Лазерная сварка.
Технология конструкционных материалов.
Сварочное производство
Оптическая система выполняет следующие функции: передача лазерного излучения 9 в зону обработки, формирование луча необходимой мощности и конфигурации, а также наводка луча на заданный участок обрабатываемой поверхности. В состав оптической системы входят прозрачные оптические устройства (объектив 7этой системы, объектив фокусирующей системы 13), металлическое зеркало 8 и расщепитель 10луча… Читать ещё >
Лазерная сварка. Технология конструкционных материалов. Сварочное производство (реферат, курсовая, диплом, контрольная)
Лазерная сварка — это сварка плавлением, при осуществлении которой для нагрева используется энергия излучения лазера.
Лазерный луч представляет собой вынужденное монохроматическое излучение. Его длина волны в зависимости от природы рабочего тела лазера составляет 0,1… 10 мкм.
Атомы вещества имеют определенный запас энергии и находятся в устойчивом энергетическом состоянии. Если атому сообщить дополнительную энергию (накачка, или возбуждение, атома), он перейдет в неравновесное состояние. Излучение возникает в результате вынужденных скачкообразных переходов атомов рабочего тела лазера на более низкие орбиты. Возбужденный атом стремится вернуться в устойчивое энергетическое состояние и отдает квант энергии в виде фотона.
Испускание света можно инициировать воздействием внешнего фотона, который обладает энергией, соответствующей разности энергий атома в возбужденном и основном состояниях. В результате генерируются фотоны с одинаковой частотой.
Источником светового излучения является оптический квантовый генератор (ОКГ) — лазер. Работа ОКГ основана на принципе стимулированного генерирования светового излучения. Для пуска лазера необходим мощный источник световой энергии (например, ксеноновая лампа).
Схема рубинового лазера приведена на рис. 4.3. Рубиновый стержень 4 установлен в корпусе лазера. Торцы стержня строго параллельны друг другу и перпендикулярны его оси. Левый торец покрыт непрозрачным слоем серебра, правый — слоем серебра с коэффициентом пропускания света 8%. Источником света, применяемым для возбуждения атомов хрома, является ксеноновая импульсная лампа 3.
Лампа питается от батареи 1 конденсаторов. При включении лампы пускателем 2 энергия конденсаторов преобразуется в световую энергию. Световой поток лампы фокусируется на рубиновом стержне отражателем 7, вследствие чего возбуждаются атомы хрома. Они излучают фотоны с длиной волны 0,6943 мкм. Лавинообразный поток фотонов многократно отражается от зеркальных торцовых поверхностей рубинового стержня и, проходя через полу;
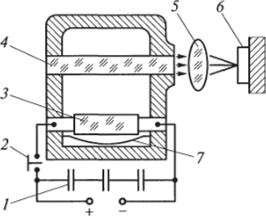
Рис. 4.3. Схема рубинового лазера:
/ — батарея конденсаторов; 2 — пускатель; 3 — ксеноновая импульсная лампа; 4 — рубиновый стержень; 5 — оптическая система; 6 — заготовка; 7 — отражатель прозрачный правый торец, фокусируется оптической системой 5 на заготовке 6.
Энергия единичного импульса невелика, но она выделяется за 1 мкс на площади 0,01 мм2. В фокусе луча обеспечивается температура 6000…8000°С, поэтому в месте попадания луча на поверхность заготовки металл мгновенно нагревается и испаряется.
Наиболее часто используемые для сварки лазеры излучают свет со следующими значениями длины волны, мкм: рубиновый — 0,6943; на стекле с неодимом — 1,06; гелий-неоновый — 0,6328; С02-лазеры — 10,6 мкм. Чем меньше длина волны лазерного излучения, тем больше его способность беспрепятственно проходить через вещество.
Обычно твердотельные лазеры имеют небольшую мощность (в непрерывном режиме — не более 500 Вт, в импульсном — не более 300 Вт). Однако энергия одиночного импульса достигает 100 Дж, что обеспечивает плотность мощности в фокусе более 10 МВт/мм2. Для получения непрерывного излучения большой мощности (10 кВг и более) применяют газовые лазеры. Чаще всего рабочим веществом у них является углекислый газ, который в смеси с аргоном или гелием пропускают через рабочую камеру с тлеющим электрическим разрядом.
