Физические основы электронно-лучевой технологии
При электронно-лучевой обработке используется кинетическая энергия электрона, движущегося в электростатическом поле, создаваемом в электронно-лучевой пушке ускоряющим напряжением ?/уск, приложенным между ее катодом и анодом. Скорость движения электрона, а следовательно и его кинетическая энергия, зависят от величины ускоряющего напряжения UycK. Свободные электроны получают путем нагрева материала… Читать ещё >
Физические основы электронно-лучевой технологии (реферат, курсовая, диплом, контрольная)
Сущность процесса электронно-лучевой обработки состоит в том, что кинетическая энергия сформированного в вакууме потока электронов преобразуется в тепловую энергию в зоне взаимодействия с обрабатываемым материалом.
Электрон представляет собой отрицательно заряженную частицу с зарядом е = 1,6−10'19 Кл и массой покоя т0= 9, МО-31 кг.
При электронно-лучевой обработке используется кинетическая энергия электрона, движущегося в электростатическом поле, создаваемом в электронно-лучевой пушке ускоряющим напряжением ?/уск, приложенным между ее катодом и анодом. Скорость движения электрона, а следовательно и его кинетическая энергия, зависят от величины ускоряющего напряжения UycK. Свободные электроны получают путем нагрева материала катода, в результате которого на его поверхности происходят термоэмиссиионные процессы.
Свободный электрон, эмитированный гермокатодом, обладает потенциальной энергией Wn, величина которой пропорциональна заряду электрона е и ускоряющему напряжению U :

При движении электрона в электростатическом поле, создаваемым ускоряющим напряжением (7^, он приобретает кинетическую энергию Wк, величина которой пропорциональна квадрату приобретенной им при движении скорости К и его массе т0:

Учитывая, что движение электрона происходит в вакууме, т. е. практически без уменьшения JVk на столкновения с атомами и молекулами остаточных газов в рабочей камере установки, можно приравнять правые части уравнений (1.1) и (1.2), в результате чего получим:

Из соотношения (1.3) можно определить скорость движения электронов электронного луча, генерируемого электронно-лучевой пушкой, которая составляет, примерно.

где UycK — ускоряющее напряжение в вольтах, F — скорость электронов в метрах в секунду На практике при электронно-лучевой сварке для генерации потока электронов используются специальные устройства, называемые электронно-лучевыми пушками. Современные конструкции пушек работают при ускоряющем напряжении от 20 до 150 кВ. Это позволяет формировать электронные потоки, скорость движения электронов в которых может достигать значений, равных с/2 и более (с—скорость света в вакууме, равная 3 * 108 м/с). Таким образом, при наличии чрезвычайно малой массы электрона, большая энергетическая мощность электронного луча создается за счет очень большой скорости электронов К, т. е. их кинетической энергии WK.
Ток электронного луча /д, генерируемого электронно-лучевой пушкой, пропорционален плотности электронов j (А/м2), эмитированных катодом, и площади поперечного сечения S электронного луча:

Считается, что плотность электронов в луче j примерно равна плотности эмитированных катодом электронов величина которой определяется по закону Ричардсона-Дэшмана:

