт».
16. www.ocm.ru
ПРИЛОЖЕНИЕ 1
Справочное
Толщина ленты, мм | Теоретическая поверхностная плотность 1 м² лент, кг, из меди и латуни марок | ||||
Ml, M2, МЗ | Л90 | Л68 | Л63 | ||
0,05 0,06 0,07 0,08 0,10 0,12 0,13 0,14 0,15 0,17 0,18 0,20 0,22 0,25 | 0,45 0,53 0,62 0,71 0,89 1,07 1,16 1,25 1,34 1,51 1,60 1,79 1,96 2,23 | 0,44 0,52 0,61 0,70 0,87 1,04 1,13 1,22 1,31 1,48 1,57 1,74 1,91 2,18 | -; -; -; -; -; -; 1.1 -; -; -; -; -; -; -; | 0,43 0,51 0,60 0,68 0,85 1,02 1,10 1,19 1,28 1,45 1,53 1,70 1,87 2,13 | |
Примечание. При вычислении теоретической поверхностной плотности плотность меди принята равной 8,9 кг/дм3, латуни марки Л90−8,7 кг/дм3, латуни марок Л68 и Л63 — 8,5 кг/дм3.
ПРИЛОЖЕНИЕ 2
Справочное
Толщина ленты, мм | Код ОКП лент для марок меди | ||||||
Ml | М2 | МЗ | Ml | М2 | МЗ | ||
при ширине лент до 30 мм | при ширине лент св. 30 мм | ||||||
От 0,05 до 0,07 включ. Св. 0,07″ 0,12 « " 0,12″ 0,15 « " 0,15″ 0,35 « | |||||||
Толщина ленты, мм | Код ОКП лент для марок латуни | ||||||
Л90 | Л63 | Л90 | Л68 | Л63 | Л90 | ||
при ширине лент до 30 мм | при ширине лент св. 30 мм | ||||||
От 0,04 до 0,09 включ. Св. 0,09″ 0,14″ «0,14"0,22 « «0,22"0,30 « | -; -; -; | ||||||
ПРИЛОЖЕНИЕ 3
Обязательное Промежуточные размеры лент по ширине: 23; 27,5; 37,4; 37,8; 62,5; 72,5; 109,5; 122.
Ленты указанных размеров изготовляют, если масса партии, оговоренная в заказе, не менее 10 т. В новых разработках ленты указанных размеров не применять. (Введено дополнительно, Изм. № 1).