Природа остаточных напряжений.
Классификация
Различают термические и фазовые (структурные) внутренние напряжения, которые возникают соответственно в результате термического сжатия или расширения и фазовых превращений в твердом состоянии при наличии в теле градиента температур. Внутренние напряжения могут возникнуть практически при любой обработке, причем одна технологическая операция может привести к созданию разных по своему происхождению… Читать ещё >
Природа остаточных напряжений. Классификация (реферат, курсовая, диплом, контрольная)
Впервые на проявление остаточных напряжений в деформированном металле обратили внимание Биобер и Людерс в 1836 году [6J. Позднее Гартман продемонстрировал свой опыт: при растяжении или сжатии полированного образца на его поверхности появляется отчетливая игра света в виде сетки на волнующейся жидкости. В 1857 году было замечено, что в металле при определенных условиях литья и последующего остывания развиваются внутренние напряжения.
В России первым занялся исследованием остаточных напряжений в чугуне и стали Н. В. Калакуцкий, который еще в позапрошлом веке отметил, что остаточные напряжения внешне проявляют себя через изменение геометрических размеров частей изделия при его разделении на части [7]. Внутреннее проявление остаточных напряжений связано с изменением межатомных расстояний, которое может быть обнаружено рентгеновскими методами.
Общим свойством остаточных напряжений является то, что они всегда бывают чисто упругими, даже если возникают в результате пластической деформации. Эти напряжения могут быть сняты или ослаблены способами, которые приводят к уменьшению упругих деформаций, соответствующих остаточным напряжениям, с последующим рассеиванием упругой потенциальной энергии, накопленной в материале. Но это может сопровождаться пластической деформацией и новыми остаточными напряжениями [6J.
Анализируя рентгеновские данные об изменении межатомных расстояний, Н. Н. Давиденков предлагает разделить остаточные напряжения в изделиях на три рода [8]:
- 1. Напряжения первого рода, уравновешивающиеся в пределах областей, размеры которых одного порядка с размерами тела (в макрообъемах).
- 2. Напряжения второго рода, уравновешивающиеся в объемах, размеры которых одного порядка с размерами зерен (в микрообъемах).
- 3. Напряжения третьего рода, уравновешивающиеся в объемах одного порядка с размерами элементарной кристаллической ячейки (в субмикрообъеме).
Но вслед за этим в 1959 году Н. Н. Давиденков в работе [91 поставил под сомнение целесообразность такого подразделения напряжений и отказался от попытки классифицировать остаточные напряжения по их рентгеновским проявлениям, т. е. по тем признакам, по которым и определяются напряжения второго и третьего рода. Действительно, все еще нет работы, в которой была бы представлена, хотя бы схематически, модель равновесия выделенного элемента под действием остаточных напряжений второго или третьего рода или были использованы условия неразрывности деформации, или количественно связывались деформации с напряжениями.
Соглашаясь с Н. Н. Давиденковым в том, что классификационным признаком, однозначно определяющим вид остаточных напряжений, может быть только размер области, в пределах которой уравновешиваются напряжения, авторы [10] предложили термин «напряжение» заменить термином «искажение», особенно применительно к напряжениям второго и третьего родов.
Иногда рассматриваются напряжения, которые называют либо остаточными напряжениями 4-го рода, либо — безнагрузочными. Это те напряжения, которые являются следствием неравенства коэффициентов теплового расширения различных фаз и возникают в процессе охлаждения металлоизделий как после горячей, так и холодной деформации. Их справедливо было бы считать напряжениями 2-го рода, так как они уравновешиваются в объемах одного порядка с размерами зерен и отличаются от напряжения другого происхождения (закалка или наклеп) своей обратимостью [9J.
Остаточные напряжения первого рода возникают под влиянием неоднородного охлаждения или нагрева, наклепа или фазовых и структурных превращений. Эти напряжения оказывают существенное влияние на поведение металла под воздействием внешних нагрузок и на многие его механические свойства.
Некоторые представления о возникновении напряжений второго рода можно получить из рассуждений Г. Ф. Косолапова [ 11 ]. Два кристалла поликристаллического образца, находящиеся рядом, всегда различно ориентированы по отношению друг к другу и к направлению действующих сил. При пластической деформации образца и после его разгрузки эти кристаллы из-за анизотропии будут иметь и различную остаточную деформацию. Так как между кристаллами существует взаимная связь, то один из них будет упруго растянут, а другой сжат. Следовательно, между ними возникнут внутренние напряжения, которые приведут к изменению межплоскостных расстояний в атомной решетке. Но деформация может быть неоднородной не только в отдельных кристаллах, но и в отдельных блоках и даже в различных участках одного и того и же блока, если он упруго изогнут.
