Основные дефекты при точечной, шовной и рельефной сварке
Рис. 2.23. Виды непроваров: а — полное отсутствие соединения; б — соединение по отдельным микрорельефам; в — малый диаметр ядра; г — недостаточная зона взаимного сплавления; д — отсутствие совместного сплавления Общая причина непроваров — неверный выбор параметров режима сварки (снижение /св и tCB или увеличение FCB и dэ), а также других технологических факторов (малые нахлестка и расстояние… Читать ещё >
Основные дефекты при точечной, шовной и рельефной сварке (реферат, курсовая, диплом, контрольная)
Основные дефекты, возникающие в процессе образования сварного соединения при контактной сварке:
- • непровары;
- • выплески;
- • несплошности зоны сварки (трещины, раковины);
- • снижение коррозионной стойкости соединений;
- • неблагоприятные изменения структуры металла.
Непровары
Непровар — наиболее опасный и трудновыявляемый дефект, при котором зона совместного расплавления (при точечной сварке она определяется диаметром этой зоны dcp) меньше требуемой в чертеже изделия. Непровар может проявляться в виде полного отсутствия (рис. 2.23, а) или уменьшения (рис. 2.23, в) литого ядра, а также при частичном или полном сохранении оксидной пленки или плакирующего слоя в контакте деталь—деталь (рис. 2.23, г, д). Наиболее опасен непровар, в котором образуется соединение в твердом состоянии (рис. 2.23, б) по микрорельефам поверхности. Такое соединение трудно выявить, оно может выдержать иногда относительно большие статические срезывающие нагрузки и хрупко разрушиться при небольших напряжениях отрыва и знакопеременных нагрузках.
При недостаточной энергии сварочного импульса размер ядра сварной точки с1я оказывается меньше номинального значения rfHOM, необходимого по условию эксплуатационной прочности (рис. 2.23, в).
Непровары, показанные на рис. 2.23, г, д, встречаются, например, при сварке алюминиевых сплавов (АМгб, Д16 и др.), имеющих на поверхности увеличенную толщину плакирующего слоя из чистого алюминия — металла, который обладает более высокой электропроводимостью и Гпл, чем основной сплав. При плавлении основного металла плакирующий слой не расплавляется и препятствует образованию металлических связей в расплавленном состоянии. В этом случае, а также при относительно толстых тугоплавких оксидных пленках электромагнитные силы, необходимые для перемешивания расплавленного металла, оказываются недостаточными для их разрушения.
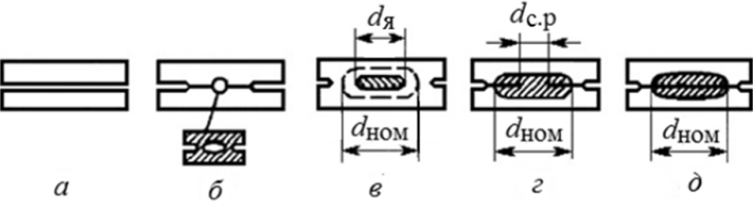
Рис. 2.23. Виды непроваров: а — полное отсутствие соединения; б — соединение по отдельным микрорельефам; в — малый диаметр ядра; г — недостаточная зона взаимного сплавления; д — отсутствие совместного сплавления Общая причина непроваров — неверный выбор параметров режима сварки (снижение /св и tCB или увеличение FCB и dэ), а также других технологических факторов (малые нахлестка и расстояние между точками, большие зазоры), приводящих к снижению плотности тока (тепловыделения).
При шовной сварке отмечается постепенное снижение плотности тока и размеров литой зоны после сварки нескольких первых точек из-за накопления теплоты и снижения сопротивления пластической деформации металла. Это обстоятельство следует учитывать при выборе режима шовной сварки.
Для предупреждения непроваров следует обеспечить:
- • стабильность технологических факторов и работы сварочного оборудования;
- • удаление перед сваркой тугоплавких оксидов и плакирующих слоев, препятствующих процессу образования зоны взаимного полного сплавления деталей.