Производственное оборудование и производственные площади
Показатели интенсивного использования оборудования характеризуют степень использования оборудования по мощности. Уровень использования оборудования по мощности характеризуется коэффициентом интенсивного использования оборудования () и определяется как отношение фактической мощности оборудования () к его потенциальной (паспортной, нормативной) мощности (): Изучение структуры оборудования… Читать ещё >
Производственное оборудование и производственные площади (реферат, курсовая, диплом, контрольная)
К производственному оборудованию относят рабочие машины и оборудование, измерительные и регулирующие приборы и устройства, лабораторное оборудование, вычислительную технику, подъемно-транспортное и погрузочно-разгрузочное оборудование. Рабочие машины и оборудование (производственное оборудование) — наиболее активная часть основных фондов, предназначенная для непосредственного производства продукции. Поставщиком производственного оборудования является машиностроение.
Производственное оборудование разнообразно. Это обусловливает необходимость его классификации. Так, производственное оборудование делят:
- • по способу воздействия на предмет труда — на механическое, термическое, химическое;
- • уровню специализации — универсальное, специализированное;
- • роду обрабатываемого материала — металлообрабатывающее (металлорежущее, кузнечно-прессовое, литейное, электросварочное), деревообрабатывающее;
- • сроку службы (до 5 лет, 5−10, 10−15, 15−20 лет, свыше 20);
- • техническому совершенству — технически совершенное, требующее модернизации, устаревшее оборудование, модернизация которого нецелесообразна;
- • техническому состоянию — исправное, пригодное для работы оборудование, оборудование, требующее капитального ремонта, негодное оборудование, подлежащее списанию.
Для анализа использования оборудования рассмотрим структуру парка оборудования (рис. 7.2).
Наличное оборудование — оборудование, числящееся на балансе предприятия, внесенное в инвентарные списки, независимо от состояния и места нахождения.
Установленное оборудование — станки, машины, механизмы, сданные в эксплуатацию. Моментом сдачи оборудования в эксплуатацию считают дату акта ввода его в действие. Оборудование, не требующее монтажа, считается установленным с момента сдачи в эксплуатацию.

Рис. 7.2. Структура парка оборудования.
В составе установленного оборудования выделяют:
- • фактически работающее, т. е. непосредственно используемое в производстве;
- • находящееся в простое — не работающее по различным причинам (аварии, отсутствие работы, отсутствие работников, внеплановые ремонты, ожидание ремонта и т. д.);
- • проходящее плановый ремонт;
- • находящееся в резерве — установленное исправное и заправленное оборудование, которое числится в технологическом резерве. К этой группе относят оборудование, находящееся на консервации. Следует иметь в виду, что резервное оборудование не учитывается при расчете производственной мощности.
Неустановленное оборудование — является составной частью наличного оборудования и подразделяется на подлежащее установке, излишнее и подлежащее списанию.
Изучение структуры оборудования необходимо для анализа степени его использования, а следовательно, для разработки мероприятий по улучшению использования. Для анализа уровня использования оборудования применяется коэффициент использования парка установленного оборудования по численности ( ):
):

где:  - фактически работающее оборудование;
- фактически работающее оборудование;  - установленное оборудование.
- установленное оборудование.
Коэффициент использования парка оборудования показывает долю фактически работающего в общем объеме установленного оборудования. Соответственно, разница между 1 и этим коэффициентом показывает долю неработающего оборудования.
Обобщающей характеристикой использования парка оборудования является коэффициент сменности, который показывает сколько в среднем смен в течение суток работает оборудование. Коэффициент сменности рассчитывается только в дискретных производствах.
Коэффициент сменности определяется в двух вариантах: исходя из численности установленного оборудования или исходя из численности работавшего оборудования.
А предприятиям следует проводить специальные суточные обследования использования оборудования и по данным о распределении работавшего оборудования по числу смен определять коэффициенты сменности.
Пример
В цехе установлено 100 единиц оборудования.
Из них в день обследования работало в одну смену — 55, в две смены — 30, три смены — 10. Итого 95 единиц.
Коэффициент сменности, рассчитанный по установленному оборудованию, составит:
К= (55 • 1 + 30 • 2 + 10 • 3) / 100 = 145 / 100 = 1,45.
Числитель дроби представлен суммой произведений числа станков и числа смен их работы, т. е. числом отработанных станко-смен.
Таким образом, все станки за сутки отработали меньше 1,5 смен, несмотря на то что цех работает в три смены.
Коэффициент сменности, рассчитанный по фактически работавшему оборудованию, составит:
К= 145 /95 =1,53.
Коэффициент сменности, но установленному оборудованию можно получить, если корректировать коэффициент сменности работавшего оборудования на коэффициент использования парка установленного оборудования по численности:
К = (145 / 95) • (95 / 100) = 145 / 100.
Коэффициент сменности за любой период времени от суток и более можно определить делением количества отработанных станко-смен на соответствующее число станко-дней (станко-суток).
Следует отметить, что коэффициент сменности достаточно грубая характеристика использования оборудования, так как в пределах смены оборудование может работать разное время и с разной мощностью.
Для анализа использования работы оборудования по времени (экстенсивный фактор) необходимо рассмотреть структуру времени для оборудования (рис. 7.3).
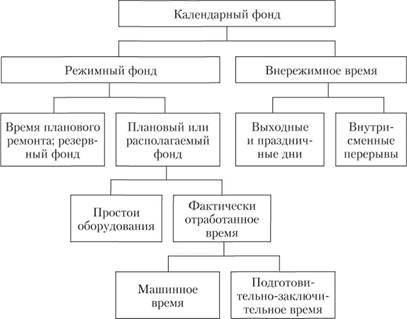
Рис. 7.3. Структура календарного фонда времени.
Для характеристики работы оборудования по времени рассчитывается коэффициент экстенсивной нагрузки, который определяется отношением времени его фактической работы к различным категориям фонда времени: календарному, режимному, плановому.
Коэффициент экстенсивной нагрузки ( ) характеризует удельный вес фактического времени работы оборудования (
) характеризует удельный вес фактического времени работы оборудования ( ) в объеме планового (календарного, режимного) времени (
) в объеме планового (календарного, режимного) времени ( ):
):