Физический механизм формирования остаточных напряжений 2-го рода и их влияние на деформирование поликристаллов подробно рассмотрен в работе [25].
При исследовании начальной стадии развития пластической деформации или изучении распределения деформации в случае неравномерного распределения напряжений (например, при изгибе, при кручении или при испытаниях надрезанных образцов) оказывается, что деформации распределяются в объеме металла весьма неравномерно. В поверхностных слоях металла при наличии значительного градиента напряжения часто можно наблюдать, что при одном и том же значении деформации в некоторых областях имеет место развившаяся пластическая деформация, тогда как в смежных областях материал еще находится в состоянии упругой деформации. Разница в местных значениях относительного удлинения или относительного сдвига может достигать значения одного порядка и больше [26].
Сосредоточение пластических деформаций зависит от наклона активных плоскостей скольжения по отношению к направлению максимального касательного напряжения ттах = 1 / 2а|шх.
Однако, если бы различие в величине деформаций объяснялось одной только разницей в ориентировке кристаллографических плоскостей, то точки возникновения первых пластических деформаций были бы произвольным образом распределены по поверхности образца, в котором во всех точках поверхности действует одинаковое максимальное макронапряжение атах. Фактически это наблюдается только в начальной стадии процесса, когда возникают первые признаки пластической деформации.
В дальнейшем при развитии деформации образца наблюдается известная степень упрочнения зон пластической деформации, связанная со взаимодействием расширяющихся зон деформации и распределением энергии в объеме образца. Это взаимодействие реализуется при проявлении внутренних напряжений второго рода, действующих в пределах отдельных зерен и их групп в окрестностях деформированной зоны. В соответствии с этим общая макродеформация рассматриваемого слоя металла выражается формулой.

где / — число зон пластичности на 1 см длины поверхности и б — размер этих зон в направлении действующего напряжения.
Механизм возникновения остаточных напряжений Немец А. анализирует по аналогии с системой из соединенных в одной точке стержней, нагруженных общей внешней нагрузкой [25]. Естественно, усилия растяжения в стержнях неодинаковы. С другой стороны, рассматриваемые три зоны, выделенные в объеме поликристаллического материала, работают при одном и том же напряжении, но имеют различное сопротивление пластической деформации. Стержни же изготовлены из одного материала и имеют одинаковый предел текучести.
Однако при рассмотрении внутренних напряжений, действующих в малых объемах порядка размера одного зерна, описанная модель достаточно правильно отражает соотношение сил, имеющее место в реальном материале. Средний стержень системы несет наибольшую нагрузку и в нем в первую очередь возникает пластическая деформация в то время, когда в остальных стержнях пока еще имеет место только упругая деформация.
После удаления внешней нагрузки боковые стержни стремятся сократиться до первоначальной длины и сжимают средний стержень. В то же время в боковых стержнях появляется растягивающее напряжение, играющее роль остаточного напряжения в системе. В сплошном теле, состоящем из зон с различным сопротивлением деформации, остаточные напряжения распределены аналогичным образом.
Напряжения от внешней нагрузки распределяются таким же образом, как остаточные напряжения, но имеют противоположный знак. Каждая расширяющая узкая зона пластической деформации противодействует пластической деформации в смежных зонах.
При увеличении внешней нагрузки описанная разница в значениях остаточных напряжений постепенно уменьшается, и при пластической деформации распределение напряжений становится более равномерным. При деформационном упрочнении твердость отдельных зерен или их групп увеличивается с одновременным увеличением сопротивления дальнейшей пластической деформации.
Таким образом, в начале пластической деформации распределение макронапряжений становится более равномерным, однако распределение деформаций становится очень неравномерным.
Приведенные выше рассуждения касались исследования остаточных напряжений второго рода. Направления этих напряжений определяются деформациями зерен или их групп. Баушингер исследовал поведение металлических образцов, нагружаемых сначала растягивающей, а затем сжимающей нагрузкой, и установил, что после изменения знака нагрузки предел упругости материала значительно понижается. Объяснение этого явления, называемого эффектом Баушингера, связывалось именно с анализом роли остаточных напряжений второго рода.
Возвращаясь к системе из трех стержней, можно заметить, что в среднем стержне, в котором имела место пластическая деформация растяжения, после удаления внешней нагрузки будет действовать остаточное напряжение сжатия. Если теперь приложить к системе нагрузку обратного знака, то сжимающее напряжение в среднем стержне от внешней нагрузки будет суммироваться с остаточным сжимающим напряжением, оставшимся после предыдущего цикла нагружения. Ввиду этого небольшая внешняя нагрузка, вызывающая наибольшие дополнительные напряжения, оказывается достаточной для появления в среднем стержне системы пластических макродеформаций.