Направленное на поверхность заготовки лазерное излучение частично отражается от нее и частично поглощается материалом заготовки. Поглощение излучения приводит к появлению как на поверхности, так и на некоторой глубине интенсивного источника теплоты. Характер теплового воздействия излучения зависит в основном от плотности мощности лазерного излучения Е в зоне обработки:

где р — мощность лазерного излучения; S — площадь пятна, сфокусированного на обрабатываемой поверхности.
При Е = 0,1… 1 кВт/mm2 происходит локальный разогрев поверхности. Заметного испарения и разрушения материала заготовки не наблюдается.
При ?= 10… 100 кВт/mm2 основная доля излучения расходуется на испарение материала заготовки. В зоне обработки отсутствует жидкая фаза, и сварка невозможна.
При Е = 1… 10 кВт/mm2 основная доля излучения расходуется на плавление материала заготовки: происходит интенсивное (кинжальное) проплавление. При этом в пятне нагрева начинается локальное испарение металла, и в расплавленном металле 2 (рис. 4.4) образуется полость 3. Давление паров испаряющегося металла заготовки / не позволяет этой полости захлопнуться под действием гидростатического давления в расплаве.
Рис. 4.4. Схема лазерной сварки:
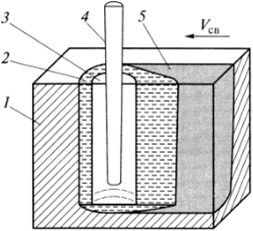
I — заготовка; 2 — расплавленный металл; 3 — полость; 4 — лазерный луч; 5 — сварной шов; — скорость перемещения лазерного луча (скорость сварки) При соответствующей скорости перемещения Нсв лазерного луча 4 (скорости сварки) образовавшаяся полость приобретает динамическую устойчивость и движется вместе с лучом. Перед полостью происходит плавление металла, а позади нее — затвердевание. При перемещении лазерного луча расплавленный металл под действием давления паров и вследствие разности сил поверхностного натяжения в центральной и хвостовой частях сварочной ванны оттесняется в ее хвостовую часть. После прохождения луча полость заполняется жидким металлом, и образуется узкий сварной шов 5, глубина которого значительно больше его ширины.
В установившемся режиме энергетический баланс можно описать системой уравнений.
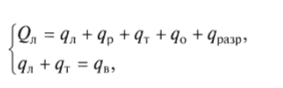
где Q" — энергия сфокусированного луча лазера; q:l — энергия луча, поглощенная материалом заготовок и затраченная на испарение материала; qp — энергия, рассеянная в окружающую среду; qr — энергия, поглощенная материалом заготовок и затраченная на нагрев нижележащих слоев вследствие теплопроводности; qa — энергия лазерного излучения, отраженного от поверхностей заготовок; qmp — энергия продуктов разрушения, уносимая парогазовой струей; — энтальпия жидкой фазы в сварочной ванне.
Эффективность передачи энергии лазерного излучения свариваемым заготовкам определяется суммой потерь энергии в факеле и потерь на отражение, испарение и выброс металла из зоны обработки.
Сварку заготовок малой толщины (до 1 мм) осуществляют в непрерывном (шовная сварка) или импульсном режиме (шовная или точечная сварка) с концентрацией энергии в одной точке (острая фокусировка излучения). При плотности мощности в зоне сварки 1… 10 кВт/mm2 происходит плавление металла без существенного испарения.
Сварку с глубоким проплавлением осуществляют мощными С02-лазерами непрерывного действия или твердотельными лазерами, работающими в импульсно-периодическом режиме. Вспомогательный газ (гелий или аргон) подают в зону сварки через сопло под давлением. Если его не использовать, то над зоной сварки образуется стационарное облако ионизированных паров испаренного металла, которое закроет поверхности заготовок от прямого действия луча. Кроме того, продувка вспомогательным газом защищает оптическую систему фокусировки от паров и брызг металла, а металл заготовок — от окисления. Струю газа подают в сторону возможного стекания расплава, что предотвращает деформирование сварочной ванны под действием силы тяжести. Для защиты металла заготовок от окисления вспомогательный газ поступает и на обратную сторону сварного шва.
Независимо от назначения и типа применяемого лазера в технологической установке (рис. 4.5) содержатся следующие системы: источник / мощного оптического излучения; оптическая система 6 для формирования лазерного луча (в нее может входить отклоняющая подсистема для перемещения луча по заданной траектории); устройство 5для регулирования и модуляции лазерного излучения; система 11 наблюдения; система 16 базирования, закрепления и перемещения заготовок; система /.
