Повышение эффективности плоского маятникового шлифования путем ускоренного выхаживания с применением устройств для микроподачи заготовок
Диссертация
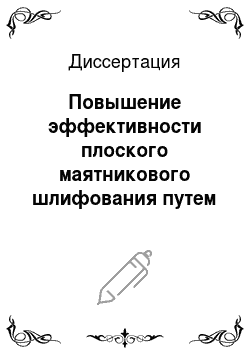
Рис. 1. Факторы, влияющие на эффективность процесса шлифования лов шлифования. В работах Г. Б. Лурье, В. Н. Михелькевича, В. Д. Эльянова, П. П. Переверзева и др. сформирован комплекс технологических ограничений производительности операций шлифования, к важнейшим из которых относятся точность размеров и качество поверхностного слоя обрабатываемой заготовки, количество ступеней цикла, распределение… Читать ещё >
Список литературы
- Абразивная и алмазная обработка материалов: Справочник / Под. ред.
- A. Н. Резникова. М.: Машиностроение, 1977. 391 с.
- Абразивные материалы и инструменты: Каталог справочник. ВНИИ абразивов и шлифования. М.: НИИмаш, 1981. 360 с.
- Аврутин Ю. Д. Формирование шероховатости поверхности деталей при шлифовании периферией круга // СТИН. 1979. № 7. С. 24 27.
- А. с. 1 200 223 РФ, МКИ 6 В 24 В 47/20. Копировочное устройство /
- B.В.Тихомиров, П. Е. Товстик. № 4 309 407/25−07- Заявлено 07.05.84- Опубл. 06.10.85. Бюл. № 47. 7 с.
- А. с. № 1 255 416 СССР, МКИ 4 В 24 Д 3/34, В 24 Д 17/00. Устройство для шлифования / JI. В. Худобин, Е. А. Карев, Г. Р. Муслина, Ю. М. Правиков. № 3 875 922/25−08- Заявлено 01.04.85- Опубл. 07.09.86. Бюл. № 33. 3 с.
- А. с. 1 303 379 СССР, МКИ 7 В 24 В 23/22. Устройство для подачи микроинструмента / А. И. Валидов, Е. Е. Никольский, Е. Г. Сгрунский. № 3 928 102/28−08- Заявлено 11.07.85- Опубл. 15.04.87. Бюл. № 14. 3 с.
- А. с. № 1 328 177 СССР, МКИ 4 В 24 Д 5/06, В 24 Д 17/00. Устройство для комбинированного шлифования / JI. В. Худобин, Е. А. Карев, Г. Р. Муслина. № 3 933 256/25−08- Заявлено 24.07.85- Опубл. 07.08.87. Бюл. № 29. 3 с.
- А. с. 1 366 373 СССР, МКИ 7 В 24 В 47/20. Механизм точных перемещений / Л. Б. Блюмкин. № 4 038 231/25−08- Заявлено 19.03.86- Опубл. 15.01.81. Бюл. № 2. 5 с.
- А. с. 1 367 322 СССР, МКИ 7 В 24 В 47/20. Механизм подачи шлифовального круга / С. М. Соболев, В. П. Довгоборец, А. И. Шилле. № 4 394 625/25−08- Заявлено 05.02.88- Опубл. 30.05.90. Бюл. № 20. 4 с.
- А. с. 1 567 362 СССР, МКИ 7 В 24 В 47/20. Механизм точной подачи / Б. П. Мартынов, Г. В. Фокин, В. Г. Беляев. № 2 783 782/25−08- Заявлено 20.06.79- Опубл. 15.07.81. Бюл. № 26. 5 с.
- А. с. 1 604 582 СССР, МКИ 6 В 24 В 47/20. Устройство для микроподами заготовок при шлифовании / JI. В. Худобин, Е. А. Карев, Ю. В. Псигин, Е. А. Ферапонтов. № 4 415 762/30−08- Заявлено 26.04.88- Опубл. 07.11.90. Бюл. № 41. 5 с.
- А. с. № 1 695 347 СССР, МКИ 4 В 24 Д 5/07. Комбинированный шлифовальный инструмент / JI. В. Худобин, Ю. М. Правиков, Г. Р. Муслина, Е. А. Карев. № 4 458 818/25−08- Заявлено 30.06.88- Опубл. 20.06.89. Бюл. № 23. 3 с.