Таким образом, при развитии пластической деформации в поликристаллическом металле возникает концентрация напряжений различных типов на границах зон, зерен и субзерсн. После устранения внешней нагрузки появляются остаточные напряжения, которые в случае переменной нагрузки оказывают неблагоприятное влияние на сопротивление материала местной пластической деформации.
В общем случае приложения внешних нагрузок к поликристаллическому телу каждое из зерен испытывает неодинаковую деформацию и соответствующее упрочнение в различных зернах оказывается различным. После удаления внешней нагрузки в наиболее деформированных зернах возникают остаточные напряжения обратного знака (в данном случае — сжимающие).
Чем выше пластичность металла, тем меньше концентрация остаточных напряжений в различных зонах объема тела. Деформации зерен более однородны, и эффект Баушингера при больших деформациях менее заметен. Так, например, в аустенитной стали образование зон пластической деформации и их распространение в окружающий объем материала, находящегося в состоянии упругости, не проявляется так отчетливо.
По мнению Косолапова Г. Ф., напряжения третьего рода возникают при переходе атомов через потенциальные барьеры, т. е. при их перемещениях на расстояния, не менее половины межатомного расстояния [ 111. Они нарушают кристаллическую структуру и ответственны за необратимый характер пластической деформации металлов, при которой внутренняя энергия повышается на величину:

где 6/4 — работа внешних сил при деформировании, 6Q — теплота, выделяющаяся в пластически деформированном теле.
Введенная Н. Н. Давиденковым классификация наиболее широко используется и в настоящее время.
Классификации, предложенные Е. Орованом и К. В. МакГрегором, являются менее полными и точными, так как согласно им остаточные напряжения подразделяются только на две группы: макрои микронапряжения [12].
Основной причиной возникновения остаточных напряжений является неоднородность пластической деформации материала, которая возникает вследствие неоднородного по сечению холодного деформирования, неравномерного распределения температур при нагреве или охлаждении, неравномерности фазовых превращений в изделии.
Все технологические процессы обработки металлов давлением (ковка, штамповка, прокатка, волочение, прессование) сопровождаются неравномерной пластической деформацией по сечению. Одни слои металла растягиваются в большей степени, чем другие, и после разгрузки в них возникают остаточные напряжения сжатия, в других — в менее деформируемых слоях — возникают растягивающие остаточные напряжения. При горячей обработке давлением на неоднородное поле деформаций накладывается неравномерное температурное поле, возникающее при охлаждении изделий.
Неравномерное распределение температуры по сечению может приводить к неравномерному протеканию фазовых превращений в металле, что при различных удельных объемах ведет к возникновению высоких остаточных напряжений.
Таким образом, после горячей обработки металлов давлением возникает сложная система остаточных напряжений, величина и характер распределения которых определяются всеми перечисленными факторами.
Определить остаточные напряжения, возникающие в результате действия фазовых превращений, весьма сложно, так как они всегда связаны с наличием неравномерного температурного поля и, как следствие, температурных остаточных напряжений [5].
Механизмы возникновения и изменения остаточных напряжений в металлических телах наиболее подробно рассмотрены И. А. Биргером [7].
Образование остаточных напряжений при различных технологических процессах происходит различным образом. В основе их возникновения обычно лежат необратимые объемные изменения в материале.
Одним из наиболее типичных процессов является возникновение остаточных напряжений в результате предварительно пластической деформации. Часто эта деформация получается при нагревании или охлаждении тел.
С физической точки зрения образование остаточных напряжений после пластической деформации связано с необратимыми (остаточными) изменениями объема. Эти изменения объема, остающиеся после снятия нагрузки, и вызывают остаточные напряжения.
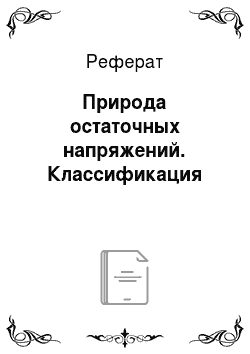
Например, в диске (см. рис. 1 , а) при вращении с большой угловой скоростью возле отверстия напряжения превышают предел текучести и возникает остаточная деформация растяжения. После остановки все частицы диска стремятся вернуться на первоначальные окружности (свойства упругого материала) и в области отверстия возникают сжимающие остаточные напряжения (см. рис. 1, б).
В основе определения остаточных напряжений после пластических деформаций лежит теорема о разгрузке. В соответствии с этой теоремой, впервые указанной Генки, остаточные напряжения равны разности между истинными напряжениями в упругопластическом теле и теми напряжениями, которые создавались бы в нем при предположении об идеальной упругости материала.
