Схема деления изделия на составные части
Пример 4.3. Разработайте комплект конструкторских документов сварной сборочной единицы «Патрубок» (рис. 4.28), изображенной в изометрии (см. гл. 2). Используя по изометрическим осям (120°) приведенный коэффициент искажения 1, произведите измерение размеров деталей. Соединение деталей выполнено дуговой сваркой в среде защитного газа (ГОСТ 14 771—76). Катет сварного шва равен 3 мм. Схема деления… Читать ещё >
Схема деления изделия на составные части (реферат, курсовая, диплом, контрольная)
Схема деления изделия на составные части — это вспомогательный графический конструкторский документ, определяющий состав изделия и взаимосвязь входящих в него элементов. Правила выполнения этого документа устанавливает ГОСТ 2.711—82. Схему деления разрабатывают начиная со стадии технического проекта (эскизного проекта) и обозначают кодом Е1.
Схему деления размещают на отдельном листе. Формат выбирается согласно ГОСТ 2.301—68 «Форматы».
Условные графические изображения изделий и их составных частей представлены на рис. 4.26.

Рис. 4.26. Условные графические изображения изделий и их составных частей:
а — для вновь разрабатываемых изделий; б — для покупных изделий; в — для заимствованных изделий; г — для материалов Рамка внутри четырехугольников делится на две части. В верхней части записывают обозначение детали или сборочной единицы, в нижней — ее наименование. Для стандартных изделий верхняя часть рамки не заполняется, в нижней записывается обозначение согласно стандарту (рис. 4.27). Графические изображения соединя;
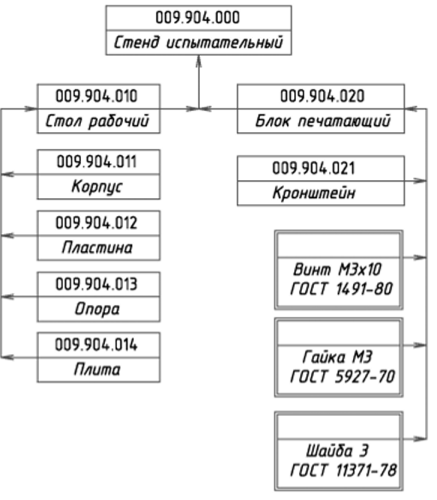
Рис. 4.27. Пример схемы деления изделия
ются между собой линиями со стрелками таким образом, чтобы была наглядно видна взаимосвязь отдельных частей. Размеры графических изображений зависят от текста, помещаемого в них. Условные графические изображения и линии связи выполняются сплошными тонкими линиями. Надписи выполняют чертежным шрифтом размером 5 или 7 мм. Обозначение указывают прямым шрифтом, наименование — наклонным. Пример схемы деления представлен на рис. 4.27.
Пример 4.3. Разработайте комплект конструкторских документов сварной сборочной единицы «Патрубок» (рис. 4.28), изображенной в изометрии (см. гл. 2). Используя по изометрическим осям (120°) приведенный коэффициент искажения 1, произведите измерение размеров деталей. Соединение деталей выполнено дуговой сваркой в среде защитного газа (ГОСТ 14 771—76). Катет сварного шва[1] равен 3 мм.

Рис. 4.28. Патрубок
Решение. Изделие (сборочная единица «Патрубок») состоит из трех оригинальных деталей: фланца, патрубка и ребра (2 шт.), требующих разработки чертежей, и стандартного изделия — шайбы по ГОСТ 11 371–78 (4 шт.).
Разработка комплекта конструкторской документации предполагает следующий порядок действий.
Этап 1. Для определения состава изделия и установления взаимосвязи входящих в него элементов разрабатываем схему деления (рис. 4.29).

