Точечная сварка.
Технология конструкционных материалов: теория и технология контактной сварки
Нагрев при точечной сварке проводят импульсами переменного тока промышленной частоты 50 Гц (в некоторых случаях повышенной частоты), а также импульсами постоянного или униполярного тока. Рис. 1.2. Схема процесса точечной сварки: а — нагрев металла протекающим через участок электрод-электрод током; б — кристаллизация металла ядра после выключения импульса сварочного тока. Таким образом… Читать ещё >
Точечная сварка. Технология конструкционных материалов: теория и технология контактной сварки (реферат, курсовая, диплом, контрольная)
Точечная сварка — способ контактной сварки, при котором детали соединяются по отдельным локальным участкам касания (по ряду точек). При точечной сварке (рис. 1.1, а) детали / собирают внахлестку, сжимают усилием F" электродами 2, к которым подключен источник электрической энергии 3 (например, сварочный трансформатор, выпрямитель, инвертор и т. д.). Детали нагреваются при кратковременном прохождении сварочного тока /св через участок электод—электрод (рис. 1.2, а) до образования зоны 4 совместного взаимного расплавления деталей, называемой ядром. Нагрев зоны сварки сопровождается пластической деформацией металла, вызываемой усилием сжатия, в зоне контакта деталей (вокруг ядра), где образуется уплотняющий поясок 5. Он предохраняет жидкий металл от выплеска и от взаимодействия с окружающим воздухом, поэтому специальной защиты зоны сварки не требуется. После выключения тока расплавленный металл ядра быстро кристаллизуется, в результате чего образуются металлические связи между соединяемыми деталями (рис. 1.2, б).
Таким образом, формирование соединения при точечной сварке происходит с расплавлением металла.
Нагрев при точечной сварке проводят импульсами переменного тока промышленной частоты 50 Гц (в некоторых случаях повышенной частоты), а также импульсами постоянного или униполярного тока.
По способу подвода тока к свариваемым деталям различают двустороннюю и одностороннюю сварку. В первом случае электроды 2 (рис. 1.1 , а) подводят к каждой из деталей /, а во втором — к одной из деталей (например, верхней, рис. 1.1,6). Для повышения плотности тока в точках касания деталей нижнюю деталь прижимают к медной подкладке 6, которая одновременно выполняет роль опоры.
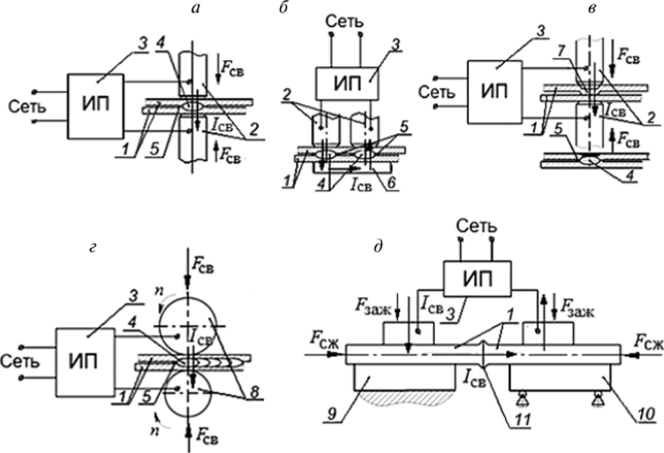
Рис. 1.1. Технологические схемы основных способов контактной сварки.
Чаще всего за цикл сварки получают одну точку (одноточечная сварка) и реже — одновременно две (рис. 1.1, б) и более точек (многоточечная сварка). Иногда при точечной сварке применяют комбинированные соединения (клеесварные и сварно-паяные). Клей и припой вводят под нахлестку для повышения прочности и коррозионной стойкости соединений.
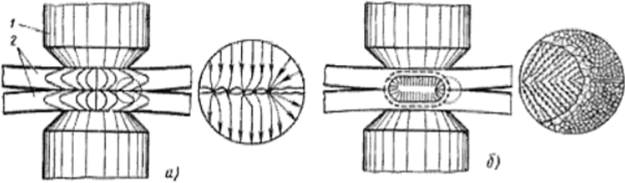
Рис. 1.2. Схема процесса точечной сварки: а — нагрев металла протекающим через участок электрод-электрод током; б — кристаллизация металла ядра после выключения импульса сварочного тока.