- А. с. № 1 696 290 СССР, МКИ 4 В 24 Д 5/06, В24 Д 17/00. Комбинированный шлифовальный инструмент / JI. В. Худобин, Е. А. Карев, Г. Р. Муслина, Ю. М. Правиков, Ю. В. Псигин. № 4 755 379/25−08- Заявлено 01.11.89- Опубл. 07.12.91. Бюл. № 45. 3 с.
- А. с. 207 766 СССР, МКИ 7 В 24 В 47/20. Механизм тонкой подачи шлифовальной бабки / Б. Т. Бреев, В И Бобрин. № 924 065/25−08- Заявлено 03.10.64- Опубл. 22.12.67. Бюл. № 2. 5 с.153
- А. с. 764 960 СССР, МКИ 7 В 24 В 47/20. Механизм точной подачи / Б. П. Мартынов, В. Г. Беляев. № 2 578 913/25−08- Заявлено 05.01.78- Опубл. 23.09.80. Бюл. № 20. 3 с.
- Армер А. И. Формирование высоты микропрофиля при шлифовании с микроподачей заготовки // Тез. докл. 35-й научно-технической конф. Ульяновск: УлГТУ, 2001. С. 8 9.
- Аршанский М. М., Щербаков В. П. Вибродиагностика и управление точностью обработки на металлорежущих станках. М.: Машиностроение, 1988. 134 с.
- Ачеркан Н. С. Металлорежущие станки. Т. 2. М.: Машиностроение, 1965. 628 с.
- Ашмарин И. П., Васильев Н. М., Алебасов В. А. Быстрые методы статистической обработки и планирование экспериментов. JL: ЛГУ, 1974. 76 с.
- Белов М. А. Повышение качества шлифованных деталей из корози-онностойких сталей путем рационального применения технологических жидкостей: Дис. канд. техн. наук: 05.02.08. Ульяновск: Ульян, политехи, ин-т, 1986. 254 с.
- Бондарь М. П., Миц Ю. К. Исследование скачкообразного движения при скольжении // СТИН, 1970. № 7. С. 8 9.
- Бреев Б. Т., Гельфельд О. М., Ерохин В. А. Зависимость формы и чистоты поверхности от колебаний шлифовальной бабки // СТИН. 1971. № 8. С. 12−15.
- Бреев Б. Т. Модернизация станков для скоростного шлифования. М.: Машиностроение, 1982. 62 с.
- Ванек И. С. Автоколебания при шлифовании // СТИН. 1975. № 6. С. 24 -27.
- Витенберг Ю. Р. Шероховатость поверхности и методы ее оценки. Л.: Судостроение, 1971. 217 с.
- Гитис В. Н., Чижов Б. Н., Лапидус А. С. Природа возникновения автоколебаний при скольжении узлов станка по направляющим // СТИН. 1988. № 4. С. 18−20.
- Горленко О. А. Модель рабочей поверхности абразивного инструмента // СТИН. 1999. № 2. С. 25 29.
- Грубый С. В., Боговцева Л. П., Костеев В. А. Исследования состояния прецизионных поверхностей, обработанных методом алмазного микроточения // Вестник машиностроения. 1996. № 7. С. 19 24.
- Грубый С. В. Выбор условий алмазного микроточения крупногабаритных поверхностей // Вестник машиностроения. 1994. № 11. С. 40−43.
- Грубый С. В., Милов И. В. Технологические особенности алмазного микроточения крупногабаритных прецизионных поверхностей // Вестник машиностроения. 1995. № 6. С. 37 40.
- Дунин-Барковский И. В., Карташова А. Н. Измерения и анализ шероховатости, волнистости и некруглости поверхности. М.: Машиностроение, 1978. 232 с.
- Евсеев Д. Г., Сальников А. Н. Физические основы процесса шлифования. Саратов: Изд-во Сарат. ун-та, 1978. 125 с.
- Ефимов В. В. Модель процесса шлифования с применением СОЖ. Саратов: Изд-во Сарат. ун-та, 1992. 132 с.
- Заявка № 2 001 108 640/02(9 015) РФ, МПК 7 В 24 В 1/00, В 24 В 7/02. Способ шлифования плоских поверхностей / JI. В. Худобин, Ю. В. Пси-гин, А. И. Армер. Заявлено 30.03.2001- Положительное решение 06.06.2002.
