Физические, физико-механические и физико-химические ЯВЛЕНИЯ В ПРОЦЕССАХ ЭЛЕКТЮЭРОЗИОННОЙ ТЕХНОЛОГИИ
Такой процесс возникает в диэлектрике, например, при вращении электрода-инструмента, выполненного в виде диска. Поскольку поверхности электрода-инструмента и заготовки обладают определенной шероховатостью, при вращении инструмента наиболее выступающие микронеровности могут сблизиться и даже вступить в непосредственный контакт. В результате в этом месте возникает разряд, переходящий в дуговой… Читать ещё >
Физические, физико-механические и физико-химические ЯВЛЕНИЯ В ПРОЦЕССАХ ЭЛЕКТЮЭРОЗИОННОЙ ТЕХНОЛОГИИ (реферат, курсовая, диплом, контрольная)
Электрическая эрозия, как явление разрушения контактов под действием электрических разрядов, известна давно.
Если электроды (инструмент и заготовку) поместить в диэлектрик, который охлаждает расплавленные частицы металла электродов, образующиеся в результате электрической эрозии, и не позволяет им оседать на противоположный электрод, то, если соответствующим образом выбрать полярность и параметры электрического разряда, будет иметь место снятие металла, главным образом, с заготовки. В качестве диэлектрической среды, обеспечивающей нужную скорость такого охлаждения, обычно используют различные жидкости: керосин, масло, дистиллированную воду и др. Иногда используется и воздушная среда, что привносит свои особенности в электроэрозионную обработку (ЭЭО). Первоначально для осуществления ЭЭО применялись исключительно искровые разряды, создаваемые конденсатором в RC-генераторе.
В начале 50-х годов были разработаны специальные генераторы импульсов, благодаря которым обработку можно было проводить не только, а коротких искровых разрядах, но и на более продолжительных искро-дуговых разрядах и дуговых разрядах. Разрядные импульсы можно генерировать также и непосредственно в межэлектродном промежутке за счет механического движения инструмента при неизменном рабочем напряжении.
Эти процессы являются разновидностями ЭЭО, и используются определения: электроискровой режим ЭЭО (рис. 27) и электроимульсный режим ЭЭО.
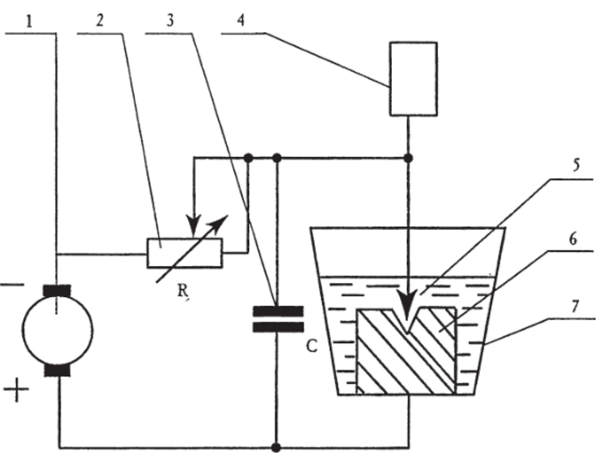
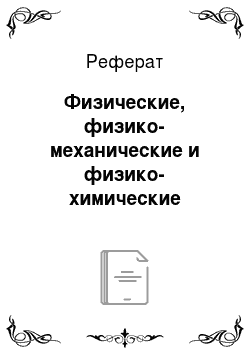
Рис. 27. Принципиальная схема электроискровой обработки.
- 1 — источник постоянного напряжения; 2 — регулятор тока;
- 3 — конденсатор; 4 — механизм подачи инструмента; 5 — электродинструмент; 6 — заготовка; 7 — ванна с рабочей жидкостью.
Импульсы в межэлектродном промежутке могут создаваться и при постоянном значении напряжения между электродами (или постоянстве значения его амплитуды, если используется синусоидальное переменное рабочее напряжение), когда периодически возникающий вследствие соответствующим образом организованного движения инструмента контакт инициирует пробой межэлектродного промежутка.
В настоящее время применяют несколько технологических операций ЭЭО.
1. Прошивание — удаление металла из полостей, углублений, отверстий, пазов, с наружных поверхностей. Электрод-инструмент поступательно перемещается по направлению к заготовке. Оба электрода помещены в ванну, заполненную диэлектриком. Продукты обработки выбрасываются в межэлектродный промежуток и оседают на дне ванны.
