Сварка взрывом.
Технология конструкционных материалов.
Сварочное производство
При инициировании заряда ВВ по нему распространяется фронт детонационной волны со скоростью D (составляющей для существующих ВВ 2000…8000 м/с). Образующиеся за фронтом волны газообразные продукты взрыва, находящиеся под давлением 10…20 ГПа, расширяются со скоростью Ур = (0,5…0,75)Z) по нормалям к свободным поверхностям заряда, сообщая находящемуся под ними участку металла импульс. Под действием… Читать ещё >
Сварка взрывом. Технология конструкционных материалов. Сварочное производство (реферат, курсовая, диплом, контрольная)
Сварка взрывом выполняется с применением давления. Соединение осуществляется в результате соударения свариваемых частей, вызванного взрывом.
При сварке взрывом выделяется большое количество энергии. Взрывчатое вещество (ВВ) превращается в сильно нагретый газ с очень большим давлением. Энергия этого газа преобразуется в кинетическую энергию движущейся (метаемой) заготовки. Она перемещается с большой скоростью к неподвижной заготовке (мишени). При соударении заготовок происходит пластическая деформация их поверхностных слоев, что приводит к образованию сварного соединения.
Механическая энергия, затраченная на образование пластической деформации, переходит в теплоту, которая при адиабатическом характере процесса из-за больших скоростей может разогревать металл в зоне соединения до высоких температур (вплоть до оплавления локальных объемов).
Принципиальная схема сварки взрывом показана на рис. 5.9. На основании / (земляной грунт, дерево, металл и т. п.) расположена одна из свариваемых заготовок — 6 (в простейшем случае — пластина). Над ней параллельно, с определенным зазором А, на технологических опорах 5 расположена вторая заготовка — 2. На ее внешней поверхности находится заряд 3 В В заданной толщины Н и площади, как правило, равной площади заготовки 2. Наиболее широко применяемые для сварки взрывом насыпные Рис. 5.9. Схема сварки взрывом:
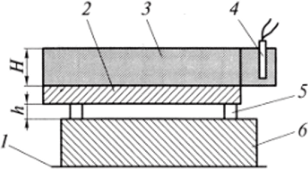
/ — основание; 2, 6 — заготовки; 3 — заряд В В; 4 — детонатор; 5 — технологические опоры; И — зазор; Н — толщина В В ВВ помешают в открытый контейнер соответствующих размеров. Во взрывчатое вещество помещают детонатор 4.
При инициировании заряда ВВ по нему распространяется фронт детонационной волны со скоростью D (составляющей для существующих ВВ 2000…8000 м/с). Образующиеся за фронтом волны газообразные продукты взрыва, находящиеся под давлением 10…20 ГПа, расширяются со скоростью Ур = (0,5…0,75)Z) по нормалям к свободным поверхностям заряда, сообщая находящемуся под ними участку металла импульс. Под действием этого импульса участки заготовки 2 последовательно вовлекаются в ускоренное движение к поверхности неподвижной мишени и со скоростью Ур соударяются с ней. При установившемся процессе (рис. 5.10) метаемая пластина дважды перегибается. Ее наклонный участок со скоростью Ук = D движется за фронтом детонационной волны J, а участок под непродетонировавшей частью заряда В В под действием сил инерции продолжает занимать исходное положение.
При высокоскоростном соударении метаемой заготовки с неподвижной мишенью развивается давление до 10 ГПа. Вызываемое им всестороннее неравномерное сжатие обеспечивает наиболее благоприятные условия для пластического течения в направлении процесса сварки и возникновения тангенциальной составляющей скорости детонационной волны. Происходит сближение свариваемых частей. При этом оксидные пленки и поверхностные загрязнения дробятся, рассредоточиваются и выносятся из зоны сварки.