- Заявка № 2 001 117 244/02(17 892) РФ, МПК 7 В 24 В 1/00, В 24 В 7/02. Способ шлифования плоских поверхностей / JI. В. Худобин, Ю. В. Пси-гин, А. И. Армер. Заявлено 19.06.2001- Положительное решение 06.06.2002.
- Заявка № 2 001 117 245/02(17 893) РФ, МПК 7 В 24 В 47/20. Устройство для микроподачи заготовок при шлифовании / JI. В. Худобин, Ю. В. Пси-гин, А. И. Армер. Заявлено 19.06.2001- Положительное решение 06.06.2002.
- Зубарев Ю. М. Высокопроизводительное шлифование быстрорежущих сталей. Л: ЛДНТП, 1985. 24 с.
- Зубарев Ю. М., Приемышев, А В., Звоновских В. В. Повышение производительности при шлифовании сталей и сплавов. JI.: Машиностроение, 1991. 27с.
- Иванов Г. М., Левит Д. Г. Сверхпрецизионное оборудование // СТИН. 1997. № 2. С. 10−18.
- Ильицкий В. Б., Микитянский В. В., Сердюк Л. М. Станочные приспособления. Конструкторско-технологическое обеспечение эксплуатационных свойств. М.: Машиностроение, 1989. 207 с.
- Исаев А. И., Силин С. С. Методика расчета температур при шлифовании // Вестник машиностроения. 1957. № 5. С. 24 28.
- Карабчиевский Л. П., Воскресенский Л. А. Автоматизация шлифовальных станков. М.: Машиностроение, 1982. 95 с.
- Каширская В. В. Расчет колебаний несущих систем станков под воздействием импульсных возмущений // СТИН. 1986. № 12. С. 3 7.
- Кащук В. А., Верещагин А. Б. Справочник шлифовщика. М.: Машиностроение, 1988. 480 с.
- Кедров С. С. Колебания металлорежущих станков. М.: Машиностроение, 1978. 199 с.
- Кей Д., Леби Т. Таблицы физических и химических постоянных. М.: Машиностроение, 1962. 247с.
- Клячко А. Б. О прецизионности. М.: Знание, 1976. 64 с.
- Коваленко А. В. Точность обработки на станках и стандарты. М.: Машиностроение, 1992. 159 с.
- Комисаржевская В. Н., Лурье Г. Б. Высокопроизводительное шлифование. М.: Машиностроение, 1976. 124 с.
- Королев А. В. Исследование процессов образования поверхностей инструмента и детали при абразивной обработке. Саратов: Изд-во Сарат. унта, 1975. 180 с.
- Корчак С. Н. Производительность процесса шлифования стальных деталей. М.: Машиностроение, 1974. 276 с.
- Кочинев Н. А. Исследование явлений на фрикционном контакте при тро-гании с места узлов металлорежущих станков: Автореф. дис. канд. техн. наук. М.: Мосстанкин, 1971. 19 с.
- Крагельский И. В., Добычин М. Н., Комбалов В. С. Основы расчетов на трение и износ. М.: Машиностроение, 1967. 359 с.
- Кудасов Р. Ф. Плоское шлифование. М.: Машиностроение, 1967. 280 с.
- Кудинов В. А. Динамика станков. М.: Машиностроение, 1967. 359 с.
- Кудинов В. А. Качественная идентификация вибраций и форм потери виброустойчивости в станках // СТИН. 1999. № 7. С. 15−21.
- Кудинов В. А. О скачке силы трения при переходе от покоя к скольжению // СТИН. 1993. № 6. С. 2 6.
- Лурье Г. Б. Управление качеством обработки абразивными инструментами. М.: Машиностроение, 1983. 44 с.
- Лурье Г. Б. Шлифование металлов. М.: Машиностроение, 1969. 171 с.
- Лыков А. В. Теория теплопроводности. М.: Высшая шк., 1967. 175 с.
- Маслов Е. Н., Голубева М. В. Шлифовальная обработка в гибких производственных системах. М.: Машиностроение, 1991. 53 с.
- Маслов Б. Н. Теория шлифования металлов. М.: Машиностроение, 1974. 319 с.
- Маталин А. А. Технология машиностроения. М.: Машиностроение, 1985. 513 с.
- Межотраслевая инструкция по испытаниям новых СОЖ на технологическую эффективность при шлифовании. Киев: ВНИИПКНЕФТЕХИМ, 1981. 37 с.
- Методика выбора и оптимизации контрольных параметров технологических процессов (РДМУ 109−77). М.: Изд-во стандартов, 1978. 64 с.