Существует два варианта прошивания.
- — обратное копирование с расположением заготовки над электродом-инструментом. Движение подачи здесь осуществляет заготовка.
- — прямое копирование, когда электрод-инструмент находится над заготовкой. Движение подачи здесь осуществляет инструмент.
Первый вариант облегчает удаление продуктов обработки и за счет сокращения числа боковых разрядов в межэлектродном промежутке повышает точность обработки детали.
- 2. Электроэрозионное шлифование. Металлический электродинструмент в форме диска совершает вращательное и поступательное движение относительно заготовки. Заготовка вращается. Жидкость подают поливом из насадки. При небольших габаритах заготовок процесс может протекать целиком в ванне. Шлифование может быть как встречным, так и попутным, по схемам как круглого, так и плоского шлифования.
- 3. Разрезание профильным или непрофилированным инструментом. Включает разделение заготовки на части — отрезание — и получение непрямолинейного контура — вырезание, которое выполняется толькопрофилированным электродом-инструментом (ЭИ). При разрезании ЭИ может быть выполнен в виде вращающегося диска или поступательно движущейся пластины. В последнем случае осуществляется прошивание. В качестве непрофилированного электрода используется проволока (обычно вольфрамовая или медная). В процессе электроэрозионного резания эта проволока перематывается с одной катушки на другую, чтобы обеспечить равномерность своего износа.
Рассмотрим общий случай возникновения электрического разряда в диэлектрической среде при отсутствии прямого контакта между электродами.

Рис. 28. Схема элементов межэлектродного промежутка для общего случая электрического разряда в жидкой среде.
Как показано на рис. 28, между электродами имеется зазор S (с учетом максимальной высоты микронеровностей у детали, hA, и у электрода-инструмента, hj. В результате наличия в диэлектрической жидкости проводящей частицы (например, застывшей металлической гранулы) длиной вдоль нормали к усредненным поверхностям электродов этот зазор уменьшается до величины + S2, где Sj и Sj — минимальные расстояния оконечностей частицы до электродов. В результате в межэлектродном промежутке при разности потенциалов U возникает местный максимум напряженности электрического поля E=U/(S, + S2). В этом месте возникает электрический пробой диэлектрической жидкости, то есть образуется проводящий канал с высокой концентрацией свободных носителей заряда. Электронный ток между электродами лавинообразно возрастает. Ионы двигаются по этому каналу к катоду, а электроны — к аноду. Электроны вследствие их меньшей массы по сравнению с ионами разгоняются этой разностью потенциалов до большей скорости.
В результате под воздействием потока электронов поверхность анода в точке контакта со столбом разряда подвергается усиленному нагреву. В этом месте металл расплавляется и испаряется, так что образуется лунка формы, близкой к сферической. Частицы расплава и пары металла, вылетевшие в жидкость, заполняющую межэлектродный промежуток, застывают в ней в виде гранул, а затем удаляются либо под воздействием собственного веса, либо принудительно. Совокупность лунок образует микрорельеф поверхности, подвергнутой электроэрозионному воздействию.
На рис. 29 показана, упрошенная схема электрического разряда в диэлектрической жидкости. Позиции на рис. 29 означают: 1-диэлектрическая жидкость; 2 — электрод-инструмент; 3 — расплавленные частицы металла, вырванные с обрабатываемой поверхности; 4 — линии электрического разряда; 5 — обрабатываемая поверхность; 6 — обрабатываемая деталь (электрод-деталь).
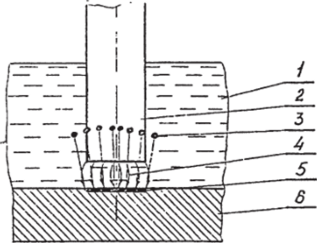
Рис. 29. Схема разряда электрического тока при электроискровой обработке.
Интенсивность съема металла с поверхности электродов, наряду с прочими факторами, зависит от длительности разрядного импульса.