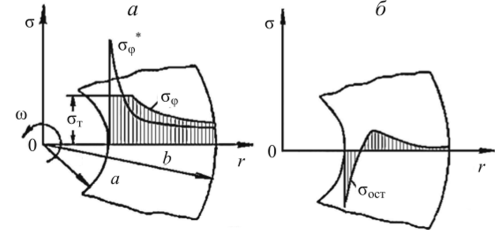
Рис. 1. Окружные остаточные напряжения после пластической деформации диска.
Теорема о разгрузке основана на следующих соображениях [24]. Пусть к телу приложена система внешних сил и в нем возникли упругопластические деформации в процессе простого нагружения (напряжения в данной точке возрастают пропорционально одному параметру). После разгрузки можно представить процесс как нагружение усилиями противоположного направления. При этом нагружении тело ведет себя как упругое. Остаточные напряжения (после двух процессов нагружения — в прямом и обратном направлениях) будут равны разности между напряжениями в упругопластическом теле и в упругом теле при одних и тех же нагрузках. Теорема справедлива в том случае, если в процессе разгрузки не наступают повторные пластические деформации.
Из теоремы о разгрузке вытекает, что эпюра остаточных напряжений (для произвольного сечения) всегда является самоуравновешенной, т. е. равнодействующие силы и моменты равны нулю.
Необходимо также отметить, что если распределение напряжений в упругопластическом и в упругом теле одинаково (что имеет место в статически определимых системах), то остаточные напряжения после пластической деформации не возникают. В качестве примеров можно привести растяжение стержня осевой силой или растяжение тонкостенного цилиндра под действием внутреннего давления.
В некоторых процессах, например, при обработке роликами, преднамеренно создается неоднородная пластическая деформация для образования благоприятных остаточных напряжений.
Наконец, пластическая деформация возникает при значительных температурных напряжениях в случае интенсивного нагрева или охлаждения деталей, и в дальнейшем мы рассмотрим процесс образования остаточных напряжений после нагрева или охлаждения.
Основные особенности образования остаточных напряжений при нагревании или охлаждении выявляются на простом примере стержня, заделанного своими концами в абсолютно жесткие плоскости (рис. 2).
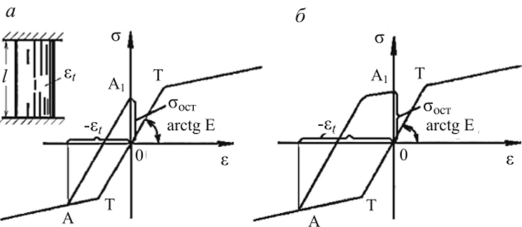
Рис. 2. Образование остаточных напряжений при нагреве стержня (механические свойства материала остаются постоянными в рассматриваемом.
интервале температур):
а — остаточные напряжения образуются при упругих деформациях; б — остаточные напряжения образуются при наличии вторичных пластических деформаций Расстояние между плоскостями остается неизменным. Эти плоскости (в идеализированном виде) отражают части конструкции, подвергающиеся температурному воздействию.
Если нагреть стержень на температуру /, то в нем возникнут температурные напряжения ст = -?е, где е, — температурная деформация;^ = Ja‘ (Г, )dt{.
В последнем равенстве а* (/,) — истинный коэффициентлинейного расширения при температуре /, (t] — текущая температура, 0 < /, ).
Если температурные напряжения в процессе нагрева будут выше предела текучести материала, то после снятия нагрева в стержне останутся остаточные напряжения.
На рис. 2 дан графический метод определения остаточных напряжений после нагрева при условии, что механические свойства в процессе нагрева остаются практически постоянными. По оси абсцисс откладывается значение температурной деформации, с обратным знаком точка, А характеризует напряжение стержня в конце нагрева. При снятии нагрева деформации и напряжения изменяются по прямой АА,; отрезок О А, выражает остаточные напряжения. При больших значениях е, (см. рис. 2, б) в процессе разгрузки образуются повторные пластические деформации.
Представляет интерес определение остаточных напряжений после значительного нагрева, когда в процессе нагрева и охлаждения механические свойства материала изменяются. Пусть нагрев осуществляется от /, до tk. На рис. 3 даны кривые деформирования для указанных температур и двух промежуточных.

Рис. 3. Определение температурных напряжений в процессе нагрева с учетом изменения механических свойств материала.
Вначале рост температурных напряжений идет вдоль кривой О/, при дальнейшем повышении температуры осуществляется «перескок» на кривую 02 (предполагается, что свойства материала изменяются скачкообразно). Температурное напряжение после нагрева численно равно ординате точки А.
