Матрицы для макаронных прессов
В настоящее время для получения изделий с гладкой, лощеной поверхностью независимо от качества муки, влажности и температуры теста используются матрицы со вставками из пластмасс (главным образом фторопласт-4), к которым не прилипает макаронное тесто. Из-за отсутствия прилипания изделия получаются с гладкой поверхностью и как следствие этого — с насыщенным цветом, скорость выпрессовывания… Читать ещё >
Матрицы для макаронных прессов (реферат, курсовая, диплом, контрольная)
Матрица является, наряду со шнеком, одним из узлов, определяющих скорость выпрессовывания изделий, а следовательно, производительность пресса. В прессах, используемых на предприятиях общественного питания, применяют круглые матрицы, представляющие собой металлический диск со сквозными отверстиями. С помощью таких матриц формуют все виды длинных и короткорезаных макаронных изделий. Конструкция формующих отверстий, степень обработки их элементов во многом определяют качество готовых изделий.
Обычно матрицы изготавливают из твердой фосфористой бронзы, латуни или нержавеющей стали, т. е. из коррозионностойких прочных материалов. Высота матриц должна отвечать условиям прочности, так как в шнековых прессах матрицы испытывают высокое давление, особенно в момент пуска.
Каждая матрица предназначена для прессования одного вида макаронных изделий, определяемого формой отверстий. Все многообразие форм и видов матричных отверстий делится на три типа:
- 1) с вкладышами для формования трубчатых изделий и некоторых видов фигурных изделий. Вкладыши бывают двухи трехопорные, серповидные, цилиндрические и др.;
- 2) без вкладышей для формования нитеобразных и лентообразных макаронных изделий. Наибольшее распространение получили матрицы для производства вермишели и лапши;
- 3) щелевидные для формования тестовых лент, ракушек и других изделий. Эти матрицы имеют формующие отверстия щелевидной формы различного профиля. Например, форма ракушек получается при формовании теста через щель серповидной формы.
Отверстие с вкладышем для формования трубчатых изделий состоит (рис. 13.14) из двух элементов: формующего канала, просверленного в теле матрицы, и закрепленного в нем вкладыша.
Формующий канал отверстия дисковой матрицы включает три элемента: входную камеру I, в которой запрессованы центрирующие заплечики 1 вкладыша, переходную часть II и формующую щель III, в которой располагается ножка 2 вкладыша. Входная камера имеет наибольший диаметр, поэтому определяет возможное число отверстий в матрице. Нагнетаемое в отверстие тесто во входной камере распределяется центрирующими заплечиками вкладыша на три потока. Назначение центрирующих заплечиков — удержать вкладыш в отверстии матрицы так, чтобы ось его ножки совпадала с осью отверстия. В переходной части отверстия происходят соединение отдельных потоков и склеивание их под действием давления прессования в тестовую трубку. Для прочного склеивания потоков переходная часть должна иметь достаточную высоту — не менее 9—11 мм.
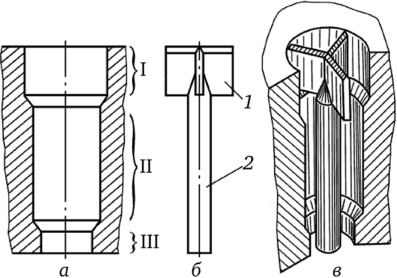
Рис. 13.14. Формующее отверстие дисковой матрицы для макарон:
а — профиль отверстия; б — вкладыш трехопорный: 1 — заплечики; 2 — ножка; в — отверстие с запрессованным вкладышем Размеры поперечного сечения формующей щели определяют внешний диаметр макаронной трубки. В формующей щели отверстие имеет наименьший диаметр, поэтому оно оказывает наибольшее сопротивление прохождению теста и в значительной мере влияет на скорость выпрессовывания. В связи с этим высота формующей щели должна быть как можно меньше, однако она должна быть достаточной для того, чтобы выпрессовываемая тестовая трубка успела «зафиксировать» внешний диаметр и чтобы обеспечить прочное склеивание продольных швов. Практически высота формующей щели металлических матриц делается около 3 мм. Внутренний диаметр выпрессовываемой трубки определяется диаметром ножки вкладыша.
В настоящее время для получения изделий с гладкой, лощеной поверхностью независимо от качества муки, влажности и температуры теста используются матрицы со вставками из пластмасс (главным образом фторопласт-4), к которым не прилипает макаронное тесто. Из-за отсутствия прилипания изделия получаются с гладкой поверхностью и как следствие этого — с насыщенным цветом, скорость выпрессовывания возрастает примерно в 2 раза. Фторопластовые вставки устанавливают на высоту формующей щели, которая делается в этом случае в 2 раза больше, около 6 мм.
В формующих отверстиях без вкладышей для нитеобразных изделий (рис. 13.15, а) различают входную камеру 1 и формующую щель 2. Каждая входная камера имеет несколько формующих щелей высотой от 1,5 до 2,5 мм.

Рис. 13.15. Формующие отверстия матрицы для нитеобразных изделий:
а — без вставки: 1 — камера входная; 2 — щель формующая; б — с фторопластовой вставкой: 1 — протектор; 2 — вставка Конструкция безвкладышных отверстий с фторопластовыми вставками (рис. 13.15, б) предусматривает установку во входную камеру фторопластового диска 2, удерживаемого от смещения латунным протектором 1.