Модель идентификации процесса запылённости воздуха рабочей зоны в литейном производстве
Табличное значение критерия Пирсона для диапазона частиц при уровне значимости 0,05 и числе степеней свободы (5−2)=3. Следовательно, для этого диапазона диаметров частиц принимается нормальное усеченное распределение, т.к. 4,6<7,8. Табличное значение критерия Пирсона для диапазона диаметров частиц при уровне значимости 0,05 и числе степеней свободы (6−2)=4. Следовательно, для этого диапазона… Читать ещё >
Модель идентификации процесса запылённости воздуха рабочей зоны в литейном производстве (реферат, курсовая, диплом, контрольная)
Модель идентификации процесса запылённости воздуха рабочей зоны в литейном производстве
Представлена модель идентификации процесса запылённости воздуха. Показано, что в рабочей зоне литейных цехов выделяется значительное количество пыли. Наиболее неблагополучными участками с позиции выделения пыли являются камеры и решетки. Экспериментальный анализ показывает, что в составе пыли весовое содержание фракций с диаметром до 20 мкм достигает 43,8% по массе. Даная пыль наиболее опасна для здоровья работающего персонала и создает проблемы при очистке воздухе. Получена модель состава запылённого воздуха.
В литейном производстве одним из важных технологических процессов является изготовление отливок. При этом реализуется большое число операций, при выполнении которых выделяются пыль. Пыль является основным загрязняющим ингредиентом воздуха рабочей зоны, она образуется практически на всех участках технологического процесса производства литейных сплавов: Пыль, основной составляющей которой в литейных цехах является кремнезём, образуется при приготовлении и регенерации формовочных и стержневых смесей, плавке литейных сплавов в различных плавильных агрегатах, выпуске жидкого металла из печи, внепечной обработке его и заливке в формы, на участке выбивки отливок, в процессе обрубки и очистки литья, при подготовке и транспортировке исходных сыпучих материалов.
Для построения модели идентификации процесса запылённости воздуха были проведены измерения состава пыли в действующем производстве.
Анализ запыленности газовой среды дал следующие экспериментальные значения, которые представлены в табл.1.
Таблица 1.
Результаты экспериментальных данных по определению фракционного состава
№ п.п. | Выделенные фракции, мкм. | Содержание фракции. | F (d), мг/мкм. | F®, мг/мкм. | |||
d | r | %. | ДG, мг. | ||||
17,5. | 5,29. | 10,57. | |||||
17,5. | 8,75. | 8,86. | 17,71. | ||||
12,5. | 6,25. | 26,40. | 52,80. | ||||
7,5. | 3,75. | 28,00. | 56,00. | ||||
3,5. | 1,75. | 23,71. | 47,43. | ||||
1,5. | 0,75. | 24,67. | 49,33. | ||||
В табл.1 приняты следующие обозначения: d и r — соответственно осредненный диаметр и радиус частиц фракции, ДG — масса фракции на сите, F (d), F® — дифференциальные кривые распределения.
Необходимо построить эмпирические зависимости вида.
и. (1).
Однако из анализа данных следует, что связь между d и r, а так же между F (d) и F® линейная, поэтому достаточно будет установить зависимость.
. (2).
В качестве исходных данных принимаем величины, показанные в табл.2.
Величины F (d) носят случайный характер, и для подтверждения этого предположения выполним проверку случайности и независимости наблюдений.
Таблица 2.
Исходные данные для построения эмпирической зависимости
Номер сита. | |||||||
Средний диаметр частиц фракции d, мкм. | 17,5. | 12,5. | 7,5. | 3,5. | 1,5. | ||
Показатель распределения F (d), мг/мкм. | 5,29. | 8,86. | 26,40. | 28,00. | 23,71. | 24,67. | |
Вариационный ряд из табл.2, обозначим его Х, будет.
17,5. | 12,5. | 7,5. | 3,5. | 1,5. | ||
. (3).
Сравнивая значения вариационного ряда X с величиной получим ряд в виде последовательности знаков «+» и «-» по правилу, если, то пишем «+» и если, то записываем «-».
; | ; | ; | ||||
Число серий Vx = 2.
Размер наиболее длинной серии фx = 3.
Вариационный ряд из табл.2, обозначим его Y, будет.
28,00. | 26,40. | 24,67. | 23,71. | 8,86. | 5,29. | |
Для этого ряда медиана будет.