- Микро, нано и еще меньше // Наука и жизнь. 1998. № 11. С. 61 63.
- Михелькевич В. Н. Автоматическое управление шлифованием. М.: Машиностроение, 1975. 303 с.
- Миц Ю. К. Определение неравномерности перемещений узлов станков // СТИН. 1972. № 5. С. 21.156
- Немилов Е. Ф. Справочник по электроэрозионной обработке материалов. JL: Машиностроение, 1989. 164 с.
- Николаенко А. А. Моделирование и расчет высокопроизводительных автоматических циклов плоского глубинного профильного шлифования для станков с ЧПУ: Дис. докт. техн. наук: 05.02.08. Челябинск: ЧГТУ, 1998. 349 с.
- Никольский А. А. Новые высокоточные электроприводы с пьезокомпенса-торами для станков, механизмов и приборов // Электротехника. 1993. № 1. С. 27−31.
- Новоселов Ю. К., Татаркин Е. Ю. Обеспечение стабильности точности деталей при шлифовании / Под ред. А. В. Королева. Саратов: Изд-во Сарат. ун-та, 1988. 126 с.
- Обработка металлов резанием: Справочник технолога / Под общ. ред. А. А. Панова. М.: Машиностроение, 1988. 287 с.
- Обработка резанием жаропрочных, высокопрочных и титановых сплавов / Под ред. Н. И. Резникова. М.: Машиностроение, 1972. 200 с.
- Общемапшностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Протяжные, шлифовальные и доводочные станки. М.: Машиностроение, 1978. 360 с.
- Общемашиностроительные нормативы режимов резания для технического нормирования работ на шлифовальных и доводочных станках. М.: НИИт-руда, 1967. 203 с.
- Общемашиностроительные нормативы режимов резания и времени для технического нормирования работ на шлифовальных станках. М.: Машиностроение, 1962. 198 с.
- Общемашиностроительные нормативы времени для технического нормирования работ на металлорежущих станках. М.: Машиностроение, 1967. 187 с.
- Общеманшностроительные нормативы времени для технического нормирования работ на шлифовальных и доводочных станках. Среднесерийное, мелкосерийное и единичное производство. М.: НИИтруда, 1986. 375 с.
- Основы технологии машиностроения / Под ред. В. С. Корсакова. Учеб. для вузов. М.: Машиностроение, 1977. 342 с.
- Островский В. И. Теоретические основы процесса шлифования. М.: Изд-во ЛГУ, 1981. 144 с.
- Патент RU 2 092 298 РФ, МКИ 6 В 24 В 47/20. Устройство для микроподачи заготовок при шлифовании / JI. В. Худобин, Ю. В. Псигин. № 95 109 317/02- Заявлено 06.06.95- Опубл. 10.10.97. Бюл. № 28. 6 с.
- Патент RU 2 092 299 РФ, МКИ 6 В 24 В 47/20. Устройство для микроподачи заготовок при шлифовании / JI. В. Худобин, Ю. В. Псигин, А. А. Му-кин. № 5 109 506/02- Заявлено 06.06.95- Опубл. 10.10.97. Бюл. № 28. 6 с.
- Патент RU 2 151 683 РФ, МКИ 7 В 24 В 47/20. Устройство для микроподачи заготовок при шлифовании / JL В. Худобин, Ю. В. Псигин, А. И. Ар-мер. № 98 117 013/02- Заявлено 11.09.98- Опубл. 27.06.2000. Бюл. № 18. 6 с.
- Патент RU 2 151 684 РФ, МКИ 7 В 24 В 47/20. Устройство для микроподачи заготовок при шлифовании / JI. В. Худобин, Ю. В. Псигин, А. И. Ар-мер. № 98 117 015/02- Заявлено 11.09.98- Опубл. 27.06.2000. Бюл. № 18. 6 с.
- Патент RU 2 154 567 РФ, МКИ 7 В 24 В 47/20. Устройство для микроподачи заготовок при шлифовании / JI. В. Худобин, Ю. В. Псигин, А. И. Ар-мер. № 99 104 379/02- Заявлено 02.03.99- Опубл. 20.08.2000. Бюл. № 23. 6 с.
