Способы дуговой сварки
Расстояние от активного пятна на расплавленной поверхности электрода до другого активного пятна дуги на поверхности сварочной ванны называется длиной дуги. Расплавляющееся покрытие электрода образует вокруг дуги и над поверхностью сварочной ванны газовую атмосферу, которая, оттесняя воздух из зоны сварки, препятствует взаимодействиям его с расплавленным металлом. В газовой атмосфере присутствуют… Читать ещё >
Способы дуговой сварки (реферат, курсовая, диплом, контрольная)
Наиболее распространенный способ дуговой сварки является ручная электродуговая сварка. Дуговая сварка металла это сварка плавлением, при которой нагрев свариваемых кромок осуществляется теплом электрической дуги. Может производиться двумя способами: неплавящимся электродом и плавящимся электродом. сварка дуга электрод При ручной дуговой сварке неплавящимся электродом свариваемые кромки изделия приводят в соприкосновение. Между неплавящимся (угольным или графитовым) электродом и изделием возбуждают дугу. Кромки изделия и вводимый в зону дуги присадочный материал нагреваются до плавления, образуется ванночка расплавленного металла. После затвердевания металл в ванночке образует сварной шов. Этот способ используется при сварке цветных металлов и их сплавов, а также при наплавке твердых сплавов.
При ручной дуговой сварке плавящимся электродом используется так называемый штучный электрод с покрытием-обмазкой. Этот способ является основным при ручной сварке. Электрическая дуга возбуждается аналогично первому способу, но расплавляет и электрод и кромки изделия. Получается общая ванна жидкого металла, которая, охлаждаясь, образует шов.
Ручная дуговая сварка плавящимся электродом на постоянном или переменном токе производится электродами диаметром от 2 по 8 мм, длиной 250—450 мм, покрытыми снаружи спец. обмазкой. Расплавленный металл защищается от воздуха за счет шлака и газов, образующихся при плавлении обмазки. Сварщик вручную перемещает дугу относительно свариваемых кромок и по мере оплавления подает электрод к изделию. Применяются электроды с тонкой — ионизирующей и толстой — качественной обмазками (наиболее распространены). Качественная обмазка толщиной более 0,5 мм состоит из веществ, обеспечивающих защиту расплавленного металла от воздуха, легирование металла для получения шва различного состава и свойств. Такие электроды применяются для ответственных изделий, а электроды с тонкой обмазкой—для неответственных соединений.
Рисунок 1. Сущность дуговой сварки К электроду и свариваемому изделию для образования и поддержания сварочной дуги от источников сварочного тока подводится постоянный или переменный сварочный ток. Сварочная дуга (1, см. рис) горит между металлическим стержнем электрода (2) и основным металлом (3) Под действием тепла дуги металл дуги электрода, покрытие электрода и основной металл расплавляется, образуя сварочную ванну (4). Капли жидкого металла (5) с торца расплавленного электродного стержня переносятся в ванну через дуговой промежуток. Вместе со стержнем плавится покрытие электрода (6), образуя вокруг дуги газовою защиту (7) и жидкую шлаковую ванну (8). По мере движения дуги, металл сварочной ванны затвердевает, образуется сварочный шов (9) и шлаковую корка (10) на поверхности шва.
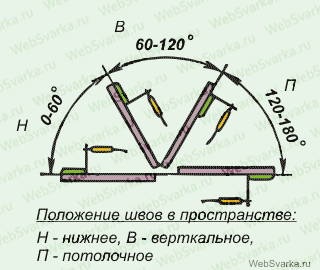
Глубина, на которую расплавляется основной металл, называется глубиной проплавления. Она зависит от режима сварки (силы сварочного тока и диаметра электрода), пространственного положения сварки, скорости перемещения дуги по поверхности изделия (торцу электрода и дуге сообщают поступательное движение вдоль направления сварки и поперечные колебания), от конструкции сварного соединения, формы и размеров разделки свариваемых кромок и т. п.
Размеры сварочной ванны зависят от режима сварки и обычно находятся в пределах: глубина до 7 мм, ширина 8−15 мм, длина 10−30 мм. Доля участия основного металла в формировании металла шва обычно составляет 15−35%.
Расстояние от активного пятна на расплавленной поверхности электрода до другого активного пятна дуги на поверхности сварочной ванны называется длиной дуги. Расплавляющееся покрытие электрода образует вокруг дуги и над поверхностью сварочной ванны газовую атмосферу, которая, оттесняя воздух из зоны сварки, препятствует взаимодействиям его с расплавленным металлом. В газовой атмосфере присутствуют также пары основного и электродного металлов и легирующих элементов. Шлак, покрывая капли электродного металла и поверхность расплавленного металла сварочной ванны, способствует предохранению их от контакта с воздухом и участвует в металлургических взаимодействиях с расплавленным металлом.
Кристаллизация металла сварочной ванны по мере удаления дуги приводит к образованию шва, соединяющего свариваемые детали. При случайных обрывах дуги или при смене электродов кристаллизация металла сварочной ванны приводит к образованию сварочного кратера (углублению в шве, по форме напоминающему наружную поверхность сварочной ванны). Затвердевающий шлак образует на поверхности шва шлаковую корку.
Ввиду того что от токоподвода в электрододержателе сварочный ток протекает по металлическому стержню электрода, стержень разогревается. Этот разогрев тем больше, чем дольше протекание по стержню сварочного тока и чем больше величина последнего. Перед началом сварки металлический стержень имеет температуру окружающего воздуха, а к концу расплавления электрода температура повышается до 500−600° С (при содержании в покрытии органических веществ — не выше 250° С). Это приводит к тому, что скорость расплавления электрода (количество расплавленного электродного металла) в начале и конце различна. Изменяется и глубина проплавления основного металла ввиду изменения условий теплопередачи от дуги к основному металлу через прослойку жидкого металла в сварочной ванне. В результате изменяется соотношение долей электродного и основного металлов, участвующих в образовании металла шва, а значит, и состав и свойства металла шва, выполненного одним электродом. Это — один из недостатков ручной дуговой сварки покрытыми электродами.
По назначению и свойствам наплавленного металла различают 3 основных вида электродов: электроды для сварки конструкционных сталей, обеспечивающие получение наплавленного металла с пределом прочности от 34 до 145 кг/мм2; электроды для сварки легированных сталей с особыми свойствами, предназначенные для сварки перлитных теплоустойчивых сталей, ферритных, аустенитных коррозионностойких, жаропрочных и окалиностойких сталей и сплавов; электроды для наплавки поверхностных слоев с особыми свойствами, позволяющими получать твердые износостойкие и коррозионностойкие поверхности.
Ручная дуговая сварка применима во всех пространственных положениях и обеспечивает получение высококачественных соединений. Ее недостатки — низкая производительность, зависимость качества шва от квалификации сварщика и тяжелые условия труда.