Рассматривается процесс охлаждения. При уменьшении температуры от tk до t, температурные напряжения будут уменьшаться по прямой АЗ*, параллельной начальному участку кривой О А. При понижении температуры от до /, напряжения изменяются по прямой 3*2*, параллельной начальному участку кривой 03. В точке А' остаточные напряжения достигают предела текучести и дальнейший рост остаточных напряжений становится небольшим.
В изложенном методе определения остаточных напряжений используется простейшее предположение о том, что для каждого этапа нагрева или охлаждения справедлива зависимость о = /©, свойственная данной температуре, причем переход от одной кривой деформирования к другой осуществляется при постоянстве общей деформации.
Отметим важную особенность в образовании остаточных напряжений после интенсивного нагрева. В процессе нагрева создаются температурные напряжения сжатия, превосходящие предел текучести материала (температурная деформация, превышающая упругую). В результате в материале образуется остаточная пластическая деформация сжатия. После снятия нагрева размеры детали возвращаются к прежним, но наличие остаточной деформации сжатия вызывает появление остаточных напряжений растяжения.
Выше при рассмотрении вопроса об остаточных напряжениях после нагрева или охлаждения учитывалась только обобщенная «температурная» деформация.
Во многих случаях оказывается необходимым учесть специфические объемные изменения в материале, связанные с фазовыми и структурными превращениями, которые определяются не только температурой, но и другими параметрами процесса, например, временем. При расчете реальных процессов нагрева или охлаждения следует также иметь в виду, что распределение температур сильно изменяется во времени.
В некоторых случаях нагрева (или охлаждения) процессы нагружения и разгрузки (в данной точке) могут повторяться. Следует также учитывать изменение кривых деформирования в связи с изменением температуры. С подобными вопросами приходится сталкиваться при определении остаточных напряжений, вызванных термической обработкой металлов.
При термической обработке в поверхностных слоях детали возникают остаточные напряжения. Сжимающие остаточные напряжения могут быть созданы путем быстрого охлаждения после нагрева до температуры ниже критической (например, при нагреве деталей из конструкционных сталей до 600 °C и охлаждения в воде) [131.
Экспериментальные исследования показали, что сжимающие остаточные напряжения после термической обработки повышают сопротивление усталости деталей без концентраторов напряжений на 10…30% и на 50…80% деталей с концентраторами напряжений.
При поверхностной закалке токами высокой частоты в поверхностных слоях обычно создаются сжимающие остаточные напряжения, повышающие сопротивление усталости деталей с концентрацией напряжений (на 70…200% при наличии посадки с натягом).
В зонах обрыва закаленного слоя, например в галтелях валов, возникают остаточные напряжения растяжения, сопротивление усталости валов в этих местах снижается на 20…30%. Эти зоны после поверхностной закалки необходимо упрочнять (роликом или дробью).
Сжимающие остаточные напряжения в поверхностных слоях деталей образуются при цементации, азотировании и цианировании. Если при шлифовании поверхностей после химико-термической обработки не возникают остаточные напряжения (обычно растягивающие), то сопротивление усталости деталей возрастает.
Обработка дробью поверхностей, подвергнутых химико-термической обработке и последующему шлифованию, оказывает благоприятное влияние на несущую способность деталей при переменных нагрузках, так как стабилизирует свойства поверхностных слоев деталей (устраняет некоторые дефекты и растягивающие напряжения от шлифования).
Остаточные напряжения в поверхностных слоях образуются и при нанесении гальванических покрытий. При никелировании возникают растягивающие остаточные напряжения, снижающие пределы выносливости деталей на 10…30% (большие значения относятся к сталям повышенной прочности). Несколько меньшее снижение прочности наблюдается в случае хромирования и меднения. При нанесении цинкового, кадмиевого и серебряного покрытий сопротивление усталости деталей не изменяется.
В результате локального нагрева и неравномерного расширения металла возникают сварочные напряжения и деформации при сварке. Напряжения в сварном изделии относятся к разряду внутренних собственных напряжений, так как существуют без приложения внешних нагрузок. Причиной возникновения внутренних напряжений и деформаций при сварке являются также литейная усадка и вторичные структурные превращения в металле шва и в околошовной зоне. Литейная усадка, связанная с уменьшением объема металла при остывании и кристаллизации сварочной ванны, создает сжимающие силы в продольном и поперечном направлении. Влияние структурных изменений на рост внутренних напряжений особенно проявляется при сварке высокопрочных закаливающихся сплавов [14].
Напряжения и деформации можно разделить на временные (вызванные неравномерным нагревом в процессе сварки) и остаточные (сохранившиеся после полного остывания изделия). При разной толщине свариваемого металла наблюдаются поля остаточных напряжений трех типов: одноосное (на металле малых толщин), двухосное (на металле средних толщин) и трехосное (объемное), характерное для металла больших толщин.