- Патент RU 2 156 185 РФ, МКИ 7 В 24 В 47/20. Устройство для микроподачи заготовок при шлифовании / JL В. Худобин, Ю. В. Псигин, А. И. Ар-мер. № 99 104 378/02- Заявлено 02.03.99- Опубл. 20.09.2000. Бюл. № 26. 6 с.
- Патент RU 2 167 042 РФ, МКИ 7 В 24 В 47/20. Устройство для микроподачи заготовок при шлифовании / JI. В. Худобин, Ю. В. Псигин, А. И. Ар-мер. № 99 122 132/02- Заявлено 22.10.99- Опубл. 22.05.2001. Бюл. № 14. 5 с.
- Патент RU 2 167 043 РФ, МКИ 7 В 24 В 47/20. Устройство для микроподачи заготовок при шлифовании / JL В. Худобин, Ю. В. Псигин, А. И. Ар-мер, О. А. Власов. № 99 126 030/02- Заявлено 10.12.99- Опубл. 20.05.2001. Бюл. № 14. 5 с.
- Патент RU 2 177 398 РФ, МКИ 7 В 24 В 47/20. Устройство для микроподачи заготовок при шлифовании / JI. В. Худобин, Ю. В, Псигин, А. И. Ар-мер, О. А. Власов. № 2 000 117 185/02- Заявлено 27.06.2000- Опубл. 27.12.2001. Бюл. № 36. 6 с.
- Патент RU 2 177 399 РФ, МКИ 7 В 24 В 47/20. Устройство для микроподачи заготовок при шлифовании / Л. В. Худобин, Ю. В. Псигин, А. И. Ар-мер, О. А. Власов. № 2 000 117 185/02- Заявлено 27.06.2000- Опубл. 27.12.2001. Бюл. № 36. 6 с.
- Патент RU 2 177 400 РФ, МКИ 7 В 24 В 47/20. Устройство для микроподачи заготовок при шлифовании / JI. В. Худобин, Ю. В. Псигин, А. И. Ар-мер, О. А. Власов. № 2 000 117 185/02- Заявлено 27.06.2000- Опубл. 27.12.2001. Бюл. № 36. 6 с.
- Патент RU 2 185 948 РФ, МКИ 7 В 24 В 47/20. Устройство для микроподачи заготовок при шлифовании / JI. В. Худобин, Ю. В. Псигин, А. И. Ар-мер. № 2 001 108 639/02- Заявлено 30.03.2001- Опубл. 27.07.2002. Бюл. № 21. 5 с.
- Переверзев П. П. Теория и расчет оптимальных циклов обработки деталей на крутлошлифовальных станках с программным управлением: Дис. докт. техн. наук: 05.02.08. Челябинск: ЧГТУ, 1999. 294 с.
- Пилинский В. И., Донец И. П. Производительность, качество и эффективность скоростного шлифования. М.: Машиностроение, 1986. 79 с.
- Плужников А. И. Точность и оптимизация кинематических цепей станков. М.: Машиностроение, 1983. 176 с.
- Пресс Ф. П. Фотолитографические методы в технологии полупроводниковых приборов и интегральных микросхем // Советское радио. 1978. № 5. С. 18−22.
- Прилуцкий В. А. Технологические методы снижения волнистости поверхностей. М.: Машиностроение, 1978. 135 с.
- Проектирование технологии / Под общ. ред. Ю. М Соломенцева. М.- Машиностроение, 1990. 356 с.
- Псигин Ю. В., Армер А. И. Анализ методов обеспечения плавного перемещения узлов и деталей металлорежущих станков // Тез. докл. 33-й научно-технической конф. Ульяновск: УлГТУ, 1999. С. 19 20.
- Псигин Ю. В., Армер А. И., Бибкин В. В. Влияние непрерывной подачи заготовок на температурный режим плоского шлифования // Вузовская наука в современных условиях. Тез. докл. 35-й научно-технической конф. Ульяновск: УлГТУ, 2001. С. 7 8.
- Псигин Ю. В., Армер А. И., Бибкин В. В. Устройство для микроподачи заготовок на операциях плоского шлифования // Научно-технический калейдоскоп. 2002. № 1. С. 12−16.
- Псигин Ю. В., Армер А. И., Бибкин В. В. Шероховатость плоских поверхностей, шлифованных с ускоренным выхаживанием // Вестник УлГТУ. 2002. № 1 (73). С. 63 67.
- Псигин Ю. В., Армер А. И., Власов О. А. Шероховатость поверхностей, шлифованных с применением устройства для микроподачи заготовок // Вестник УлГТУ. 2000. № 4. С. 61 64.