В электроискровом режиме, когда длительность разряда мала, относительно тяжелые ионы не успевают разогнаться и с достаточной эффективностью воздействовать на катод. Съем металла осуществляется, главным образом, с анода за счет воздействия на него потока электронов, Поэтому в электроискровом режиме, а также в электроимпульсном режиме с малой длительностью импульсов, обрабатываемая заготовка является анодом, а электрод-инструмент (ЭИ) — катодом. Такое подключение электродов называется прямой полярностью. Воздействие потока ионов, хотя при этом режиме и незначительное, ведет к некоторому съему металла с катода. Это является вредным и представляет собой износ инструмента. При малой длительности импульсов износ инструмента будет незначительным, то есть точность обработки, обусловленная этим износом, будет более высокой, но производительность обработки будет невелика.
Увеличение длительности импульсов приводит к увеличению интенсивности воздействия в единицу времени, то есть к росту производительности, а также изменяет сам характер этого воздействия.
Сущность таких изменений состоит в том, что за время, соответствующее более продолжительному импульсу, ионы, несмотря на свою большую массу, успевают разогнаться электрическим полем. В результате ионный поток приобретает большую интенсивность, и съем металла с катода начинает превалировать над съемом с анода. Поэтому в таком случае заготовку делают катодом, а инструмент — анодом, так что съем металла с заготовки под воздействием ионного пучка становится полезным, а относительно меньший съем металла с инструмента под воздействием потока электронов будет представлять собой износ инструмента. Такое включение электродов при ЭЭО называют обратной полярностью. Обратная полярность применяется всегда, когда производится электроимпульсная обработка. Для уменьшения износа инструмента его изготавливают из материалов, слабо подверженных эрозии под воздействием электронных потоков, а именно из графитовых и медно-графитовых композитных структур.
Существуют также методы ЭЭО, когда импульсы рабочего тока формируются не в специализированном отдельном генераторе, а непосредственно в рабочем межэлектродном промежутке при подаче на электроды неизменяемого постоянного напряжения или же переменного напряжения синусоидальной формы и неизменной амплитуды.
Такой процесс возникает в диэлектрике, например, при вращении электрода-инструмента, выполненного в виде диска. Поскольку поверхности электрода-инструмента и заготовки обладают определенной шероховатостью, при вращении инструмента наиболее выступающие микронеровности могут сблизиться и даже вступить в непосредственный контакт. В результате в этом месте возникает разряд, переходящий в дуговой, то есть возникает электрический ток. Однако, этот разряд существует недолгое время, потому что при вращении инструмента выступающие микронеровности, через которые этот разряд начался, удаляются друг от друга, столб дуги растягивается и разрывается. Следующий разряд возникает, когда сблизится или законтактирует новая пара выступающих микронеровностей. Таким образом, длительность и частота импульсов тока определяются показателями шероховатости заготовки и инструмента и скоростью вращения инструмента. Такой вид обработки называют электроконтактной обработкой (ЭКО) или электроконтактнодуговой обработкой (ЭКДО). Этот вид ЭЭО вследствие малой продолжительности возникающих импульсов тока ведется на прямой полярности.
При проведении процесса в воздушной среде после контакта электродов дуговые разряды длятся дольше, чем при работе в жидкости. Расплавленный металл, не застывая в межэлектродном пространстве, может достигать поверхности другого электрода. Таким образом, в этом случае могут одновременно протекать два противоположных процесса — съема и наращивания (наплавки) металла. Применение обратной полярности приводит в этом случае к тому, что на катоде (заготовке) будет превалировать процесс оседания расплавленного металла, что кладется в основу электроимпульсного легирования (см. далее).
В возникновении и протекании электрического разряда в межэлектродном промежутке независимо от способа его инициации различают следующие три стадии:
- — пробой межэлектродного промежутка в результате возникшего в определенный момент в том или ином месте повышения напряженности электрического поля. В результате образуется канал проводимости, заполненный плазмой, содержащей ионы и электроны. В точках контакта концов этого канала с металлом электродов образуются лунки, по форме близкие к сферическим, наполненные расплавленным металлом;
- — образование вокруг канала проводимости газового пузыря из паров жидкости и металлов. Вследствие выделения током разряда большого количества энергии в газовом пузыре создается высокое давление. В результате инерции границы газового пузыря сначала неподвижны, на них создается фронт уплотнения, а затем пузырь начинает с большой скоростью расширяться;
- — прекращение тока разряда, отрыв ударной волны от газового пузыря и продолжение его расширения по инерции. Вследствие расширения газового пузыря давление внутри него падает, и расплавленный металл, находящийся в лунках, вскипает и выбрасывается в межэлектродный промежуток.