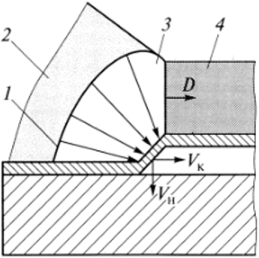
Рис. 5.10. Схема установившегося процесса сварки взрывом:
/ — фронт разлета продуктов взрыва ВВ; 2— волна разрежения; 3 — детонационная волна; 4 — ВВ; D — скорость распространения фронта детонации ВВ; VH — нормальная составляющая скорости соударения контактирующих поверхностей; VK — скорость движения вершины динамического угла встречи контактирующих поверхностей в направлении сварки D
Перспективы и области применения сварки взрывом определяются способностью создавать в твердой фазе прочные соединения за счет поверхностных металлических связей без развития объемной диффузии вследствие скоротечности процесса на больших, практически неограниченных площадях (20 м2). Это позволяет применять сварку взрывом для изготовления композиционных изделий (например, слябов с высокопрочным соединением слоев из разнородных металлов, сплавов и сталей для прокатки в двухи многослойные листы), биметаллических листов металлов и сплавов в любых сочетаниях, а также сплошных и полых цилиндрических композиционных заготовок для профильного проката или непосредственного использования в деталях машин; облицовки заготовок деталей машин (например, лопастей гидротурбин, лемехов плугов) металлами и сплавами; изготовления из разнородных металлов и сплавов композиционных материалов в виде плоских карточек с высокопрочным соединением слоев для вырезки из них переходников необходимой конфигурации (полосы, кольца, фланцы и т. п.) и сварки их обычными способами при размещении между деталями из одноименных материалов; изготовления волокнистых композиционных заготовок с неограниченным.
Таблица 5.2
Характеристики некоторых взрывчатых веществ, применяемых для сварки взрывом.
Марка BB. | Насыпная плотность, г/см2 | Критический диаметр, мм. | Скорость детонации, км/с. |
Гранулит С-2. | 0,80…0,92. | 120… 150. | 2,4… 3,3. |
Зерногранулит: | |||
горячего смешения 79/21. | 0,85…0,90. | 25…35. | 3,5…4,2. |
холодного смешения 79/21. | о ос о. о оо. | 50…60. | 3,0…3,6. |
Аммониты: | |||
скальный N° 1. | 0,95… 1,10. | 5…6. | 4,8…5,3. |
В-3 (порошок). | о. о чо о. | 13… 15. | 3,6 …4,0. |
№ 10 ЖВ. | 0,75… 0,80. | 15…20. | 3,2…3,6. |
№ ПЖВ-20. | 1,10…1,18. | 12…14. | 3,5…4,0. |
Аммонал: | |||
водоустойчивый. | о чО О. | 12…14. | 4,0…4,5. |
30/70 В. | 0,85…0,90. | 40…60. | 3,8…4,5. |
числом слоев матрицы и волокон в виде плоских листов и цилиндрических обечаек, а также оригинальных типов сварных соединений между элементами конструкций из однородных и разнородных материалов (например, труб с трубными досками); нанесения порошковых покрытий на металлические поверхности.
Для сварки взрывом чаще всего используют насыпные ВВ, так как они позволяют легко создавать заряды требуемой формы и размеров. Наиболее важные характеристики основных выпускаемых промышленностью ВВ приведены в табл. 5.2. Показатель «критический диаметр» характеризует минимальную площадь поперечного сечения заряда, обеспечивающую его устойчивую детонацию с указанной скоростью. Из-за значительного разброса скоростей детонации целесообразно для каждой партии В В определять ее опытным путем.
Контрольные вопросы
- 1. Какие металлы можно соединять холодной сваркой и почему?
- 2. Какие заготовки можно соединять точечной и стыковой холодной сваркой?
- 3. Какие физические явления протекают в зоне ультразвуковой сварки?
- 4. Какова роль механической колебательной системы в процессе УЗС?
- 5. В чем состоят особенности УЗС пластмасс?
- 6. Каковы особенности физических явлений, протекающих при сварке трением?
- 7. Какие физические явления наблюдаются при установившемся процессе сварки взрывом?
- 8. Чем определяются перспективы и области применения сварки взрывом?