По направлению действия остаточные напряжения разделяются на продольные (направлены параллельно оси шва) и поперечные (перпендикулярно оси шва). Для разных слоев металла сварного соединения они различаются как по величине, так и по знаку (растягивающие и сжимающие). Деформации сварной конструкции проявляются в виде продольного или поперечного (по отношению к оси шва) укорочения, а также изгиба, который связан с образованием угловых деформаций, что в свою очередь приводит к потере устойчивости.
Во всех случаях при осуществлении холодной, теплой и даже горячей пластической деформации металла после разгрузки возникают остаточные напряжения. Главными причинами их возникновения являются неоднородные распределения в объеме деформаций и температур. Обеспечить их однородность в реальных процессах ОМД практически невозможно. Даже в сравнительно простых схемах упругопластического деформирования, таких как плоская гибка в холодном состоянии, не удается избежать появления достаточно больших остаточных напряжений. Например, в работе [15] описан механизм возникновения и определены величина и распределение остаточных напряжений по толщине листа при гибке. На рис. 4 показано распределение остаточных тангенциальных напряжений для случая гибки листовой заготовки толщиной 12 мм из СтЗ в обечайку с внутренним радиусом 640 мм.
Рис. 4. Остаточные напряжения при вальцовке: а — первоначальное распределение напряжений при действии изгибающего момента; б — характер распределения остаточных напряжений после упругой разгрузки Аксиальные напряжения при этом имеют аналогичное распределение, но в два раза меньшую величину.
Аналогичен механизм формирования остаточных напряжений от изгибных деформаций труб при бухтовом волочении [16]. В условиях бухтового волочения при навивке трубы на барабан происходит дополнительная деформация, при которой возникает искажение формы поперечного сечения изделия. Величина овализации должна ограничиваться как с технологической точки зрения, так и по условиям нормативных документов на готовую продукцию. Если груба поставляется в нагартованном состоянии, то условия ее эксплуатации также зависят и от уровня остаточных напряжений.
Эпюры распределения напряжений в поперечном сечении изменяются в следующей последовательности. В момент выхода заднего конца трубы из матрицы исчезает напряжение волочения. Напряжения от изгиба, первоначально распределенные в сечении по некоторому закону, образуют внутренний результирующий момент, который производит разгибку трубы. Деформации от изгиба уменьшаются, и при достижении некоторого значения устанавливается равновесие в сечении при большем значении диаметра бухты. На рис. 5 представлены картины распределения напряжений в поперечном сечении трубы, полученные моделированием, на разных стадиях процесса:
- — в момент окончания процесса волочения;
- — перед разгибкой трубы:
- — после разгибки трубы.
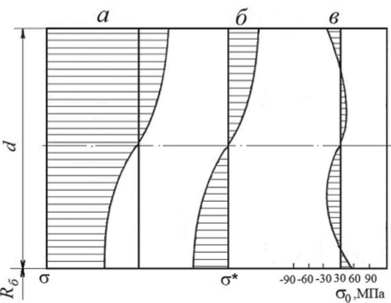
Рис. 5. Определение остаточных напряжений в сечении грубы после бухтового волочения:
а — момент окончания волочения; б — перед разгибкой трубы; в — эпюра остаточных напряжений Эпюра остаточных напряжений может иметь численные значения, достигающие для больших диаметров труб до 40% от величины сопротивления деформации. Последующая правка труб на правильных агрегатах может изменять картину распределения напряжений в поперечном сечении.
Остаточные напряжения в композиционных материалах являются следствием трех основных факторов, действующих в той или иной совокупности: неравномерной пластической деформации, в процессе их изготовления, различия коэффициентов термического расширения компонентов, внутренних структурных превращений. Если не учитывать возникающих в этих материалах остаточных напряжений, то могут сложиться неправильные представления о закономерностях упрочнения матрицы волокнами [17].
Опубликованные сведения по изучению остаточных напряжений в композиционных материалах весьма ограничены.
Как уже отмечалось, причинами возникновения внутренних макронапряжений (напряжений первого рода) являются неодинаковая пластическая деформация или разное изменение удельного объема в различных точках тела.
Следующий простой пример (рис. 6) поясняет возникновение остаточных напряжений при неодинаковой пластической деформации в разных участках металла [18].

