Способы промывки.
Основные характеристики процессов
Спрысковое устройство имеет три водоподводящие трубы, расположенные над питающим транспортером у первой пары отжимных вальцов и одну трубу, расположенную над транспортером у второй пары вальцов. При промывке слоя тресты струя воды вытекает через имеющиеся в трубах отверстия. Интенсификацию промывки можно обеспечить путем пневматического перемешивания жидкости. Оно достигается путем подачи воздуха… Читать ещё >
Способы промывки. Основные характеристики процессов (реферат, курсовая, диплом, контрольная)
Промывка лубоволокнистых материалов — это диффузионный гетерогенный процесс, состоящий из трех стадий: переноса свежих порций раствора к поверхности промываемого материала и его внутренним тканям; собственно гетерогенной реакции нецеллюлозных примесей стеблей с рабочим раствором; обновления поверхности раздела фаз, т. е. удаления с поверхности и из пор стеблей, а затем и из всего обрабатываемого слоя, продуктов реакции.
Способы промывки:
Слой тресты, имеющий влагосодержание WM c исходной концентрацией загрязнений Со, промывается струями воды W из разбрызгивающего устройства. Стекающая из материала жидкость имеет концентрацию загрязнений Сж. Данная схема используется с неоднократными повторениями. (рис. 4а со струйной промывкой). На рис. 4б — схема промывки комбинированным способом. Материал сначала промывается в ванне с неподвижной или проточной жидкостью, а после выхода из нее — струями чистой воды.
Рассмотрим случай а. полагаем, что концентрация загрязнений в жидкости прямо пропорциональна концентрации загрязнений в жидкости после данного узла промывки :
Сж = аСi. (1).
Тогда изменение количества загрязнений в каждой паре:
Со *WM = С1 *WM + Сж1 *W1
С1 *WM = С2 *WM + Сж2 *W2
Сn-1 *WM = Сn *WM + Сжn *Wn (2).
Тогда с учетом (1) и приняв W/ WM = F — модуль промывного потока, получаем:
С/Со = 1/(1+аF)n (3).
Это коэффициент уменьшения загрязнений.
Интенсификацию промывки можно обеспечить путем пневматического перемешивания жидкости. Оно достигается путем подачи воздуха в ванну через специальное устройство — барботер (система разветвленных перфорированных труб). Давление воздуха в таких трубах — 2700−3400 Па.
На льнозаводах для отжима и промывки тресты в настоящее время используют отжимно-промывную машину ОПЛ-2МС (рис. 5), представляющую собой улучшенный вариант машины ОПЛ-2.
Машина ОПЛ-2МС состоит из следующих основных механизмов: питающего транспортера, спрыскового устройства, первой пары отжимных вальцов, промывной ванны с промежуточным транспортером, второй и третьей пар отжимных вальцов, выпускного транспортера, привода машины, пневматической системы и компрессорной установки.
Питающий транспортер имеет приводной и натяжной узлы, а также планчатый транспортер. Транспортер приводится в движение посредством шестеренной передачи от первой пары отжимных вальцов.
Спрысковое устройство имеет три водоподводящие трубы, расположенные над питающим транспортером у первой пары отжимных вальцов и одну трубу, расположенную над транспортером у второй пары вальцов. При промывке слоя тресты струя воды вытекает через имеющиеся в трубах отверстия.
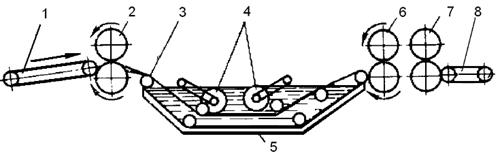
Рис. 5. Машина ОПЛ-2МС: 1-питающий транспортер; 2 — первая пара отжимных вальцов; 3 — промежуточный транспортер; 4 — прижимные барабаны; 5 — промывная ванна; 6-вторая пара отжимных вальцов; 7 — третья пара отжимных вальцов; 8 — выпускной транспортер
Первая пара отжимных вальцов состоит из чугунных цилиндров — верхнего и нижнего, укрепленных на стальных валах.
Промывная ванна оборудована змеевиком для подогрева воды, автоматом для спуска грязи, люком для промывки и промежуточным транспортером. Для удержания слоя тресты от всплытия над промежуточным транспортером установлены два пустотелых нажимных барабана.
В целях защиты помещения от испаренной воды над промывной ванной установлено укрытие с вытяжным зонтом, который присоединен к вентиляции.
Вторая и третья пары отжимных вальцов состоят из нижних чугунных и верхних обрезиненных вальцов, собранных из резиновых армированных колец, которые создают более равномерный отжим тресты.
При пониженной прочности льняной соломы и перемочке тресты давление вальцов должно быть соответственно снижено, а при повышенной прочности льняной соломы и недомочке тресты — несколько повышено.
Давление отжимных вальцов необходимо подобрать с таким расчетом, чтобы обеспечивалась необходимая остаточная влажность тресты и волокна не повреждались в процессе отжима. При искусственной сушке треста после отжима должна иметь остаточную влажность 140—160%, а при естественной сушке — 200—220%.