- Псигин Ю. В., Армер А. И. К вопросу о технологических возможностях устройств для микроподачи заготовок // Тез. докл. 32-й научно-технической конф. Ульяновск: УлГТУ, 1998. С. 14−15.
- Псигин Ю. В., Армер А. И. Прогрессивная оснастка для плоского шлифования // Новые методы, средства и технологии в науке, промышленности и экономике. Тез. докл. научно-практической конф. с международным участием. Ульяновск: УлГТУ, 1997. С. 36 37.
- Псигин Ю. В., Армер А. И. Расчет величины перемещения заготовки при плоском шлифовании с устройством для микроподачи // Тез. докл. 34-й научно-технической конф. Ульяновск: УлГТУ, 2000. С. 15 16.
- Пустыльник Е. И. Статические методы анализа и обработки наблюдений. М.: Наука, 1968. 288 с.
- Пуш А. В. Основные принципы проектирования прецизионных и сверхпрецизионных станков // СТИН. 1999. № 3. С. 12 15.
- Пуш В. Э. Автоматические станочные системы. М.: Машиностроение, 1982.319 с.
- Пуш В. Э. Малые перемещения в станках. М.: Машгиз, 1961. 124 с.
- Радиоэлектроника за рубежом / Информационный бюл. № 4. М.: НИИЭИР, 1978. 40 с.
- Расчеты экономической эффективности новой техники: Справочник / Под общ. ред. К. М. Великанова. JL: Машиностроение, 1990. 440 с.
- Режимы резания металлов: Справочник / Под ред. Ю. В. Барановского. М.: Машиностроение, 1972. 407 с.
- Режимы резания труднообрабатываемых материалов: Справочник / Я. JI. Гуревич, М. В. Горохов, В. И. Захаров и др. М.: Машиностроение, 1986. 240 с.
- Режимы резания труднообрабатываемых материалов: Справочник / Я. JI. Гуревич и др. М.: Машиностроение, 1976. 175 с.
- Рыжов Э. В. Контактная жесткость деталей машин. М. .Машиностроение, 1966. 253 с.
- Резников А. Н., Резников JI. А. Тепловые процессы в технологических системах / Учеб. для вузов. М.: Машиностроение, 1990. 288 с.
- Решетов Д. Н., Портман В. Т. Точность металлорежущих станков. М.: Машиностроение, 1986. 336 с.
- Ривин Е. И. Динамика привода станков. М: Машиностроение, 1966. 235 с.
- Сарайкин А. М., Ивашинников В. Т., Пономарева А. Н., Фролов JI. Б. Исследование процесса скоростного шлифования деталей машин // Прогрессивная технология чистовой и отделочной обработки. Сб. научных трудов. Челябинск: ЧГТУ, 1974. С. 186 188.
- Силин С. С., Леонов Б. Н., Хрульков В. А. Оптимизация технологии глубинного шлифования. М: Машиностроение, 1989. 118 с.
- Сипайлов В. А. Тепловые процессы при шлифовании и управление качеством поверхности. М.: Машиностроение, 1978. 167с.
- Смазочно-охлаждающие технологические средства для обработки металлов резанием: Справочник / Под ред. С. Г. Энтелиса, Э. М. Берлинера. М.: Машиностроение, 1986. 352 с.
- Соколовский А. П. Научные основы технологии машиностроения. М.: Машиностроение, 1955. 515 с.
- Справочник металлиста. Т. 2. / Под ред. А. Г. Рахштадта, В. А. Бростре-ма. М.: Машиностроение, 1976. 720 с.
- Справочник по технологии резания материалов. В 2-х кн. / Под ред. Г. Шпура, Т. Штеферле- Пер. с нем. под ред. Ю. М. Соломенцева. М.: Машиностроение, 1985.
- Справочник технолога-машиностроителя. Т. 1. / Под ред. А. Г. Косило-вой. М.: Машиностроение, 1985. 656 с.
- Справочник шлифовщика / Л. М. Кожуро, А. А. Панов, Э. И. Ремизов-ский, П. С. Чистосердов // Под общ. ред. П. С. Чистосердова. Минск: Высшая шк., 1981. 287 с.
- Технико-экономические расчеты в машиностроении: Учебное пособие для вузов /Н. С. Поковенко. Киев- Одесса: Вшцашк., 1987. 192 с.
