Параллельность боковых сторон среднего калиброванного паза стола его продольному и поперечному направлениям перемещения
А — плоскостности рабочей поверхности стола; б, в — прямолинейности в горизонтальной плоскости перемещения стола соответственно в продольном и поперечном направлениях; г, д — параллельности рабочей поверхности стола его продольному и поперечному направлениям перемещения; е — параллельности боковых сторон среднего калиброванного паза стола продольному и поперечному направлениям перемещения стола… Читать ещё >
Параллельность боковых сторон среднего калиброванного паза стола его продольному и поперечному направлениям перемещения (реферат, курсовая, диплом, контрольная)
Проверку можно производить при наличии устройства, фиксирующего стол.
На неподвижной части станка укрепляют измерительный прибор 4 (рис. 16.3, е) так, чтобы его измерительный наконечник касался боковой стороны среднего калиброванного паза стола 1, зафиксированного в нулевом положении. Стол перемещают на длину хода. Измерения проводят по обеим боковым сторонам паза стола. Отклонения определяют как наибольшую алгебраическую разность показаний измерительного прибора на длине хода стола.
Допуск на непараллельность зависит от длины перемещения:
Длина перемещения, мм… До 500 500—800 800—1250 1250—2000.
Допуск, мкм… 25 32 40 50.
Торцовое биение рабочей поверхности стола.
На неподвижной части станка укрепляют измерительный прибор 4 (рис. 16.3, ж) гак, чтобы его измерительный наконечник касался у периферии рабочей поверхности стола 1 и был перпендикулярен ей. Биение определяют как наибольшую алгебраическую разность показаний измерительного прибора в каждом его положении.
Допуск на торцовые биения рабочей поверхности стола зависит от диаметра стола:
Диаметр, мм… До 500 500—800 800—1250 1250—2000.
Допуск, мкм… 25 32 40 50.
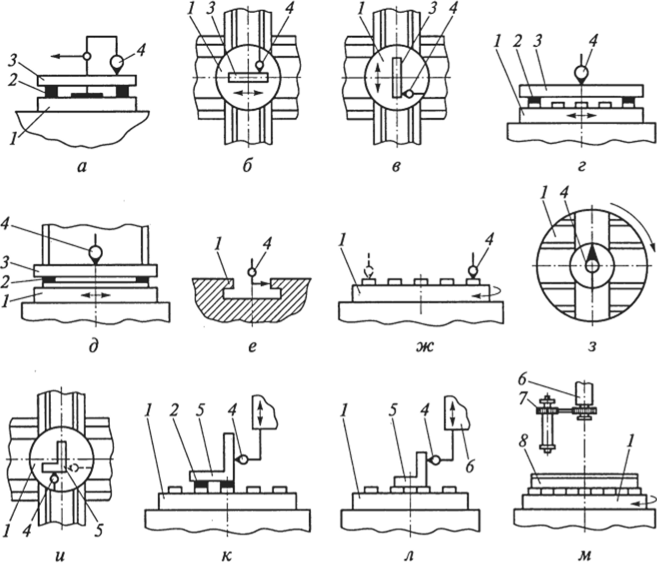
Рис. 16.3. Схемы проверок геометрической точности долбежных станков:
а — плоскостности рабочей поверхности стола; б, в — прямолинейности в горизонтальной плоскости перемещения стола соответственно в продольном и поперечном направлениях; г, д — параллельности рабочей поверхности стола его продольному и поперечному направлениям перемещения; е — параллельности боковых сторон среднего калиброванного паза стола продольному и поперечному направлениям перемещения стола станка; ж — торцового биения рабочей поверхности стола; з — радиального биения центрирующего отверстия стола; и — перпендикулярности в горизонтальной плоскости продольного и поперечного направлений перемещения стола; к — прямолинейности перемещения долбяка; л — перпендикулярности направления перемещения долбяка рабочей поверхности стола в продольном и поперечном направлениях; м — точности делительного поворота стола; 1 — стол; 2 — регулируемые опоры (плоскопараллельные концевые меры длины); 3 — поверочная линейка; 4 — измерительный прибор; 5 — угольник;
6' — долбяк; 7 — микроскоп; 8 — контрольный градуированный диск.