Монооксид углерода — один из важнейших видов сырья для производства химических продуктов (рисунок 1): 75% уксусной кислоты (мировое производство ~11 млн. т/год [1], Россия -170 тыс. тонн в год [2]) получают методом карбонилиро-вания метанола [3].
ПЕРСПЕКТИВНОЕ.
ПРОМЫШЛЕННОЕ.
Изоцианаты.
Препараты для мед. диагностики.
Уксусная кислота.
11 млн. т/год, 170 тыс. т/год.
Мировое Отечественное.
Ароматические монои поликарбоновые кислоты.
Гетероциклы.
Алкили арилкарбонаты.
3 млн. т/годКарбоновые кислоты, сложные эфи||ы, амиды.
3 млн. т/год.
Карбонилы металлов 2 тыс т./год.
Рисунок 1 — Использование индивидуального монооксида углерода как сырья для химической промышленности.
В последнее время роль СО как химического сырья особенно возрастает, в том числе для производства карбонилов металлов, синтетических жирных кислот, изо-цианатов, спиртов, продуктов тонкого органического синтеза. Однако широкому распространению процессов карбонилирования препятствует отсутствие хорошей технологии крупномасштабного производства индивидуального монооксида углерода.
Существующие производства монооксида углерода основаны на процессах газификации угля воздухом или паровоздушной смесью, конверсии метана, разложения метилформиата или метанола [4], а также на мембранном разделении синтез-газа. Ни один из указанных процессов, однако, не позволяет получить индивидуальный СО и требует введения дополнительных стадий отделения и утилизации побочных продуктов и примесей (водорода, кислорода, метана, азота, влаги, метанола), а мембранные технологии разделения синтез-газа пока еще относительно дороги.
В настоящее время в России серийное производство СО существует на двух предприятиях: ОАО «РОЗ» (Редкинский опытный завод, г. Редкино Тверской обл.) и НИИ КМ (г. Москва) — оба предприятия используют процесс разложения муравьиной кислоты серной кислотой (уравнение 1).
НСООН и? щ >С0 + Н20 (1).
Главными недостатками такого процесса являются большие объемы коррозионных жидких сред и стоков, необходимость осушки целевого СО. Высокая стоимость муравьиной кислоты, закупаемой .за рубежом, обусловливает высокую стоимость получаемого продукта: например, стоимость 1 м³ газа согласно прайс-листу НИИ КМ составляет 1180 руб. [5]. Кроме того, относительно небольшие мощности этих производств (6−8 тыс. м3/год) не способны удовлетворить растущие потребности промышленности в СО. При этом чистота производимого монооксида углерода согласно ТУ 6−02−7-101−86 — 98%, что не позволяет использовать данный продукт в целом ряде направлений, требующих повышенной чистоты СО.
Известно также, что ООО «Синтез-ПКЖ» (г. Дзержинск Нижегородской обл.) производит монооксид углерода в объеме 400 м3/ч для собственных нужд методом сжигания пекового кокса в кислороде (реакция 2). Однако получаемый по этой технологии газ содержит не более 91% монооксида углерода.
2С + —> 2СО (2).
Реакции газификации твердого углеродного топлива привлекли внимание исследователей еще в начале прошлого века в связи с возможным истощением нефтяных запасов. Основная часть разработок была связана с процессом газификации угля водяным паром с получением смесей монооксида углерода и водорода, используемых для производства синтетических жидких топлив. Однако в 60−70-х годах, в связи с возникновением проблемы глобального потепления, значительный интерес вызвал процесс газификации при помощи диоксида углерода — одного из основных парниковых газов. В настоящее время интенсивно изучается возможность улавливания диоксида углерода с последующей его утилизацией [6−9], в том числе — для газификации углеродных материалов.
За последние годы проведена значительная работа по изучению кинетики [10−21] и механизма [18, 22] процесса газификации угля под действием С02, разрабатываются конструкции лабораторных [11, 23] и опытно-промышленных [20, 21] реакторов, прорабатываются различные варианты технологии процесса. Как правило, данные разработки в той или иной степени пытаются использовать возобновляемые источники сырья и энергии, такие как солнечная энергия [24−28] и биомасса (отходы пищевых и прочих производств) [29, 30]. Показана также возможность проведения электрохимического восстановления С02 по реакции (3) при невысоких потенциалах [31], а также плазмохимической конверсии С02 [32].
Специалистами ООО «Ростхим» (г. Москва) создана опытно-промышленная установка [33], которая позволяет получать монооксид углерода чистотой до 98% путем газификации углеродных материалов диоксидом углерода. Установка включает трубчатый реактор (У=4,3 л) со стационарным слоем угля, помещенный в печь электрообогрева. Использование питающего бункера (У=30 л) обеспечивает длительную работу установки в непрерывном режиме. Проектная производительность установки по СО (98%) при использовании активированного.