Источник излучения — технологический лазер — состоит из источника питания 2, излучателя 3 и системы 4охлаждения. Технологический лазер должен генерировать излучение мощностью, достаточной для проведения сварки с необходимой производительностью и минимальным тепловым влиянием на околошовную зону.
Для сварки заготовок толщиной до 1 мм применяют твердотельные лазеры, так как они обеспечивают малые потери мощности, просты в эксплуатации, имеют небольшие габариты и массу. При сварке заготовок большой толщины используют газовые лазеры преимущественно на основе С02. Они долговечны и обеспечивают высокий уровень выходной мощности.
Оптическая система выполняет следующие функции: передача лазерного излучения 9 в зону обработки, формирование луча необходимой мощности и конфигурации, а также наводка луча на заданный участок обрабатываемой поверхности. В состав оптической системы входят прозрачные оптические устройства (объектив 7этой системы, объектив фокусирующей системы 13), металлическое зеркало 8 и расщепитель 10луча. Прозрачные оптические устройства используют при мощности лазера до 3 кВт. При мощности свыше 3 кВт применяют металлические зеркальные фокусирующие системы, имеющие значительно больший срок службы.
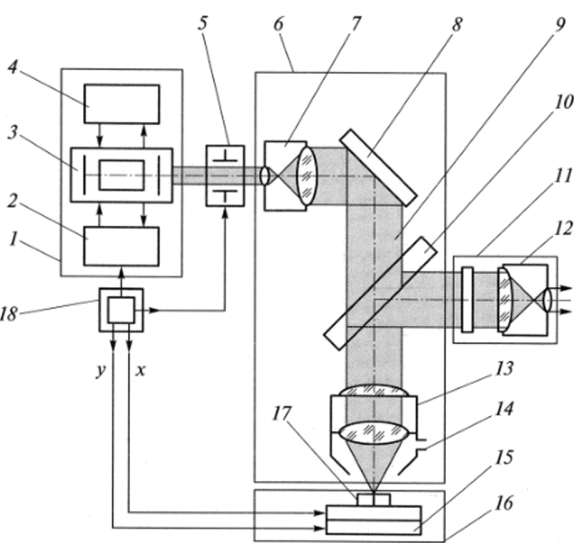
Рис. 4.5. Структурная схема лазерной технологической установки:
/ — источник излучения; 2 — источник питания; 3 — излучатель; 4 — система охлаждения; 5 — устройство для регулирования и модуляции лазерного излучения; 6 — оптическая система; 7 — объектив оптической системы; 8 — металлическое зеркало; 9 — лазерное излучение; 10 — расщепитель луча; // — система наблюдения; 12 — объектив системы наблюдения; 13 — фокусирующая система; 14 — специальное сопло; 15 — координатный стол с приводом; 16 — система базирования, закрепления и перемещения заготовок; 17— заготовки; 18 — система управления; х, у — информационные сигналы координат перемещения стола; стрелками показаны прямые и обратные связи между системами Система 11 позволяет наблюдать за ходом сварки и производить ручную наводку луча на зону сварки, система управления — перемещать свариваемые заготовки в процессе сварки и при наличии соответствующих датчиков и отрицательной обратной связи корректировать параметры излучения.
Оснащение оптической системы поворотными отклоняющими зеркалами обеспечивает возможность сварки заготовок по криволинейному контуру и на труднодоступных участках, а также использования одной технологической сварочной установки для сварки на двух (рис. 4.6) и более рабочих местах. Одновременно со сваркой заготовок 2 на первом рабочем месте ведется сборка заготовок 5 на втором рабочем месте. По окончании сварки на первом рабочем месте поворотное отклоняющее зеркало 4 переводит лазерный луч на второе рабочее место.