Следует заметить, что если материал заготовки хрупкий, то при воздействии высоких температур имеет место не только плавка и испарение, но и откалывание частиц заготовки.
Для управления процессами образования и удаления продуктов эрозии из межэлектродного промежутка применяют специальные меры, сводящиеся к принудительной прокачке диэлектрической жидкости или к наложению внешних магнитных полей (созданию «магнитного ветра»).
Воздействие электрических разрядов на материал заготовки проявляется через посредство тепловых процессов, вызываемых этими разрядами.
Возникновение и изменение во времени температурных полей в заготовке и в инструменте описывается, как это уже отмечалось выше, общим уравнением теплопроводности, решением которого являются значения температур в точке исследуемой области с любыми координатами и в любой момент времени. Для точного решения этого уравнения требуется задание уравнений границ рассматриваемой области, выражений для граничных условий, свойств материала моделируемой области по направлениям осей координат и законов изменений этих свойств в зависимости от температуры, начальное распределение температуры, а также закон распределения подводимой энергии в данной области. Очевидно, что эти данные носят специфический характер для каждого конкретного процесса ЭЭО (конкретной конфигурации и размеров заготовки и инструмента, электрических параметров и режимов, характера относительного движения инструмента и заготовки и др.).
Для решения этого уравнения при выполнении названных условий обычно используются численные методы, основанные на кусочно-линейной аппроксимации и построении сеточных моделей. Точные решения, если их и удается получить, относятся каждый раз к своему конкретному случаю.
Однако, для качественной оценки характера передачи энергии импульса материалу заготовки и возникающих в результате этого температурных полей существуют приближенные методы. В этих случаях точку контакта электрического разряда с поверхностью электрода рассматривают как стационарный точечный источник теплоты, а теплофизические параметры материала полагают изотропными по всем осям и остающимися постоянными за все время протекания процесса.
При такой качественной модели граница плавления металла представляет собой расширяющуюся сферу. Температура Т в точке, находящейся в области воздействия такого точечного источника, представляющего собой точку контакта столба разряда с поверхностью электрода, описывается следующим соотношением:

где Т0 — начальная температура электрода; Аи — энергия импульса; ци— коэффициент полезного использования энергии импульса; г — расстояние данной точки до источника тепла; сир — удельные значения теплоемкости и плотности материала электрода; 9 — безразмерный коэффициент, учитывающий температуропроводность и длительность импульса.
Значение коэффициента q определяется следующим выражением:
Здесь F0 = атв/г2— критерий Фурье; a — температуропроводность материала; ти — время длительности импульса.
Энергию импульса Ао можно определять через средние значения силы тока и напряжения 1с (1и Ц.рза время длительности этого импульса с помощью соотношения.
Коэффициент цн зависит от того, какая часть энергии импульса рассеивается и не идет на расплавление металла заготовки.
Рассеяние части энергии импульса происходит вследствие потерь теплоты на нагрев и испарение жидкой среды, образование ударной волны и газового пузыря, на нагрев второго электрода, происходящих по разному в различных средах и при разных формах рабочего напряжения.
Такие расчеты температур позволяют приблизительно определять границы жидкого металла и зоны фазовых превращений в лунке и в прилегающих к ней слоях. Следует заметить, что для обеспечения жидкотекучести металла, необходимой для его выброса с соответствующей кинетикой, требуется перегрев выше температуры плавления (обычно на 80…100К).
Электроконтактная обработка может проводиться также и в воздушной среде или в среде какого-либо другого газа. Установлено, что при низких напряжениях на электродах наибольший нагрев возникает вследствие их механического трения, а также за счет джоулевого тепла, выделяющегося в точках контакта. При более высоких напряжениях, обычно превышающих 10 В, тепло выделяется за счет дуговых разрядов, возникающих после установления канала проводимости. При разряде в воздушной среде роль газового пузыря играет прогретая оболочка канала проводимости. Расплавленный металл, оказавшийся в межэлектродном промежутке, удаляется оттуда за счет движения электрода-инструмента. Условия подвода тепла к заготовке и к электроду-инструменту существенно различны. Вследствие движения (вращения) электрода-инструмента поток тепла за единицу времени поступает на большую площадь электрода-инструмента, чем заготовки. В результате плотность потока тепла, поступающего на электрод-инструмент, оказывается меньше, и поэтому меньшим оказывается его износ.