Рис. 6. Возникновение остаточных напряжений в полосе из-за разного обжатия центральных и крайних слоев при прокатке в бочкообразных валках:
1 — полоса до прокатки; 2— полоса после прокатки; 3 — центральный слой полосы в случае свободной вытяжки (без взаимодействия с соседними слоями) Представим себе, что полоса металла прокатывается в бочкообразных валках, диаметр которых посередине значительно больше, чем по концам. Центральные слои полосы получают большее обжатие, чем крайние. Если бы заготовка была составлена, например склеена из набора прутков, то каждый из этих прутков получил бы вытяжку в соответствии со своим обжатием: центральные прутки должны были бы вытянуться сильнее, чем крайние. Но полоса металла в действительности является монолитным телом, в котором центральные и крайние слои не могут изолированно один от других вытягиваться на разную длину. Поэтому центральные слои, которые стремятся сильнее вытянуться, будут испытывать сдерживающее влияние крайних слоев и окажутся недовытянутыми. Иначе говоря, в центральных слоях возникнут сжимающие внутренние напряжения. Крайние слои, наоборот, будут под действием центральных слоев вытянуты на величину больше той, которая определяется их обжатием. Поэтому в крайних слоях возникнут растягивающие внутренние напряжения (рис. 6).
Напряжения разного знака взаимно уравновешиваются внутри полосы и сохраняются в металле после окончания прокатки.
Удельный объем меняется при термическом сжатии и расширении, кристаллизации расплава, фазовых превращениях в твердом состоянии и изменении химического состава поверхностных слоев. Если бы термическое расширение или сжатие, кристаллизация расплава и фазовые превращения в твердом состоянии проходили одновременно и в одинаковой степени по всему объему тела, то внутренние напряжения не возникали бы. Но при нагреве и охлаждении всегда имеется градиент температур по сечению тела, поэтому указанные выше изменения удельного объема в различных точках металла протекают неодинаково, в результате чего возникают внутренние напряжения.
Различают термические и фазовые (структурные) внутренние напряжения, которые возникают соответственно в результате термического сжатия или расширения и фазовых превращений в твердом состоянии при наличии в теле градиента температур. Внутренние напряжения могут возникнуть практически при любой обработке, причем одна технологическая операция может привести к созданию разных по своему происхождению остаточных напряжений: термических, фазовых и напряжений от неоднородной пластической деформации. Например, при горячей обработке давлением, кроме напряжений, образовавшихся из-за неоднородной пластической деформации, могут возникнуть термические, а также фазовые напряжения, если горячедеформированный сплав охлаждается ускоренно и в нем протекает фазовое превращение. При литье, сварке и закалке возникают термические и фазовые напряжения. Различные по своему происхождению остаточные напряжения алгебраически складываются и очень часто дают весьма сложные эпюры.
По мнению Биргера И. А., основной причиной возникновения остаточных напряжений в фасонных горячекатаных профилях является неравномерное охлаждение во время и после прокатки [7]. Например, при прокатке двутавровой балки тонкая стенка охлаждается быстрее и в ней возникают температурные напряжения растяжения, превосходящие сопротивление пластической деформации металла. Возникшая остаточная деформация растяжения приводит после охлаждения к остаточным напряжениям сжатия в стенке и растяжения в полках. Это зачастую приводит к прогибам и даже к разрушению уже прокатанных балок в процессе их охлаждения.
Значительные остаточные напряжения могут возникать после механической обработки (точения, фрезерования, шлифования и др.) [7].
Особенность этих остаточных напряжений состоит в том, что они действуют практически только в тонких поверхностных слоях. Однако, как показывает опыт эксплуатации, остаточные напряжения в поверхностном слое могут повлиять на прочность всей детали, особенно при действии переменных напряжений.
Основными факторами, вызывающими возникновение остаточных напряжений, являются нагревание поверхностных слоев и пластическая деформация при силовом воздействии.
Выделение тепла в процессе резания (вследствие работы деформации и трения) приводит к большим температурным градиентам материала. Возникшая пластическая деформация сжатия после установления нормальной температуры в детали вызывает появление растягивающих остаточных напряжений. В некоторых случаях, кроме чисто температурных деформаций, следует учесть структурные изменения и вызванные ими изменения объема.
Таким образом, два основных фактора при резании — силовой и температурный — действуют в противоположные стороны, что и объясняет существенную зависимость величины и знака остаточных напряжений от технологического режима обработки.
Остаточные напряжения при точении зависят от скорости резания и подачи, величины переднего угла резца, затупления резца, условий охлаждения; они зависят, конечно, и от механических свойств обрабатываемого материала.
Остаточные напряжения достигают величины 200…800 МПа (как сжимающие, так и растягивающие) и залегают на глубине 50… 100 мк.
При точении углеродистой стали с положительным передним углом резца на высоких скоростях резания в поверхностных слоях образуются остаточные напряжения растяжения. При тех же условиях резания в стали 18ХНМА образуются напряжения сжатия.
