Термическое воздействие (нагрев, охлаждение) для выполнения технологических операций
Пластическое деформирование выполняется в интервале температур Тн… Тк (температуры начала и конца деформации соответственно). Температура нагрева — это температура начала обработки давлением. При выполнении горячей деформации (см. 3.5.3) температура деформации (Тд) должна превышать температуру рекристаллизации (Тр), чтобы при деформировании не возникал паклен. Вместе с тем она должна быть ниже… Читать ещё >
Термическое воздействие (нагрев, охлаждение) для выполнения технологических операций (реферат, курсовая, диплом, контрольная)
Изменение температуры вызывает изменение свойств металлических и неметаллических материалов, размеров деталей. Этим пользуются для проведения ряда операций, выполняемых при температурах, отличных от цеховой. К таким операциям, в частности, относятся обработка давлением, некоторые сборочные операции, когда необходимо обеспечить натяг в соединении и др.
Нагрев для обработки давлением
Нагрев металла осуществляют для повышения его пластичности и уменьшения усилий деформирования при обработке давлением. Так, нагрев стали до температур горячей деформации снижает сопротивление деформированию в 15…20 раз и повышает пластичность почти в два раза (при 1100 °C предел прочности стали 15 снижается от — 440 до — 24 МПа, а относительное удлинение увеличивается с 33 до 58%).
Пластическое деформирование выполняется в интервале температур Тн…Тк (температуры начала и конца деформации соответственно). Температура нагрева — это температура начала обработки давлением. При выполнении горячей деформации (см. 3.5.3) температура деформации (Тд) должна превышать температуру рекристаллизации (Тр), чтобы при деформировании не возникал паклен. Вместе с тем она должна быть ниже температуры начала плавления (температура солидус) (Тпл), чтобы не происходило оплавления, т. е. Т < Тд < Тпл (для углеродистых сталей линия солидус — линия АЕ на диаграмме «Fe — Fe3C», выше которой в структуре присутствует жидкость).
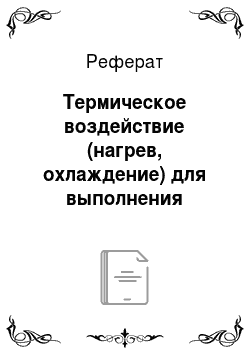
Реально температура нагрева должна быть ниже температуры солидус сплава на 50…100 °С. При более высокой температуре может возникнуть " пережог" (рис. 15.3), т. е. окисление границ зерен, и, как следствие, сильное охрупчивание металла. Пережог — это неисправимый брак, металл не годен для использования.
Длительное пребывание металла при высокой температуре приводит к перегреву — значительному росту зерна, снижению механических свойств и пластичности металла. Перегрев может быть исправлен отжигом (см. 5.5.1).
Температура конца деформации должна немного превышать температуру рекристаллизации: Тк > Тр. Деформация при более низких температурах вызовет наклеп, т. е. снижение пластичности металла. При этом возникает опасность образования трещин.
Таким образом, горячую пластическую деформацию проводят в температурном интервале: температура начала деформации ограничивается температурой плавления, температура окончания деформации — температурой рекристаллизации. Это означает, что пластическая деформация различных металлов и сплавов на их основе проводится при разных температурах, которые могут отличаться весьма существенно (табл. 15.3).
Рис. 15.3. Температурный интервал горячей обработки сталей давлением.
Таблица 153
Интервал температур горячей деформации
Материал. | Температура деформации, °С. | |
начала. | конца. | |
Стали. | ||
У11, У12. | 1075… И 00. | 770…860. |
9ХС. | 1100…1140. | 800…870. |
Р18. | 1150…1200. | 900…920. |
Сплавы на основе алюминия. | ||
AMц. | ||
Д16. | ||
Сплавы на основе магния. | ||
MAl. | ||
МАЗ. | ||
Медь и сплавы на ее основе. | ||
Медь. | ||
Латунь Л70. | ||
Бронза Бр. ОЦ 4−3. | ||
Если в процессе деформации температура металла понизилась до Тк, а необходимые размеры заготовки еще не получены, цикл «нагрев — деформация» выполняется неоднократно (рис. 15.4).

Рис. 15.4. Схема горячей деформации с двумя нагревами.