Статистические методы управления качеством продукции
Понятие вероятность применяют к дискретным и непрерывно меняющимся контролируемым величинам. Соответственно сами вероятности будут дискретными или непрерывно меняющимися. Например, дискретной величиной будет вероятность нахождения числа дефектных и годных изделий в выборке, взятой для контроля. Если вероятность наблюдения брака в результате одного испытания равна р, то вероятность обнаружить к… Читать ещё >
Статистические методы управления качеством продукции (реферат, курсовая, диплом, контрольная)
Технологический процесс изготовления изделий содержит ошибки случайного характера, возникающие в результате влияния непостоянно действующих факторов. Их отличают от систематических, которые возникают в результате неправильного выбора материалов, конструкции, отклонения технологических параметров. Процесс контроля также содержит ошибки случайного характера. Для изучения случайных процессов используют методы статистики.
Основные задачи, решаемые с применением статистических методов, следующие:
- — статистический анализ результатов контроля с целью регулирования параметров технологического процесса;
- — определение плана выборочного контроля и критериев оценки полученных результатов;
- — оценка точности и достоверности результатов контроля, оптимизация основных параметров контроля;
- — определение корреляции между показателями качества, технологией изготовления продукции и ее эксплуатационными характеристиками, критериев оценки качества с учетом норм допустимых дефектов.
Определим основные понятия теории вероятности применительно к вопросам контроля качества продукции. В этом случае генеральной совокупностью называют все количество однотипных изделий, подлежащих контролю. Выборка — количество изделий, отобранных для выборочного контроля. Законом распределения вероятности называют зависимость между значениями измеряемых случайных величин и вероятностью их появления.
Понятие вероятность применяют к дискретным и непрерывно меняющимся контролируемым величинам. Соответственно сами вероятности будут дискретными или непрерывно меняющимися. Например, дискретной величиной будет вероятность нахождения числа дефектных и годных изделий в выборке, взятой для контроля. Если вероятность наблюдения брака в результате одного испытания равна р, то вероятность обнаружить к бракованных в партии из п изделий будет:
 aside class="viderzhka__img" itemscope itemtype="http://schema.org/ImageObject">
aside class="viderzhka__img" itemscope itemtype="http://schema.org/ImageObject">
Данный закон распределения вероятностей называют биноминальным. Для него среднее значение или математическое ожидание равно:
то есть, если вероятность брака р, то в партии из п изделий наиболее вероятно будет пр бракованных изделий.
Дисперсия (рассеяние) показывает, насколько велик разброс вероятности относительно найденного среднего значения. Для биноминального распределения она равна:

Среднее квадратичное отклонение:

Вероятность того, что брак встречается в партии не более чем т раз, называют кумулятивной (накопленной) вероятностью:

При т = п Р (т) = 1, так как сумма всех вероятностей (достоверного события) равна 1.
Если испытать партию из п изделий и определить количество годных п — А, и бракованных А, то найденные А,/и и (и — А,) /п (их называют частотостью событий) будут отличаться отр (к)ур (п—А). Однако многократное повторение подобных испытаний приведет к тому, что средние значения частотостей будут приближаться к вероятностям р (к), р (п — А) и сравняются с ними при бесконечно большом повторении испытаний.
Примером распределения непрерывной величины служит нормальное, или гауссовское распределение (рис. 1.2):

гдеДх) — плотность распределения вероятности, показывающая вероятность того, что искомый параметр, например допустимый размер дефекта х, лежит в бесконечно узком интервале от х до x+dx.
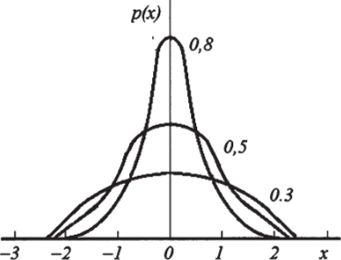
Рис. 1.2. Нормальный закон распределения.
На кривых указано среднее квадратичное отклонение Среднее значение х и дисперсия D определяются как:

