Сборка неразъемных соединений
Гид]ющ>есоовые соединения образуются /шумя способами (рис. 4.4). Процесс запрессовки с нагнетанием масла разделяется на два этапа: механическая запрессовка с сухим или полусухим трением до перекрытая масляной канавки и гидропрсссовая с нагнетанием масла между поверхностями сопряжения и полужидкостаым или жидкостным трением. Применяется способ запрессовки в основном при сборке крупногабаритных… Читать ещё >
Сборка неразъемных соединений (реферат, курсовая, диплом, контрольная)
СБОРКА СОЕДИНЕНИЙ С НАТЯГОМ
ОТеразъемные соединения с натягом широко распространены в консгk/L рукциях машин. Трудоемкость их сборки составляет 10… 12% от общей трудоемкости сборочных работ.
Про1дюсть и относительная неподвижность соединений с натягом обеспечивается силами трения, создаваемыми давлением на сопрягаемых поверхностях и завися! I цех от натяга в соединении. Сборка соединений с натягом может осущссгалятъся тремя способами: 1) под действием осевой силы, создаваемой прессом; 2) с термовоздействием (с нагревом охватывающей или охлаждением охватываемой детали или с одновременным нагревом охватывающей и охлаждением охватываемой детали); 3) гидропрсссовым способом с подачей в зону сопряжения масла под высоким давлением при одновременном действии осе;
ОПЫ РИГП.1.
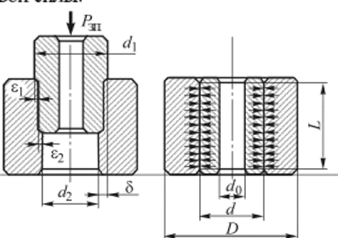
Рис. 4.1. Схема образования соединения с натягом.
Сборка под действием механических сил. При сборке цилиндрических соединений с натягом (рис. 4.1) под действием механических сил (осевой силы Рш) натяг б в соединении определяется разностью между диаметром d вала (охватываемой детали) и внутренним диаметром d2 отверстия втулки (охватывающей детали) до сборки, т. е. б = d — di. Размеры d и d2 берутся с учетом их предельных отклонений. В процессе соединения деталей пол действием силы запрессовки Рт происходит упругое растяжение (увеличение) диаметра d2 отверстия втулки па величину е2 и одновременно сжатие (уменьшение) диаметра d вата па величину? i.
Усилие запрессовки определяется по формуле.

где d — номинальный диаметр сопряжения; L — длина сопряжения; р — расчетное удельное давление на контактных поверхностях; / - коэффициент трения поверхностей сопряжения.
Удельное давление определяется величиной натяга в сопряжении и геометрическими параметрами сопряжения:
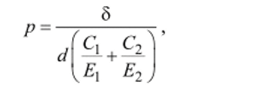
где 6 — расчетный натяг в соединении деталей; Е и Ег — модули упругости материала охватывающей и охватываемой детали; С и Сг — безразмерные коэффициенты дтя охватывающей (индекс 1) и охватываемой (индекс 2) деталей:

где Do — диаметр наружной поверхности охватывающей детали (втулки); do — лиаметр отверстия пустотелой охватываемой детали (вата); щ и Ц2 — коэффициенты Пуассона материала соответственно охватывающей и охватываемой детали.
Усилие пресса выбирают по расчетной силе запрессовки с учетом коэффициента запаса к = 1,5…2,0 (большая величина запаса принимается при меньшей мошдости пресса).
При запрессовке очень важно обеспс*дпъ точное без перекосов направление соединяемых (прессуемых) деталей (рис. 4.2). Для этого часто применяется специальная оснастка.
Сбо]жа с термово^действием в 2−3 раза повышает прочность соединений по сравнению с механическим воздействием, вследствие тою что микронсровности на соединяемых поверхностях не Рис. 4.2. Схема ориентации сминаются. Мелкие и средние детали нагревают в и направления сопрягаемых масляных ваннах, дтя крупных деталей применяют деталей при запрессовке местный нагрев газовым пламенем или инлуктором ТВЧ. Мелкие детали охлаждшот в термостате с сухим льдом (температура до -75 °С), крупные — в холодильных установках с применением жидкого азота (до -200 °С).
![Элеюроспнраль для нагрева огверешй в корпусных деталях (а) и передвижная вашш для охлаждешы деталей (б) [5].](/img/s/8/46/1369746_6.png)
Рис. 4.3. Элеюроспнраль для нагрева огверешй в корпусных деталях (а) и передвижная вашш для охлаждешы деталей (б) [5]:
/ - тележка; 2 — кожух; 3 твердая углекислота (сухой лея);
4 — охлаждаемые детали: 5 — баллен с углекислым газом Величина нагрева (охлаждения) детали для получения необходимого увеличения (уменьшения) размера детали определяется по формуле.
где 6 — величина натяга в сопряжении деталей (с учетом предельных отклонений); d — номинальный диаметр детали до нагрева, а — коэффициент линейного расширения (для стали 12 • 10 6). '>га температура увеличивается (уменьшается) на 20. .30 ° для компенсации охлаждения (нагрева) детали при сс переносе к месту установки.
Гид]ющ>есоовые соединения образуются /шумя способами (рис. 4.4). Процесс запрессовки с нагнетанием масла разделяется на два этапа: механическая запрессовка с сухим или полусухим трением до перекрытая масляной канавки и гидропрсссовая с нагнетанием масла между поверхностями сопряжения и полужидкостаым или жидкостным трением. Применяется способ запрессовки в основном при сборке крупногабаритных соединений.

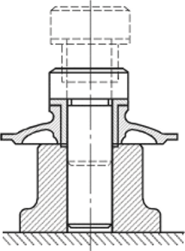
Рис. 4.4. Схемы получения гидропрессовых соединений:
а — с использованием канатов в сспрягаемых деталях; 6-е использованием /рполшггельных гфисгюсоблешв!
Сборка соединений со шпонками. Размеры шпонок выполняют по системе вала, так как посадки в пазах вала и ступицы, как правило, различны. Для шпонок установлено основное поле допуска по ширине /?9. Для размеров пазов усганоалены паля допусков для трех питов соединений: 1 — свободное, 2 — нормальное, 3 — плотное.
Норхшруемыи размер | Свободное. | Нормальное. | Плотное. |
Ширина паза на валу. | Н9. | N9. | Р9. |
Ширина паза во втулке. | D10. | Js9. | Р9. |
При монтаже на вал охватывающей детали (втулки) необходимо следить, чтобы она не «сидела» на шпонке, т. е. центрировалась исключительно на цилиндрической поверхности вала. При установке шпонок часто пользуются слесарными малотками с медным бойком. Лшль для посадки крупных шпонок с плотным сопряжением применяются прессы.