Фрезерные станки.
Технологические процессы в машиностроении

Вертикальная стойка; 2 — головка; 3 — шпиндель; 4 — стол; 5 — каретка; 6 — консоль; 7 — станина Этот станок также состоит из станины 7, в которой смонтирована коробка скоростей. Шпиндельная головка 2 находится в верхней части станины, она может поворачиваться вокруг горизонтальной оси. Заготовку размещают на столе 4 смонтированном на консоли 6. Она может совершать движение подачи в трех… Читать ещё >
Фрезерные станки. Технологические процессы в машиностроении (реферат, курсовая, диплом, контрольная)
Фрезерная группа станков включает: вертикальнои горизонтально-фрезерные консольные, вертикальные бесконсольные, консольные широкоуниверсальные, продольно-фрезерные, непрерывного действия (барабанного и карусельного), копировальные и гравировальные; шпоночно-фрезерные, резьбо-фрезерные и др.
К консольным фрезерным станкам относятся горизонтально-, вертикальнои универсально-фрезерные. Они получили свое название от консольного кронштейна (консоли), перемещающегося по вертикальным направляющим станины станка и служащего опорой для горизонтальных перемещений стола.
Схема горизонтально-фрезерного станка приведена на рис. 11.48. Станок может работать цилиндрическими, дисковыми и торцевыми фрезами.

Рис. 11.48. Горизонтальный консольно-фрезерный станок:
1 — шпиндель; 2 — хобот; 3 — поддержка; 4 — вертикальные направляющие; 5 — стол; 6' - каретка; 7 — консоль; 8 — станина Он состоит из станины 8, в которой размещена коробка скоростей. По вертикальным направляющим 4, смонтированным на станине, перемещается консоль 7. На ней смонтирована каретка 6, а на каретке — стол 5. На нем крепят заготовку, которая с помощью механизмов стола получает подачу в трех направлениях — продольном, поперечном и вертикальном. Коробка подач размещена внутри консоли. В верхней части станины расположен хобот 2, по направляющим которого перемещается подвеска. Шпиндель 1 расположен горизонтально и получает вращение.
Универсально-фрезерные станки отличаются от горизонтально-фрезерных тем, что у них шпиндельная головка может осуществлять поворот относительно горизонтальной оси. Пример универсально-фрезерного станка показан на рис. 11.49.

Рис. 11.49. Универсально-фрезерный консольный станок.
На вертикально-фрезерных станках шпиндель расположен вертикально, т. е. перпендикулярно рабочей плоскости стола (рис. 11.50).

Рис. 11.50. Вертикальный консольно-фрезерный станок:
1 — вертикальная стойка; 2 — головка; 3 — шпиндель; 4 — стол; 5 — каретка; 6 — консоль; 7 — станина Этот станок также состоит из станины 7, в которой смонтирована коробка скоростей. Шпиндельная головка 2 находится в верхней части станины, она может поворачиваться вокруг горизонтальной оси. Заготовку размещают на столе 4 смонтированном на консоли 6. Она может совершать движение подачи в трех плоскостях. В консоли смонтирована и коробка подач.
В отличие от консольных фрезерных станков, где деталь закрепляют на консольно установленном столе, испытывающем значительные изгибающие нагрузки, у бесконсольных станков стол смонтирован непосредственно на станине.
Вертикальные бесконсольно-фрезерные станки (рис. 11.51) используют для обработки деталей большой массы и размеров. Стол 2 продольно перемещается вдоль горизонтальных направляющих салазок, которые поперечно перемещаются по направляющим станины 1. Шпиндельная головка 4 вертикально перемещается по стойке 3.