. (3).
Сравнивая значения вариационного ряда Y с величиной получим ряд в виде последовательности знаков «+» и «-» по правилу, если, то пишем «+» и если, то записываем «-».
; | ; | ; | ||||
Число серий Vy = 3.
Размер наиболее длинной серии фy = 3.
Полученные значения V и ф сравниваем с предельными значениями и если выполняется условие.


и, (4).

то гипотеза о том, что случайная величина является случайной и независимой не отвергается. При уровне значимости б = 0,05 по табл.3 находим и вычисляем предельные значения и из соотношений.



и (5).
где — количество членов вариационного ряда. С учетом формул (5) получим.


и. (6).
Таблица 3.
Значение для различных уровней значимости б
б. | 0,1. | 0,05. | 0,02. | 0,01. | 0,001. | |
1,64. | 1,96. | 2,33. | 2,58. | 3,29. | ||
На основании условия (4) для вариационного рядя X отвергается гипотеза о случайности и независимости этой величины. Для вариационного ряда Y условие (4) выполняется, поэтому величина Y является случайной и не зависимой.
Проверка условия распределения случайной величины Y по нормальному закону.
Вычисляем величины.

(7).

.
где A1, A2, A3 — коэффициенты, определяемые из табл.5, тогда получим.
. (8).
Учитывая (7) и (8) получим статистики и сравним с критическим значением из табл.5.

. Следовательно, гипотеза о нормальном распределении случайной величины Y не отвергается.
Для построения эмпирической зависимости выполним некоторые изменения вида исходного материала и полученные результаты сведем в таблицу.
Таблица 5.
Коэффициенты Ai и критические значения Wy — статистики для уровня значимости б
i. | Объём выборки. | |||||||
0,707. | 0,687. | 0,605. | 0,589. | 0,574. | 0,560. | |||
0,168. | 0,316. | 0,324. | 0329. | 0,332. | ||||
0,174. | 0,198. | 0,214. | 0,226. | |||||
0,056. | 0,095. | 0,122. | 0,143. | |||||
0,040. | 0,070. | |||||||
Wkr. | б = 0,05. | 0,767. | 0,748. | 0,818. | 0,829. | 0,842. | 0,850. | |
б = 0,10. | 0,789. | 0,792. | 0,851. | 0,859. | 0,869. | 0,878. | ||
Таблица 6.
Исходные данные для построения эмпирической зависимости.
Номер сита. | ||||||||
Средний диаметр частиц фракции d, мкм. | 17,5. | 12,5. | 7,5. | 3,5. | 1,5. | |||
Показатель распределения F (d), мг/мкм. | 5,29. | 8,86. | 26,40. | 28,00. | 23,71. | 24,67. | ||
Нормированный показатель P (d). | 0,0452. | 0,0758. | 0,2258. | 0,2395. | 0,2028. | 0,2110. | ||
Нормированный показатель относительных частот f (d). | 0,0106. | 0,0177. | 0,0527. | 0,0559. | 0,0474. | 0,0493. | ||
Экспериментальные значения в табл.6 представлены строками 1 и 2, а их графический аналог показан на рис. 1.
Рис. 1. Экспериментальное дифференциальное распределение. Зависимость относительной средней массы F (d) от среднего диаметра частиц.
Перейдем к относительным величинам P (d), выполнив нормировку параметра F (d) по следующему правилу.
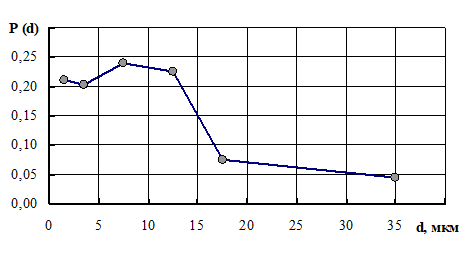
(9).
где i — номер сита. Значения нормированного параметра P (d) показаны в табл.6. Для этих величин построен многоугольник распределения случайной величины, показанный на рис. 2.

