Машины для извлечения масла путем прессования
Шнековый вал помещен в барабане, собранном из пластин (называемых «зеерными»), между которыми имеются небольшие зазоры. При вращении шнекового вала прессуемый материал транспортируется от места загрузки к выходу. В результате уменьшения свободного объема витков материал сжимается. При этом в нем возникает давление, благодаря которому из мезги отжимается масло, которое проходит через зазоры… Читать ещё >
Машины для извлечения масла путем прессования (реферат, курсовая, диплом, контрольная)
Существует несколько способов извлечения масла из масличного материала: прессование, экстракция органическими растворителями (гексан, бензин) и сочетание этих способов. Извлечение масла прессованием известно с глубокой древности. В современных условиях на крупных предприятиях по производству растительных масел прессование предшествует окончательному обезжириванию материала органическими растворителями — экстракции. На предприятиях малой и средней мощности масло получают путем однократного или двукратного отжима.
В настоящее время для прессования применяют шнековые прессы непрерывного действия, которые делятся на прессы предварительного (неглубокого) съема масла — форпрессы и прессы окончательного (глубокого) съема масла — экспеллеры.
Форпрессы наиболее широко применяют в технологических схемах экстракционных заводов. Производительность форпрессов.
- 70. .80 т/сут в пересчете на семена. Съем масла сравнительно невысокий и составляет 60…85%, масличность жмыха при этом —
- 15. .17%. Частота вращения шнекового вала у форпрессов 18… 36 мин-1, толщина выходящей ракушки жмыха 8… 12 мм. Продолжительность прессования не превышает 80 с.
Производительность прессов глубокого съема масла значительно меньше и составляет 18…30 т/сут. Масличность жмыха значительно ниже — 4…7%, что обусловлено длительным нахождением материала в прессе (220…225 с) вследствие медленного вращения вала (5… 18 мин-1) и небольшой ширины выходной кольцевой щели для жмыха. Толщина ракушки, выходящей из пресса, 3… 5 мм. Температура материала, поступающего в пресс окончательного отжима, 110…115вС.
Главное различие между форпрессами и экспеллерами заключается в конструкции основного рабочего органа шнекового пресса — шнекового вала, который собран из отдельных витков, насаживаемых на общий вал. Для форпрессов характерно уменьшение шага витков от начала к концу вала, при этом в некоторых случаях диаметр тела витка увеличивается. У экспеллеров шаг витков и диаметр тела витков изменяются в значительно меньшей степени.
Шнековый вал помещен в барабане, собранном из пластин (называемых «зеерными»), между которыми имеются небольшие зазоры. При вращении шнекового вала прессуемый материал транспортируется от места загрузки к выходу. В результате уменьшения свободного объема витков материал сжимается. При этом в нем возникает давление, благодаря которому из мезги отжимается масло, которое проходит через зазоры в зеерном барабане и собирается в поддоне. Отжатый масличный материал (жмых) на выходе из зеерного барабана встречается с устройством, регулирующим толщину выходной щели и тем самым противодавление во всем шнековом тракте пресса.
Наибольшее распространение на предприятиях получили шнековые прессы марок ФП, МП-68, ЕТП-20 и РЗ-МОА.
Маслопресс ФП (рис. 10.15) состоит из станины /, зеерного барабана 4У шнекового вала 5, регулировочного устройства 6, регулятора питания 3 и привода пресса 2. Станина выполнена литой из чугуна и состоит из двух стоек, соединенных стяжными болтами. Зеерный барабан чаще выполняют из нескольких ступеней разного диаметра. В поперечном сечении каждая ступень зеерного барабана состоит из стяжных скоб из толстой листовой стали толщиной 30 мм, имеющих осевой разъем; зеерных планок, выполненных в виде цилиндрической поверхности и опирающихся на кромку центрального отверстия стяжных скоб. Зеерные планки в.
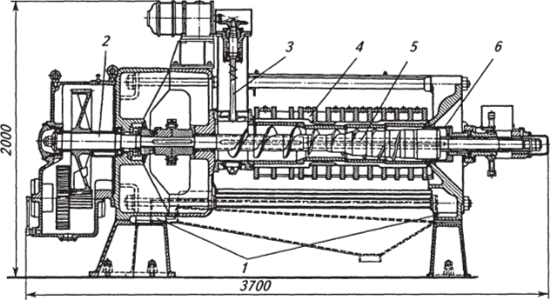
Рис. 10.15. Маслопресс ФП:
1 — станина; 2— привод пресса; 3 — регулятор питания; 4 — зеерный барабан; 5 — шнековый вал; 6 — регулировочное устройство скобах закреплены между упорным клином в разъеме и натяжным клином, установленным на вертикальной оси. По всей длине зеерного барабана установлено несколько стяжных скоб (например, в прессе ФП длина зеерного барабана 1167,5 мм, он состоит из четырех секций-ступеней и тринадцати стяжных скоб).
