Меры безопасности при работе на ЗР-принтерах для прототипирования и изготовления изделий
После этого надо провести проверку состояния загрузки пластика. Для этого также предлагается несколько вариантов. При этом рекомендуется в проверочных программах установить в графе Temp температуру нагрева экструдера примерно 220° С для PLA и примерно 260° С для ABS. После нажатия на кнопку «210С» начнется прогрев экструдера. После прогрева экструдера надо вставить пластиковую нить в отверстие… Читать ещё >
Меры безопасности при работе на ЗР-принтерах для прототипирования и изготовления изделий (реферат, курсовая, диплом, контрольная)
Подключение принтера происходит непосредственно к компьютеру, содержащему в себе заданный ЗО-объект, подготовленный заранее в специализированной программе. Работа принтера начинается непосредственно после подачи команды «Печать».
Примеры некоторых ЗО-принтеров показаны на рис. 27.1.
При повышенной запыленности и загазованности воздушной среды надо проводить анализ на рабочем месте с учетом того, какой из семи основных технологических методов реализован в конкретном принтере. Особое внимание при анализе надо уделить опасности от принтеров, в которых проводится послойная обработка расплавленной полимерной нитью (FDM). Количество вредных веществ зависит от типа нити. В процессе обработки по технологии, известной под аббревиатурой SLS, применяются специальные составляющие: пластик порошкового типа, металл и керамические элементы. На сегодняшний день существуют принтеры с множеством печатающих головок, подключенных к емкостям с различными материалами для изготовления одного макета (пластик, резина, песок и т. д.). Непосредственно в процессе печати происходит нанесение полимера на макет с последующей его мгновенной засветкой. Анализ литературных источников показал, что в открытых принтерах, например, при нагревании пластика ABS образуется небольшое количество паров акрилонитрила (ЗБ-принтер в среднем выбрасывает до 200 млн ультрамелких частиц этого вещества в минуту); при использовании пластика PLA выбрасывается в 10 раз меньше частиц, он более безопасен, но все же наносит вред здоровью. Оседая в легких, частицы пластика могут привести к негативным последствиям. Поэтому рекомендуется, чтобы место проведения работ на ЗЭ-принтере было оборудовано вентиляцией. При ее отсутствии рекомендуется использовать респиратор с угольным фильтром. Уже выпускаются закрытые принтеры с системой отсоса и фильтрации, но стоят они дороже. В любом случае необходимо работать в хорошо проветриваемом помещении.
Для снижения риска поражения электрическим током ЗБ-принтер надо использовать только в стандартных сетях переменного тока 220 В; розетки должны иметь заземление (класс защиты прибора 01 — евровилка); не использовать принтеры с поврежденным или не оригинальным кабелем питания. При включенном питании запрещается извлекать кабель питания из принтера или розетки. Если такое окажется необходимым, то надо предварительно отключить питание переключателем на задней панели устройства. Запрещается извлекать любые провода и датчики принтера необученному работнику. Если надо использовать удлинитель, то следует убедиться, что его розетка двухполюсная, рассчитанная на ток до 10 А и с заземляющим проводом. Надо подключать и ПЭВМ, и принтеры к сети переменного тока через качественный сетевой фильтр с функцией стабилизации напряжения, а лучше — через блок бесперебойного питания, так как при скачках напряжения процесс печати может прерваться без возможности его возобновления. И при этом может быть сбой в работе всех управляющих программ.
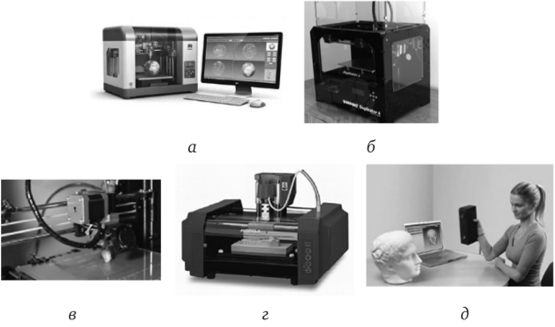
Рис. 27.1. Примеры ЗИ-принтеров и сканирования ЗИ-моделей:
а, б — принтеры закрытого типа; в, г — открытого типа; д — сканирование образца Перед началом печати надо убедиться в исправности ЗЭ-принтера и концевых датчиков. Тогда при возможном сбое принтер сам остановит печать. Соединять компьютер и принтер рекомендуется только качественным USB-кабелем с ферритовым фильтром.
В помещении, где должен быть установлен принтер, не должно быть высоких (и опасных) уровней напряженности электрического и магнитного поля, так как они также могут вызвать из-за помех сбой в работе систем управления и датчиков контроля. Это одновременно обеспечит нормальные условия труда работникам.