Рис. 2. Многоугольник распределения случайной величины.
Относительные частоты вариационного ряда могут быть получены с помощью соотношений.
(10).

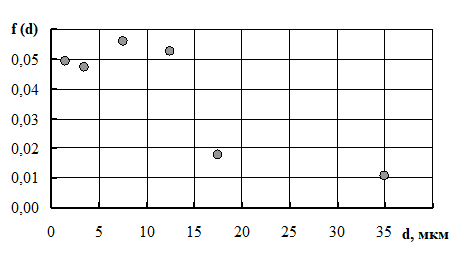
где. Значения относительных частот показаны в табл.6 (строка 4) и полигон относительных частот показан на рис. 3.
Анализ полигона относительных частот на рис. 3 позволяет сделать допущение, что в качестве модели функции плотности распределения могут быть зависимости, содержащие два параметра. К таким, наиболее употребительным распределениям относятся следующие:
распределение Вейбулла ;
(11).
где k1 и л1 — параметры формы и масштаба;
гамма-распределение ;
запылённость воздух рабочий литейный.
(12).
где б и л2 — параметры гамма-распределения;
Рис. 3. Полигон относительных частот дискретного вариационного ряда.
нормальное распределение ;
(13).
где у и m — параметры этого распределения;
нормальное усеченное распределение.
(14).
где , — интеграл вероятности.
Параметры распределений (11) — (14) определяются методом моментов и исходными моментами являются начальный момент первого порядка и центральный момент второго порядка, которые могут быть получены на основе статистических данных.
Вычисляем статистическое математическое ожидание, беря данные из табл.6 (строки 1 и 3).
. (15).
Вычисляем статистическую не смещенную дисперсию и среднеквадратическое отклонение.
(16).

. (17).
Параметры распределения Вейбулла определятся из системы уравнений (18).

(18).
откуда находим.
.
Параметры гамма-распределения могут быть получены из решения системы уравнений (20).
(20).
тогда можно записать.
.
Параметры нормального и нормального усеченного распределений будут иметь следующие значения.
(22).
соответственно можно записать.
.
Таблица 7.
Теоретические значения функций плотности распределения для различных законов
№ п.п. | Средний диаметр частиц фракции d, мкм. | Распределение Вейбулла f1(d). | Гамма-распределение f2(d). | Нормальное распределение f3(d). | Нормальное усеченное распределение f4(d). | Модифицировннанная фунция f5(d). | |
0,0018. | 0,0018. | 0,0003. | 0,0003. | 0,0073. | |||
17,5. | 0,0155. | 0,0153. | 0,0269. | 0,0320. | 0,0390. | ||
12,5. | 0,0282. | 0,0280. | 0,0430. | 0,0510. | 0,0580. | ||
7,5. | 0,0504. | 0,0505. | 0,0478. | 0,0560. | 0,0630. | ||
3,5. | 0,0782. | 0,0791. | 0,0400. | 0,0470. | 0,0540. | ||
1,5. | 0,0949. | 0,0959. | 0,0335. | 0,0390. | 0,0460. | ||
Теоретические значения функции плотности распределения для законов (11) — (14) показаны в табл.7. В табл.8 показаны нормированные значения P (d) относительной средней массы F (d) полученные по соотношениям.
, , ,.
где H определенное в (10).
Таблица 8.
Теоретические значения нормированной относительной средней массы для различных законов параметра хи-квадрат
№ п.п. | Средний диаметр частиц фракции d, мкм. | Распределение Вейбулла P1(d). | Гамма-распределение P2(d). | Нормальное распределение P3(d). | Нормальное усеченное распределение P4(d). | Модифицировннанная фунция P5(d). | |
0,768. | 0,7 703. | 0,1 255. | 0,0015. | 0,0315. | |||
17,5. | 0,66 477. | 0,65 542. | 0,11 505. | 0,1370. | 0,1670. | ||
12,5. | 0,120 841. | 0,119 718. | 0,184 153. | 0,2184. | 0,2483. | ||
7,5. | 0,215 973. | 0,216 138. | 0,204 694. | 0,2398. | 0,2697. | ||
3,5. | 0,334 946. | 0,338 611. | 0,171 326. | 0,2012. | 0,2312. | ||
1,5. | 0,406 424. | 0,410 791. | 0,143 606. | 0,1670. | 0,1970. | ||
для диапазона диаметров частиц [1,5 — 35]. | 49,6. | 50,5. | 187,7. | 155,3. | 7,7. | ||
для диапазона диаметров частиц [1,5 — 17,5]. | 28,2. | 29,2. | 7,7. | 4,6. | 7,0. | ||
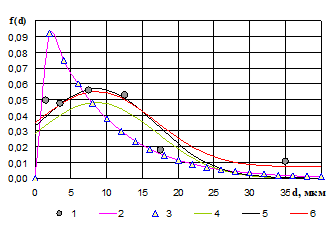
Анализ расположения нормированных значений относительной средней массы, полученных экспериментально и теоретически на графике (рис.4) показал, что необходимо ввести модифицированную функцию.
(24).
где — дополнение.
Для проверки правдоподобия гипотезы о принадлежности опытных данных к заданному виду вероятностного закона используем критерий Пирсона.