Между зеерными планками имеются зазоры для выхода выделяющегося при прессовании масла. Величина зазора зависит от того, какой съем масла (предварительный или окончательный) предусмотрен на прессе, а также от вида перерабатываемого масличного сырья. В случае предварительного прессования зазор между планками несколько больше, чем в случае окончательного прессования. Зазор между зеерными планками изменяется от ступени к ступени, уменьшаясь по направлению к выходу прессуемого материала. Уменьшение зазора обеспечивает облегчение стока отпрессованного масла. Чем больше давление в прессе, тем меньше должен быть зазор между зеерными планками. Диапазон изменения зазора 1,5…0,15 мм.
Давление в рабочей камере пресса регулируется устройством конусного типа. Принцип регулирования давления заключается в изменении сечения выходной щели и связанного с ним местного сопротивления. Регулятор питания обеспечивает равномерную подачу материала в рабочую камеру пресса.
Привод пресса осуществляется от электродвигателя через редуктор.
Производительность по семенам подсолнечника, т/сут. | 35…45. |
Масличность жмыха, % | 20…12. |
Частота вращения шнекового вала, мин-1 | 12…25. |
Мощность электродвигателя, кВт. | 8.20. |
Габаритные размеры, мм: | |
длина. | |
ширина. | |
высота. | |
Масса, кг. |
Маслопресс МП-68 (рис. 10.16) состоит из станины 6, шнекового вала 5, зеерной камеры 4, питателя 2, механизма для изменения толщины выходящего из пресса жмыха 7. Станина выполнена литой; ее опорные стойки соединены между собой сварными трубами и двумя швеллерами. На станине со стороны выхода жмыха укреплен корпус упорного подшипника шнекового вала.
Зеерный барабан выполнен с вертикальным разъемом и состоит из двух шарнирносоединенных цельнолитых половин. Внутри зеерного барабана проходит девятивитковый шнековый вал и расположены специальные ножи с выступами, которые препятствуют проворачиванию мезги вместе со шнековым валом.
Ось шнекового вала опирается на радиальные сферические двухрядные подшипники, смонтированные на станине. Частота вращения шнекового вала регулируется трехскоростным электродвигателем: изменяя число полюсов электродвигателя, можно получить разную частоту вращения вала — 18, 24 или 37 мин"1.
Питатель выполнен в виде вращающейся трубы с неподвижными скребками, очищающими стенки от налипшего материала.

Рис. 10.16. Маслопресс МП-68:
1 — редуктор привода; 2 — питатель; 3 — механизм для сборки и разъема зеерного барабана; 4— зеерный барабан (камера); 5 — шнековый вал; б — станина; 7— конусный механизм регулирования толщины выходящего из пресса жмыха; 8 — маслосборное устройство Толщина выходящего жмыха регулируется изменением ширины выходной кольцевой щели. Маслосборное устройство состоит из сливного листа и сборника масла и закреплено между передней и задней стойками станины на швеллерах.
Основные технические данные пресса МП'68.
Производительность по семенам подсолнечника, т/сут. | |
Масличность жмыха, %. | 11…18. |
Частота вращения шнекового вала, мин"1 | 18, 24, 37. |
Мощность электродвигателя, кВт. | 28, 36, 40. |
Габаритные размеры, мм: | |
длина. | |
ширина. | |
высота. | |
Масса, кг. |
Маслопресс ЕТП-20 (рис. 10.17) выпускает фирма «СКЕТ» (ФРГ). Этот шнековый маслопресс снабжен двумя наборами витков, что позволяет организовать работу как в режиме форпрессования, так и в режиме однократного окончательного прессования.
Пресс состоит из питателя 7, шнекового вала 2, зеерного барабана J, механизма регулирования толщины жмыха 4 и системы охлаждения шнекового вала 5.
Особенность пресса ЕТП-20 — удлиненный зеерный барабан (до 1800 мм), диаметр которого на питательной ступени составляет 250 мм, а на остальных четырех ступенях — 200 мм). В шнековом валу предусмотрен канал для подачи пара или воды с целью его подогрева или охлаждения. Шнековый питатель с самостоятельным приводом через вариатор подает мезгу в пресс.
Пресс ЕТП-20 агрегатируют с шестичанной жаровней Ж-230/6.

Рис. 10.17. Пресс ЕТП-20:
1 — питатель; 2— шнековый вал; 3— зеерный барабан; 4 — механизм регулировки толщины жмыха; 5 — система охлаждения шнекового вала.
Производительность по семенам подсолнечника, т/сут: | |
в режиме форпрессования (при масличности жмыха 15…18%). | 60… 80. |
в режиме окончательного прессования (при масличности жмыха 4…6%). | 30…40. |
Электродвигатель пресса: | |
мощность, кВт. | |
частота вращения, мин-1 | |
Электродвигатель питателя: | |
мощность, кВт. | |
частота вращения, мин-1 | |
Число витков шнекового вала: | |
для режима форпрессования. | |
для режима окончательного прессования. | |
Габаритные размеры, мм: | |
длина. | |
ширина. | |
высота. | |
Масса, кг. |