Созданию остаточных напряжений растяжения в поверхностных слоях способствует затупление резца.
Подогрев детали уменьшил температурные напряжения, что привело к переходу растягивающих остаточных напряжений в сжимающие. В процессе шлифования решающее влияние на образование остаточных напряжений оказывает тепловой фактор.
В поверхностном слое в процессе шлифования возникают сжимающие температурные напряжения. Указанные напряжения превосходят предел текучести материала и вызывают пластическую деформацию сжатия. После окончания процесса шлифования и установления нормальной температуры эта деформация сохраняется, что приводит к растяжению поверхностного слоя со стороны внутренних слоев, т. е. к образованию в нем растягивающих остаточных напряжений.
Силовая пластическая деформация, связанная с усилием резания, при шлифовании имеет второстепенное значение.
На основании ряда экспериментальных исследований можно считать, что после шлифования в поверхностных слоях возникают растягивающие остаточные напряжения 400…800 МПа (на глубине.
20. .50 мк) [7].
При ленточном шлифовании жаропрочных сплавов в поверхностных слоях создаются сжимающие остаточные напряжения порядка.
400. .500 МПа, при ручном полировании 400…600 МПа.
Для снятия остаточных напряжений в жаропрочных сплавах применяется специальный отжиг.
В последнее время, особенно для жаропрочных сплавов, при окончательной обработке элсктрополированием все шире применяется элекгроэрозионная и электрогидравлическая обработка.
Как уже указывалось, в различных областях техники используются специальные технологические процессы, направленные на создание благоприятного распределения остаточных напряжений (например, сжимающих остаточных напряжений в поверхностных слоях). К числу таких процессов может быть отнесена обдувка дробью, накатка роликами, чеканка и другая поверхностная упрочняющая обработка.
При оценке наибольшей возможной величины остаточных напряжений исходят из того, что они возникают в результате необратимых объемных изменений [7]. Если имеется одноосное напряженное состояние, то наибольшее остаточное напряжение.

так как деформация не может вызвать напряжения больше предела текучести.
Следует отметить, что значение стт в равенстве (1) соответствует окончательной температуре детали. Если материал детали повергался значительной пластической деформации (нагартовке), то величина ат может быть значительно выше исходной.
При двухосном напряженном состоянии условие для главных остаточных напряжений имеет следующий вид:

Из этого условия следует, что остаточные напряжения не могут превышать 1,15 а, т. е.

В поверхностном слое детали, где в общем случае напряженное состояние может быть двухосным, наибольшие остаточные напряжения ограничены условиями (3). Это важно отметить, так как в некоторых работах вычисляются остаточные напряжения, превышающие даже предел прочности материала; такие значения следует отнести к погрешностям эксперимента или метода вычисления.
При трехосном напряженном состоянии (общий случай напряженного состояния) условие ограничения остаточных напряжений таково:

Обычно наибольшие остаточные напряжения лежат в поверхностных слоях, где напряженное состояние близко к двухосному. Тогда можно считать, что наибольшие остаточные напряжения.

Во многих случаях для увеличения надежности и долговечности детали необходимо уменьшить остаточные напряжения в ней. Тогда условие (4) может служить одним из обоснований для широко распространенной технологической операции для снятия остаточных напряжений — операции отжига.
Однако выбор температуры отжига или отпуска для снятия остаточных напряжений по пределу текучести является условным, так как не учитывается происходящий в материале процесс ползучести.
Более правильно считать, что величина остаточных напряжений ограничивается пределом ползучести (за время выдержки т).

В этом равенстве предел ползучести a(U/T представляет собой напряжение, вызывающее остаточную деформацию 0,2% за время т (при заданной температуре выдержки).
Следует отметить, что условие (5) является достаточным, но не обходимым. В ряде случаев остаточные напряжения могут быть снижены за счет объемных изменений при структурных превращениях в процессе отжига [7].
В металлоизделиях после завершения всего цикла обработки под воздействием механических и тепловых нагрузок наблюдается ползучесть, в результате которой происходит процесс релаксации (уменьшения) остаточных напряжений. Этот процесс протекает интенсивно при повышенных температурах, но в некоторых случаях он происходит и при нормальной температуре.
Отметим следующее важное обстоятельство. Изменение напряженного состояния тела (например, вследствие релаксации остаточных напряжений) приводит к появлению деформаций и перемещений. С этим связано возможное коробление деталей в процессе отжига, в процессе эксплуатации или даже хранения.
Иногда релаксация напряжений приводит к неблагоприятному перераспределению остаточных напряжений, что при некоторых условиях может вызвать внезапное хрупкое разрушение. Известны случаи разрушения или появления трещин в процессе хранения деталей.