(25).
где .
Величины критерия Пирсона для различных законов представлены в табл.8.

Рис. 4. Полигон относительных частот экспериментальных данных и функции плотности распределения для различных законов. 1 — экспериментальные данные, 2 — распределение Вейбулла, 3 — гамма-распределение, 4 — нормальный закон, 5 — нормальный усеченный, 6 — модифицированная функция плотности распределения.

Табличное значение критерия Пирсона для диапазона диаметров частиц [1,5 — 35] при уровне значимости 0,05 и числе степеней свободы (6−2)=4. Следовательно, для этого диапазона диаметров частиц принимается модифицированная функция, т.к. 7,7<9,4.
Табличное значение критерия Пирсона для диапазона частиц [1,5 — 17,5] при уровне значимости 0,05 и числе степеней свободы (5−2)=3. Следовательно, для этого диапазона диаметров частиц принимается нормальное усеченное распределение, т.к. 4,6<7,8.
Окончательно принимаем эмпирические модели для диапазона средних диаметров частиц.
[1,5 — 17,5] -, где ,.
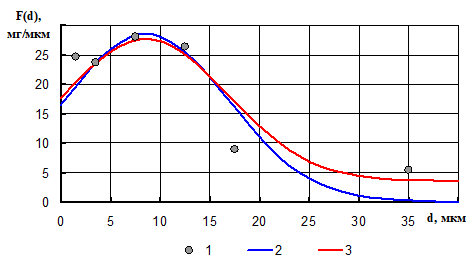
— интеграл вероятности, .

Рис. 5. Экспериментальные значения относительной средней массы частиц и эмпирические зависимости от среднего диаметра частиц 1 — экспериментальные данные, 2 — нормальный усеченный, 3 — модифицированная функция плотности распределения.
Окончательно получаем.

; (26).
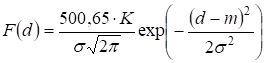
[1,5 — 35] - ,.

где, тогда.

. (27).
Эмпирические зависимости (26), (27) и экспериментальные значения показаны на рис. 5.
- 1. Янке Е. Специальные функции, формулы, графики, таблицы [Текст] / Е. Янке, Ф. Эмде, Ф. Лёщ. — М.: Наука, 1964. — 344 с.
- 2. Справочник по теории вероятностей и математической статистике [Текст] / С. Королюк и др. — М.: Наука, 1985. — 640 с.