- Титце У., Шенк К. Полупроводниковая схемотехника: Справочник. М.: Мир, 1982.512 с.
- Трошенский С. П. Расчеты точности обработки на металлорежущих станках. М.: Машиностроение, 1964. 200 с.
- ФарзанеН. Г., Ильясов JI. В., Азим-Заде А. Ю. Технологические измерения и приборы. М.: Высшая шк, 1989. 456 с.
- Филимонов JI. Н. Высокоскоростное шлифование. JL: Машиностроение, 1979. 248 с.
- Филимонов JI. Н. Стойкость шлифовальных кругов. JL: Машиностроение, 1973. 136 с.
- Хромотитанистый электрокорунд и инструменты из него. Технологические инструкции / Под ред. А. М. Карташева. М.: Машиностроение, 1968. 157 с.
- Худобин Л. В., Гурьянихин В. Ф., Берзин В. Р. Курсовые и дипломные проекты с развитой научно-исследовательской частью: Учебное пособие. Ульяновск: УлГТУ, 1998. 84 с.
- Худобин Л. В. Исследование процесса шлифования с целью повышения его эффективности. Дис. докт. техн. наук: 05.02.08. Ульяновск: Ульяновский политехнический ин-т., 1968. В 2-х т.
- Худобин Л. В., Псигин Ю. В, Мукин А. А. Эффективность применения устройств для микроподачи заготовок // Машиностроитель. 1996. № 2. С. 28−29.
- Худобин Л. В. Пути совершенствования технологии шлифования. Саратов: Изд-во Сарат. ун-та, 1969. 213 с.
- Худобин Л. В., Фрагин И. Е. К вопросу об анализе рабочих циклов автоматизированных круглошлифовальных станков // Научные доклады высшей школы. Машиностроение и приборостроение. 1958. № 4. С. 134−143.
- Чернянский П. М., Распопова Н. П. Силовые смещения и жесткость технологической системы // СТИН. 1998. № 12. С. 13 17.
- Черпаков Б. И., Иванов Г. М. Прогресс в сверхпрецизионной технике // СТИН. 1992. № 10. С. 37 39.161
- Шустер В. Г., Левин А. И., Шапакина Г. В. Автоматизированный расчет плавности перемещений узлов металлорежущих станков // СТИН. 1983. № 8. С. 24−26.
- Эльянов В. Д. Шлифование в автоматическом цикле. М.: Машиностроение, 1981. 104 с.
- Эльясберг М. Е. Автоколебания металлорежущих станков. Теория и практика. СПб.: Особое КБ станкостроения, 1993. 180 с.
- Эльясберг М. Е. Расчет механизмов подачи металлорежущих станков на плавность и чувствительность перемещения // Станки и инструмент. 1951. № 11. С. 1 7. № 12. С. 6 — 9.
- Явленский К. Н., Явленский А. К. Вибродиагностика и прогнозирование качества механических систем. Л.: Машиностроение, 1983. 239 с.
- Якимов А. В. и др. Теплофизика механической обработки: Учебное пособие. Одесса: Лыбидь, 1991. 240 с.
- Якимов А. В. Прерывистое шлифование. Киев Одесса: Лыбидь, 1986. 175 с.
- Якир М. Е. Повышение жесткости гидростатических направляющих: Сб. Динамика станков / Под ред. В, А Кудинова. М.: Машиностроение, 1970. С. 252−263.
- An angstrompositioning system using a twist-roller friction drive / Mizumoto Hiroshi // Precision engenearing. 1995. № 1. P. 57 62.
- A piezomotor-based versatile positioner for SPM / V. N. Yakimov // Measuremant scintific and technologe. 1997. № 3. P. 338 339.
- Cheng Lianglum. Precision tehnologe of grinding // High tehnologe letter, 1997. № 10. P. 16−19.
- Jang F., Zhang В., Wang J., Zhu Z., Monahan R. The effect of grinding machine stiffness on surface integrity of silicon nitride // Journal of manufacturing science and engineering. 2001. P. 591 601.
- Pneumatic micro wobble motor / Suzumori Koichi // Precision engenearing. 1995. № 7. P. 32−38.
- Saeki Morihiko. Finishing technologe of glass // Nihon hikai gankai ronbunshu Japan. 1997. № 612. P. 2905 2910.
- Wang S.H. Superprecision finishing of glass // Technologe Japan. 1995. № 6. P. 62−65.