Под плановым фондом времени понимают максимально возможное время работы оборудования, которое зависит от количества смен работы, продолжительности смены и количества рабочих дней в рассматриваемом периоде с учетом времени его простоев.
Показатели интенсивного использования оборудования характеризуют степень использования оборудования по мощности. Уровень использования оборудования по мощности характеризуется коэффициентом интенсивного использования оборудования ( ) и определяется как отношение фактической мощности оборудования (
) и определяется как отношение фактической мощности оборудования ( ) к его потенциальной (паспортной, нормативной) мощности (
) к его потенциальной (паспортной, нормативной) мощности ( ):
):
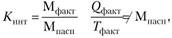
где  - фактический объем продукции.
- фактический объем продукции.
Мощность производственного оборудования обычно выражают в натуральных единицах. Если на одном станке производится несколько разновидностей изделий, то выбирают изделие-представитель и весь объем работы станка пересчитывают в условные натуральные единицы.
Обобщающей характеристикой использования времени работы и мощности оборудования является коэффициент интегрального использования (по объему продукции), который определяется отношением объема фактически выработанной продукции ( ) к плановому объему продукции (
) к плановому объему продукции ( ):
):

Между рассмотренными показателями существует взаимосвязь:

Коэффициент интегрального использования оборудования характеризует степень потенциальных возможностей оборудования с учетом полного использования времени его работы и производительности.
Взаимосвязь показателей Q=MTN дает возможность выявить влияние этих факторов на выпуск продукции.
Резервы выпуска продукции при условии полного использования мощности оборудования можно определить по формуле.

Объем продукции, недоданный из-за неполного использования режимного времени работы каждого станка, можно определить так:

Объем продукции, недоданной из-за неполного использования численности установленного оборудования, т. е. в результате увеличения численности работающего оборудования определим по формуле.

Для определения резервов увеличения выпуска продукции за счет вовлечения в производство неустановленного оборудования применим формулу.

В сумме эти две величины дают резервы выпуска продукции за счет вовлечения в производство бездействующего оборудования.
В машиностроении для характеристики использования металлорежущего оборудования (если на однотипном оборудовании производится разноименная продукция) рассчитывают съем машинного времени с 1 ч фактической работы (станко-часа).
Пример
Для вычисления показателя съема машинного времени следует количество выработанных изделий умножить на норму машинного времени и сумму этих произведений разделить на число фактически отработанных станко-часов (табл. 7.5).
Таблица 7.5
Расчет съема машинного времени
Деталь. | Норма машинного времени, ч/деталь. | Обработано деталей, шт. |
Вал насоса. | 0,25. | |
Поршень. | 1,5. |
Фактически отработано 6800 станко-часов.
Таким образом, съем машинного времени с 1 станко-часа составит:
(5000 • 0,25 + 2000 1,5)/ 6800 = 0,625 ч, или 37,5 мин.
Методика анализа использования оборудования имеет особенности в различных отраслях промышленности.
Анализ использования площадей предприятия начнем с рассмотрения их структуры. Выделяют следующие категории площадей предприятия (рис. 7.4).
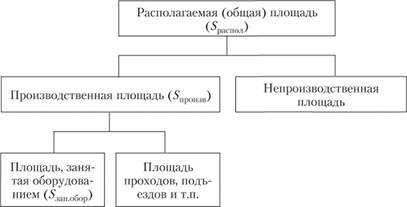
Рис. 7.4. Структура площадей предприятия.
На основе рассмотренной структуры площадей можно определить следующие показатели:
• коэффициент занятости производственной площади ( ) — характеризует долю площади, занятой оборудованием (
) — характеризует долю площади, занятой оборудованием ( ) в производственной площади предприятия (
) в производственной площади предприятия ( ).
).

• коэффициент занятости располагаемой площади ( ) — характеризует долю производственной площади в общем объеме располагаемой площади предприятия.
) — характеризует долю производственной площади в общем объеме располагаемой площади предприятия.

• долю площади, занятой оборудованием ( ) — в общем объеме располагаемой площади предприятия.
) — в общем объеме располагаемой площади предприятия.
Система показателей, характеризующих использование площадей, представлена показателями съема продукции с единицы площади предприятия (т.е. объем продукции, приходящийся на 1 м² площади). В соответствии с рассмотренной структурой площадей предприятия вычисляют три показателя.
1. Съем продукции с 1 м² располагаемой (общей) площади ( ):
):

2. Съем продукции с 1 м1 площади, запятой оборудованием ( ):
):

3. Съем продукции с 1 м2 производственной площади ( ):
):

Эти показатели связаны между собой зависимостью, на основе которой можно строить различные системы факторных индексов, определять влияние отдельных факторов на результативный показатель.
В частности, рассмотренные показатели можно представить в виде мультипликативной модели.