где А — эмиссионная постоянная Ричардсона, зависящая от свойств материала и состояния его поверхности (также в литературе иногда называется константой Ричардсона-Дэшмана или эмиссионной постоянной Зоммерфельда), АДм^К2), еср — работа выхода электрона для данного материала катода, Дж, Т — температура поверхности катода, к— постоянная Больцмана (1,38−10-23 Дж/°С).
Основной энергетической характеристикой электронного луча, сформированного в электронно-лучевой пушке, является его мощность q, которая пропорциональна ускоряющему напряжению ?/уск и току луча I 
Мощность электронного луча q^, которая воздействует на поверхность обрабагываемого материала, находится из соотношения: 
где г| — эффективный кпд, учитывающий потери кинетической энергии электронами луча в процессе прохождения ими в рабочем пространстве вакуумной камеры расстояния от катода до поверхности обрабатываемого материала. Поскольку электронно-лучевая сварка происходит при наличии в рабочей камере вакуума не хуже 10″ 1—10″3 Па, величина эффективного кпд находится в пределах от 0,95 до 0,97, т. е. потери энергии электронов на ионизацию атомов и молекул остаточных газов в вакуумной камере чрезвычайно малы.
В первую очередь электроны луча взаимодействуют с совокупностью электронов обрабатываемого материала — с так называемым электронным газом, передавая ему свою избыточную энергию. В результате такого взаимодействия внутренняя энергия электронного газа металла увеличивается из-за выделения энергии при торможении попавших в него электронов. Кинетическая энергия электронов превращается в тепловую, приводя к повышению температуры электронного газа металла. Избыточная энергия электронного газа передается ионам решетки, амплитуда колебаний которых значительно увеличивается. В результате металл начинает нагреваться, плавиться, а часть его может даже начать испаряться. Плавление твердого тела и его переход в жидкое состояние представляет собой нарушение дальних связей кристаллической решетки, которая теряет свою устойчивость при увеличении межатомных расстояний из-за теплового расширения материала. Обычно плавление начинается, когда температура материала достигает такой температуры Гпл, когда амплитуда тепловых колебаний атомов относительно положения равновесия становится равной примерно (0,2—0,3)а, где а — межатомное расстояние.
Главной особенностью взаимодействия ускоренного потока электронов с обрабатываемым материалом является высвобождение их кинетической энергии при торможении в материале. Существует несколько теоретических моделей, отображающих закономерность этого процесса. Наибольшее приближение к эксперименту дает модель Спенсера, показывающая, что распределение энерговыделения, выраженное отношением Е/Е0, т. е. количеством выделяемой электроном энергии Ег на расстоянии z от поверхности материала к ее начальной величине ?0, при движении электрона внутри материала описывается кривой с максимумом, располагающимся на некотором расстоянии от поверхности (рис. 1.2).
Толщина поверхностного слоя металла, в котором происходит полная потеря энергии электрона в результате многочисленных соударений его с ядрами атомов и электронами атомной оболочки, определяет его пробег. 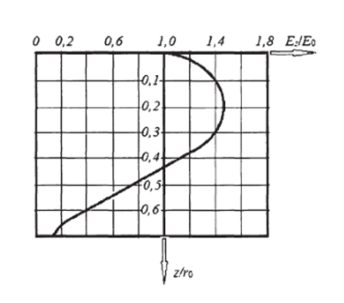
Рис. 1.2. Распределение интенсивности энерговыделения ?/?0 электронов луча радиусом г0 по глубине обрабатываемого материала z
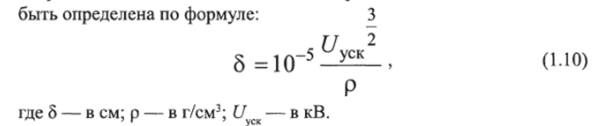
Пробег электронов сравнительно небольших энергий (от 10 до 100 кэВ) в сталях описывается зависимостью Шонланда:

где 5 — пробег электрона, см; р — плотность стали, г/см3; С/ — уско;
ус*.
ряющсс напряжение, В.
Расчет для сталей при ускоряющих напряжениях, использующихся при электронно-лучевой сварке, показывает, что электроны могут проникать в обрабатываемый материал на глубину в несколько десятков микрометров (рис. 1.3). В других металлах пробег электронов изменяется в соотношении 5ме/6Ре и равен: для Ni — 0,85; Сг — 1,10; Си — 0,88; А1 — 2,8; W — 0,48; Та — 0,54; РЬ — 0,81. Для диапазона ускоряющих напряжений от 25 до 300 кВ величина пробега в этих металлах может.
Существуют и другие зависимости, позволяющие приближенно оценивать размеры области взаимодействия электронного пучка с материалами. Например, Канайа и Окаяма предложили определять средний.
Рис. 13. Глубина (6) проникновения электронов в обрабатываемый материал в зависимости от ускоряющего напряжении (?/).
траекторный пробег электронов как радиус полуокружности R с центром в точке падения луча.

где А—атомная масса материала изделия, г/моль, Е0—энергия электронов пучка, кэВ, Z—атомный номер материала изделия, р — плотность материала мишени, г/см3. При подстановке значении в указанных единицах, величина траекторного пробега получается в мкм. Например, для железа при энергии пупса 60 кэВ траекторный пробег, вычисленный по формуле (1.11), составляет 10 мкм, для титана — 17,4 мкм, для алюминия — 26,4 мкм.
Траекторный пробег R является критерием, по которому определяют, можно ли для данной задачи считать источник нагрева чисто поверхностным (распределенным вдоль осей х и у), или же распределением по оси z пренебрегать нельзя. Если диаметр более чем на порядок превосходит величину пробега, то источник можно схематизировать как поверхностный. В этом случае, при диаметре пучка более 0,1 мм для большинства металлов объемным характером тепловыделения в изделии можно пренебречь.
Хотя глубина проникновения электронов в металл невелика, учет ее является весьма существенным элементом в понимании основных закономерностей процесса электронно-лучевой обработки, в особенности при больших значениях мощности луча.
Таким образом, в отличие от традиционных источников нагрева при сварке, когда нагрев и плавление обрабатываемого материала осуществляется путем теплопередачи через его поверхностные слои, преобразование кинетической энергии электронов в тепловую при ЭЛС происходит в самом материале. Кроме того, наиболее интенсивное тепловыделение происходит на некотором расстоянии от поверхности, как раз равном глубине среднего траекторного пробега электронов.