Для обеспечения обратной связи «контроль — изготовление (сварка)» результаты контроля обрабатываются так, чтобы определить, является ли зафиксированный размер дефекта случайным или систематическим, требующим корректировки процесса сварки. Решают такую задачу с помощью контрольных карт. Для продукции, выпущенной в определенный период времени, определяют среднее значение уровня брака по формуле (1.3) и наносят на карту (рис. 1.3). Для каждой партии продукции путем выборочного контроля п изделий находят уровень брака. Если в выборке обнаружено к бракованных изделий, то вероятность брака составит р (к) = к/п. Однако, чтобы по нему составить представление об уровне брака в выборке, нужно оценить степень возможного его отклонения от среднего значения р. Верхняя (ВГР) и нижняя (ИГР) границы полученного распределения свидетельствуют о существовании или отсутствии систематических нарушений в технологическом процессе. Если р (к) больше ВГР или меньше ИГР, то брак не случаен и необходимо искать ошибки в технологическом процессе.
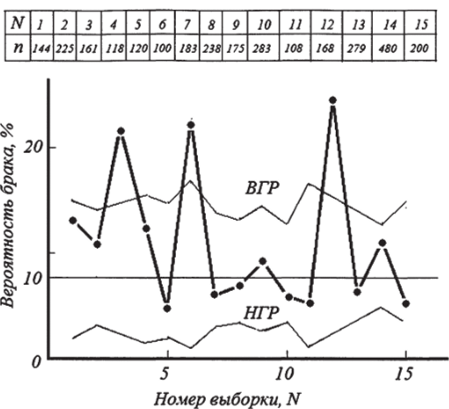
Рис. 1.3. Карта контроля, применяемая для анализа дефектности объектов относительно среднего уровня.
При разрушающем, а иногда и неразрушающем контроле применяют способ выборочного контроля, который выполняют по определенным правилам, называемым планом контроля. Он включает совокупность данных о виде контроля, объеме контролируемой партии, объеме выборок. При этом важно, чтобы выборка была действительно случайной, а не преднамеренной, т. е. чтобы вероятность попасть в выборку была одинаковой для любой единицы продукции.
Наибольшее распространение получил план жесткого контроля, по которому из всей партии N изделий берут выборку в п штук (не более 20%) и на основании результатов контроля которой судят о качестве всей партии. На рис. 1.4 показана оперативная характеристика жесткого контроля: вероятность приемки Рр в функции от/? и п. Если испытания проходит вся партия из Л? изделий и ошибки в испытаниях отсутствуют, то оперативная характеристика отобразится ступенчатой линией /, что соответствует идеальному случаю. Реальные оперативные характеристики 2 будут тем более пологими, чем меньше n/N. Форма кривой 2, помимо n/N, зависит также от принятого значения q().
При обосновании норм допустимости дефектов используют единый показатель, характеризующий дефектность изделий. Чаще всего используют суммарную площадь дефектов ZS., отнесенную к площади сечения изделия S. С точки зрения работоспособности сварного изделия, испытывающего многократные (усталостные) нагрузки, наиболее опасны дефекты плоской формы (трещины, непровары, несплавления и т. п.). Дефекты округлой формы менее опасны, но с учетом возможной массовости в контрольном сечении, требуют учета с помощью коэффициента г, характеризующего влияние каждого дефекта на работоспособность изделия в целом. В результате показатель дефектности определяют как Z5/7S.
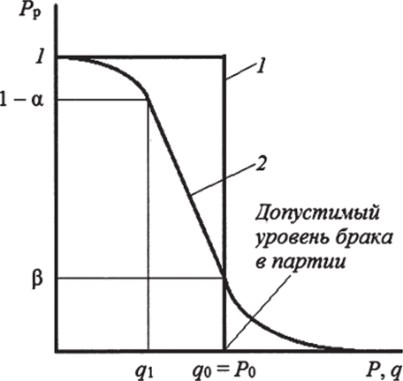
Рис. 1.4. Оперативные характеристики сплошного (1) и выборочного (2) контроля. Вероятнос ть приемки партий Рр, вероятность брака в партии р,.
в выборке q
При определении норм допустимых дефекгов необходимо учитывать несколько аспектов. С точки зрения эксплуатации важно оценить влияние дефектов на работоспособность изделия. Следует учитывать характер нагрузки (статическая, динамическая, знакопеременная), причем в зависимости от этого будут изменяться коэффициенты гр следует принимать во внимание и неизбежный разброс свойств материала изделия.
Технологический аспект обоснования норм допустимых дефектов учитывает возможность изготовления изделия с минимальной дефектностью и необходимость поддерживать такое качество технологического процесса, чтобы уровень дефектности был всегда ниже уровня, требуемого эксплуатационной надежностью. Таким образом, нормы допустимых дефектов, выбираемые на основе требований технологического аспекта, должны быть более жесткими, чем на основе эксплуатационного.