Рис. 4.6. Схема использования лазерной технологической установки для сварки заготовок на двух рабочих местах:
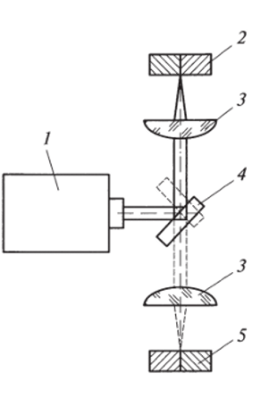
/ — лазер; 2, 5 — заготовки; 3 — фокусирующая оптика; 4 — поворотное отклоняющее зеркало Для получения высококачественного сварного соединения необходимы:
- • высокая точность и стабильность направления воздействия лазерного излучения (отклонение луча должно составлять не более 0,2 мм на 1 м сварного шва);
- • тщательная подготовка кромок свариваемых заготовок (вследствие этого лазерной сварке предшествует лазерная резка (раскрой) или высокоточная механическая обработка);
- • сборка заготовок перед сваркой с минимальными зазорами (не более 0,3 мм) для того, чтобы исключить уменьшение сечения сварного шва;
- • тщательная очистка свариваемых кромок от загрязнений металлическими щетками (очищают участки шириной 10… 15 мм), прилегающие к торцам заготовок;
- • обезжиривание места сварки;
- • обеспечение теплоотвода от корня сварного шва с целью создания условий для направленной кристаллизации снизу вверх, что исключит возникновение усадочных раковин внутри шва;
- • защита от окисления поверхности шва гелием или смесями гелия с аргоном (2: 1) и аргона с углекислым газом (3: 1), подаваемыми через специальное сопло 14 (см. рис. 4.5).
Глубокое проплавление заготовок, высокая скорость сварки и жесткий термический цикл предопределяют высокое качество соединений при лазерной сварке.
Высокие скорости охлаждения шва (до 3 000°С/с) и сварки (до 120 м/ч) низкоуглеродистых сталей влияют на его первичную и вторичную структуру. Первичная структура дендритно-столбчатая. Вторичная структура претерпевает бейнитное превращение с появлением игольчатого феррита микротвердостью до 2 150 МПа (при дуговой сварке образуется ферритно-перлитная структура Рис. 4.7. Зависимость размера аустенитного зерна от метода и скорости сварки: / — дуговая сварка; 2 — непрерывная лазерная сварка; L — размер зерна; Уа, — скорость сварки;-шов;—-зона терми.
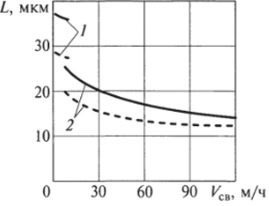
ческого влияния микротвердостью до 1 200 МПа). Жесткий термический цикл сварки обеспечивает минимальное время пребывания зоны сварки в состоянии перегрева, что уменьшает вероятность аустенитного превращения, исключает возможность роста зерен и ухудшения механических свойств шва. Малая ЗТВ (в 3 — 10 раз меньше, чем при дуговой сварке) предупреждает разупрочнение околошовной зоны, особенно при сварке термически упрочненных сталей.
Затруднения, возникающие при выполнении лазерной сварки легированных сталей, связаны с появлением закалочных структур на участках перегрева и нормализации, высокой вероятностью образования горячих и холодных трещин; увеличением размеров зерен в шве и его высокой пористостью.
Высокая скорость сварки и низкая погонная энергия (се значения в 3 — 10 раз меньше, чем при дуговой сварке) позволяют избежать образования закалочных структур в ЗТВ. Например, при сварке стали 17ГС в шве наблюдается мартенситно-бейнитная структура, на участке неполного расплавления ЗТВ — мартенситная, а на участке неполной рекристаллизации, как и в основном металле, — ферритно-перлитная. Эти же факторы обеспечивают получение разориентированной мелкозернистой структуры (рис. 4.7), что способствует повышению устойчивости к шва к появлению горячих трещин.
Высокие скорости охлаждения шва, малый объем сварочной ванны и активное перемешивание жидкого металла затрудняют насыщение металла шва газами (особенно водородом), что уменьшает пористость шва и повышает его устойчивость к появлению холодных трещин.
Лазерная сварка позволяет:
- • соединять разнородные металлы при толщине заготовок 0,5… 10 мм и скорости сварки до 50 м/мин;
- • обеспечивать незначительное термическое влияние на околошовную зону и малые деформации готового изделия;
- • легко автоматизировать технологический процесс;
- • сваривать конструкции, которые невозможно соединить обычными способами сварки.
Благодаря управлению лучом с помощью системы специальных зеркал можно осуществлять сварку на труднодоступных участках и получать криволинейные сварные швы.
Лазерную сварку заготовок малой толщины и небольшого диаметра выполняют в электронной и радиотехнической промышленности (сварка проводов и элементов микросхем, ремонт вакуумных приборов и т. д.). Лазерную сварку с глубоким проплавлением заготовок осуществляют при производстве крупногабаритных конструкций, корпусных деталей в авиастроении, емкостей и элементов обшивки судов и самолетов, валов (в том числе карданных) и осей, а также при сварке труб и арматурных конструкций.