Рис. 11.51. Вертикальный бесконсольно-фрсзерный станок:
1 — станина; 2 — стол; 3 — вертикальная стойка; 4 — шпиндельная головка.
Продольно-фрезерные станки также используют для обработки заготовок большой массы и размеров. Они бывают однои двухстоечные. На рис. 11.52 показан двухстоечный продольно-фрезерный станок.
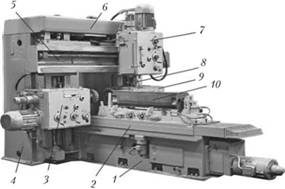
Рис. 11.52. Продольно-фрезерный станок:
1 — станина; 2 — стол; 3, 9 — горизонтальные шпиндельные головки; 4, 8 — стойки; 5 — траверса; 6 — поперечина; 7 — вертикальный шпиндель; 10 — обрабатываемая заготовка На станине 1 смонтированы стойки 4 и 8, которые скреплены сверху поперечиной 6. По их направляющим может перемещаться траверса 5, на которой установлена фрезерная головка 7 с вертикальным шпинделем. Головка в свою очередь может перемещаться по направляющим траверсы. На направляющих стойках смонтированы две горизонтальные шпиндельные головки 3 и 9. Фрезерные головки поворотные. Обрабатываемую заготовку 10 закрепляют на столе 2.
Она получает только продольное перемещение, что является особенностью этих станков.
Главным движением является вращение шпинделей. Каждая фрезерная головка имеет индивидуальный привод. Во время работы станка траверса зажимается на стойках. Движение вертикальной подачи боковых (горизонтальных) головок осуществляется от одного регулируемого электродвигателя, подача вертикальных головок — от индивидуальных регулируемых электродвигателей. Траверса перемещается от самостоятельного привода.
На станках непрерывного действия съем обработанных деталей, установка и закрепление заготовок проводятся без их остановки. Они используются для фрезерования плоских поверхностей больших партий однотипных деталей.
Фрезерные станки непрерывного действия подразделяются на карусельно-фрезерные и барабанно-фрезерные.
Карусельно-фрезерный станок (рис. 11.53) имеет круглый стол 1, ось которого расположена вертикально.
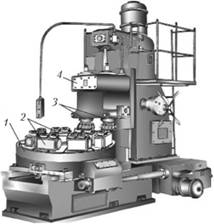
Рис. 11.53. Карусельно-фрезерный станок:
1 — стол; 2 — заготовки; 3 — шпиндели; 4 — фрезерная головка Обрабатываемые заготовки 2 закрепляют на столе, который медленно непрерывно вращается. Фрезы устанавливают в двух шпинделях 3 фрезерной головки 4. Одной фрезой осуществляют черновое фрезерование, другой — чистовое. Шпиндели вращаются от электродвигателя через коробку скоростей, стол — от самостоятельного привода.
Снятие готовых деталей и установку новых заготовок проводят в загрузочной позиции без остановки станка, чем достигается значительное сокращение вспомогательного времени и повышение производительности обработки.
Барабанно-фрезерные станки применяют для одновременной обработки двух параллельных торцовых плоскостей небольших корпусных деталей, торцов валов и др. Особенностью конструкции этой разновидности станков является наличие четырех, шести или восьмигранного барабана диаметром 500−2000 мм, ось вращения которого расположена горизонтально.
Заготовки устанавливают на гранях барабана, и они медленно вращаются вместе с ним, осуществляя круговую подачу. Обработка ведется одной или несколькими фрезерными головками.
На рис. 11.54 приведена одна из конструкций барабаннофрезерного станка. На гранях барабана 4 закрепляют заготовки 2 и сообщают ему медленное вращательное движение (движение подачи). Барабан закреплен на валу 5. Каждая из двух торцовых поверхностей заготовки обрабатывается последовательно двумя фрезерными головками 3, установленными на стойках 1.
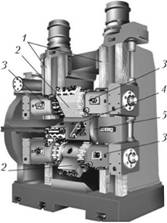
Рис. 11.54. Барабанно-фрезерный станок:
1 — стойки; 2 — заготовки; 3 — фрезерные головки; 4 — барабан; 5 — вал барабана Приспособления для выполнения фрезерных работ отличаются большим разнообразием. Наряду с приспособлениями с ручным зажимом заготовки (например, универсально-поворотными тисками) применяют приспособления с гидравлическим или пневматическим зажимом.