Возможен термический ожог, так как работа принтера сопряжена с высокими температурами (выше допустимой температуры в 45°С). Температура поверхности печатающего стола во время печати может достигать температуры 150 °C, а экструдера (т.е. печатающей головки) — 300 °C. Не следует поэтому прикасаться к принтеру во время печати, а также при нагретом экструдере и печатающей платформе во избежание ожогов и повреждений кожи. Запрещается также нагревать экструдер свыше 300 °C, а платформу — выше 150 °C. Проверять нагрев принтера можно только ориентируясь на показания термодатчика самого устройства, которые отражаются на дисплее или в программе печати. Перед съемом напечатанной детали надо дождаться остывания термостолика. При интенсивной работе на принтере рекомендуется использовать защитные перчатки.
Возможны травмы от перемещающихся и вращающихся механизмов. Например, скорость перемещения печатающей головки может достигать 150 мм/сек (или 0,15 м/с). По требованиям норм по охране труда скорость в 0,3 м/с считается предельно допустимой. Если ЗО-принтер открытого типа, то надо работать с ним в плотно прилегающей одежде, чтобы минимизировать риск наматывания ткани на движущиеся детали. Разработчики принтеров указывают в своих инструкциях, что не следует работать на принтерах с длинными распущенными волосами, с галстуками, с наушниками. На включенном принтере запрещается перемещать стол, экструдер, прикасаться к ремням и шестеренкам. Надо следить за движущимися частями принтера, чтобы в них не попадали посторонние предметы и грязь.
Принтер должен стоять на ровной устойчивой поверхности, вдали от легковоспламеняющихся веществ, открытого огня, источников воды, увлажнителей и пр.
ЗБ-принтеры, как правило, поставляются с завода с уже откалиброванной платформой. Однако в инструкциях, прилагаемых к принтерам, настоятельно рекомендуется перед началом печати проверить калибровку самостоятельно. Для каждой модели принтера приводится такая инструкция с несколькими вариантами калибровок (по нескольким программам или с помощью специальных винтов, имеющихся в принтерах). Эти требования надо выполнить. Калибровку для принтеров с пластиком рекомендуется осуществлять с холодным соплом, так как из нагретого сопла может вытекать пластик, сильно мешающий процессу, а стол должен быть горячим, т. е. нагрет до температуры, близкой к 100° С. Такие условия позволят калибровать более точно, так как приближены к реальным условиям работы ЗО-принтера.
После этого надо провести проверку состояния загрузки пластика. Для этого также предлагается несколько вариантов. При этом рекомендуется в проверочных программах установить в графе Temp температуру нагрева экструдера примерно 220° С для PLA и примерно 260° С для ABS. После нажатия на кнопку «210С» начнется прогрев экструдера. После прогрева экструдера надо вставить пластиковую нить в отверстие для подачи; после нажатия кнопки EXTRUDE произойдет затягивание нити в экструдер. Надо нажимать на кнопку до тех пор, пока из сопла не потечет пластик. При необходимости можно использовать специальные регулировочные винты. Пример приведен на рис. 27.2.
При таких операциях проверки рабочего состояния принтера и проверки качества печати надо быть особенно внимательным, так как надо исключить возможность прикосновения к соплу и элементам экструдера, чтобы не получить ожог! В ряде конструкций принтеров имеется такая защита в виде экранов. Дополнительно блоки с микроэлектроникой охлаждаются вентилятором. Это снижает температуру их нагрева до 40—45°С, ниже допустимой температуры 55—65°С. Необходимо правильно и своевременно выполнять инструкцию по промывке и замене сопел принтеров.
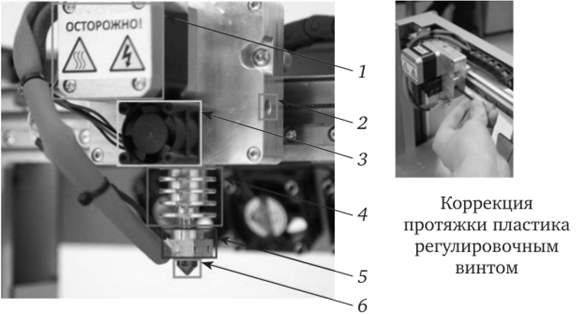
Рис. 27.2. Пример некоторых мер безопасности в печатающей головке принтера принтере PrintBox3D One:
1 — защитный кожух мотора экструдера; 2 — отверстие регулировочного винта экструдера; 3 — вентиляторы охлаждения экструдера; 4 — радиатор экструдера; 5 — нагреватель экструдера; 6 — сопло.