3 3 древесного угля при атмосферном давлении составляет 2 м /ч (до 17 000 м /год при непрерывной работе). Использование такой технологии позволяет обеспечить снижение стоимости получаемого СО по сравнению с рыночными ценами более чем в 4 раза (себестоимость получаемого газа — около 290 руб./м3). Процесс соответствует уравнению (3):
С+С02 2СО, АН0298 = 172,5 кДж/моль (3).
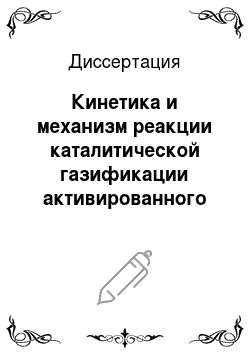
Реакция является обратимойхарактер зависимости константы равновесия от температуры показан на рисунке 2. Поскольку чистота целевого СО зависит от остаточной доли С02 в продукте, при выборе условий проведения процесса необходимо учитывать его термодинамические характеристики. В соответствии с зависимостью на рисунке 2, значение константы равновесия реакции (3) при 1273 К составит (4):
Рсо)2 Кр= Рсо„
Л50.
4).
12 п 1п (Кр) т, к.
Рисунок 2 — Зависимость константы равновесия от температуры для реакции газификации угля С02 по данным [34] и расчету [35] для графита.
Из выражения (4) следует, что остаточная доля С02 в целевом продукте при температуре -1000 °С составит 0,7%. Таким образом, необходимую степень чистоты СО можно получить только при достаточно высоких температурах, что связано с повышенными энергозатратами при осуществлении процесса, а также затратами на изоляцию и охлаждение выходящего потока газа.
Выводы.
1. В результате изучения кинетики каталитической и некаталитической реакций углекислотной газификации активированного угля БАУ-А получены кинетические модели, адекватные экспериментальным данным, и предложены схемы механизма процесса. Анализ моделей показал, что механизм каталитической газификации угля предполагает диффузию углерода сквозь квазижидкую частицу никеля с образованием активного углеродавыйдя на поверхность частицы катализатора, активный углерод взаимодействует с углекислым газом с образованием целевого СО. Одновременно обратная реакция каталитического диспропорционирования СО обусловливает «встречную» диффузию образующегося углерода, что приводит к формированию углеродных волокон. Применение никелевого катализатора позволяет снизить энергию активации прямой реакции с 324 кДж/моль для некаталитической реакции до 196 кДж/моль в присутствии N1.
2. Изучено влияние добавок никеля, кобальта, железа, цинка и их оксидов на процесс углекислотной газификации угля. Установлено, что в выбранных условиях смешение угля с порошками металлов или оксидов практически не оказывает влияния на процесс газификации. В то же время, нанесение соединения металла на уголь оказывает значительное влияние на процесс газификации в зависимости от вида добавки. Наибольшей активностью в интенсификации процесса газификации угля обладают нанесенные никель и кобальт. Использование 1% никеля позволяет при температуре 500 °C увеличить начальную скорость реакции почти в 12 000 разпроизводительность катализатора достигает 835 ч-1 (900 °С, 5% N1, 45% 02).
3. Методами РФА и СЭМ обнаружено, что в присутствии никеля в ходе процесса газификации угля образуются графитоподобные углеродные структуры, в основном, представляющие собой нановолокпа. Установлено, что нановолокна образуются только в результате обратной реакции диспропорционирования СО, их диаметр составляет 40−100 нм и сравним с размерами нанесенных частиц никеля, а число графеновых слоев достигает 80.
4. Установлено, что дезактивация катализатора происходит в результате укрупнения и потери контакта частиц никеля с углеродным материалом. Однако срок службы катализатора можно увеличить путем его промотирования оксидами, препятствующими агрегированию частиц металла на поверхности: так, добавление 1% 8Ю2 увеличивает конверсию угля с 50 до 70%. Показано, что наиболее активны микропористые угли (размер пор 5−10 нм), а уменьшение удельной поверхности материала приводит к снижению скорости каталитического процесса.
5. Весьма перспективным способом повышения эффективности процесса угле-кислотной газификации угля с получением СО является введение добавок кислорода в исходный С02. Так, добавление 45% кислорода приводит к возникновению автотермического режима, что позволяет снизить энергозатраты и обеспечить равномерный прогрев углеродного материала по радиусу реактора, не снижая чистоту СО.
6. Предлагаемая технология одностадийного каталитического процесса получения оксида углерода позволяет обеспечить высокое качество товарного СО «за один проход» с содержанием основного вещества до 99,5% и значительно поднять производительность процесса по сравнению с некаталитическим вариантом. Продукт не требует затрат на его осушку и очистку. Простота технологии дает возможность быстрого освоения процесса любым, даже непрофильным, предприятием.