Рис. 4.29. Схема деления на изделие «Патрубок»
На учебных чертежах обозначение составляющих элементов, входящих в специфицированное изделие, принимаем сокращенное: XXX.XXX.XXX (девять символов). Например, первые три цифры (первый блок) будут обозначать следующее: 01— помер специальности, 5 — номер выполняемой работы, а именно «Разработка конструкторской документации сборочной единицы» (015). Второй блок (три символа) обозначает номер выполняемого варианта, например 024. Последний блок (три символа) определяет признак изделия: 000 — основное изделие; 010, 020, 030 и т. д. (последняя цифра 0) — сборочные единицы, входящие в основное изделие. Номера деталей, не входящих в сборочные единицы, обозначаются так: 001, 002, …, 009, 011, 012.
и т.д.
Таким образом, сборочная единица («Патрубок») будет иметь обозначение 015.024.000. Обозначение деталей следующее: 015.024.001 «Фланец»; 015.024.002 — «Патрубок»; 015.024.003 — «Ребро».
Стандартному изделию «Шайба» обозначение не присваивается. Шайба выполняется по ГОСТ 11 371– —78 с внутренним диаметром 8 мм из материала группы 01 (углеродистая сталь марки 08, 08кп, 10, Юкп).
Конструкторский документ «Схема деления» имеет обозначение с кодом Е1, поэтому в основной надписи схемы деления окончательно запишем 015.024.000Е1.
Этап 2. Разрабатываем чертежи деталей для фланца (рис. 4.30), патрубка (рис. 4.31), ребра (рис. 4.32). Для этого выполняем изображения детали (необходимое и достаточное количество), наносим разме;

Рис. 430. Чертеж детали «Фланец» ры, знаки шероховатости. Заполняем основную надпись (обозначение изделия, наименование, материал1 (см. подпараграф 4.3.4) и т. д.).
ЭтапЗ. Выполняем сборочный чертеж (рис. 4.33). Прежде всего необходимо выбрать изображение, на котором было бы наглядно показано, как одна деталь соединяется с другой, и были бы наиболее полно изображены сварные швы. В данном случае это фронтальное и горизонтальное изображения.
Указываем условные обозначения сварных швов. Затем проставляем габаритные размеры. Позиции деталей указываем после заполнения спецификации.
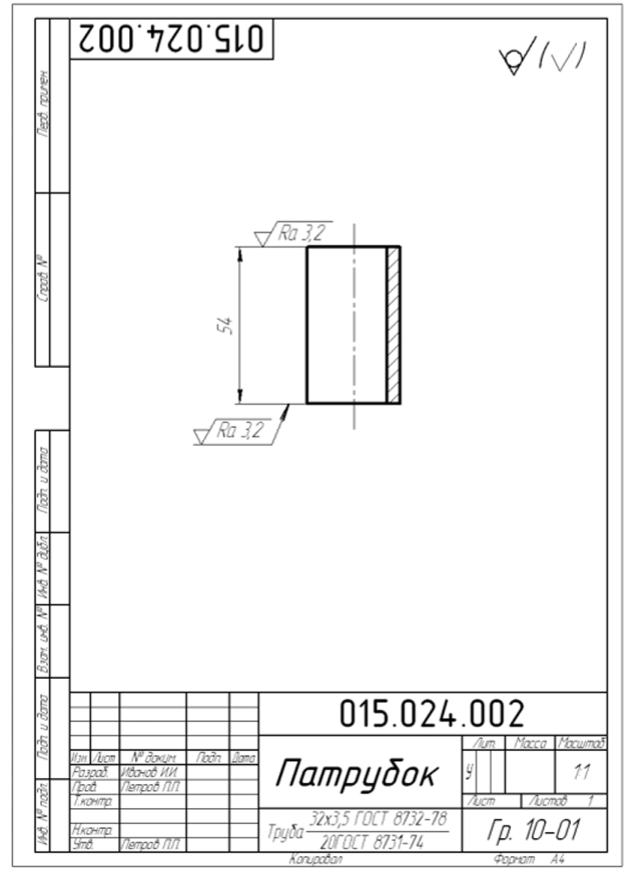
Рис. 431. Чертеж детали «Патрубок»
В соответствии с ГОСТ 2.109—73 для документов, выполненных в электронном виде, в обозначении материала детали по стандарту на сортамент (рис. 4.30— 4.32) допускается заменять горизонтальную черту на косую черту (/).
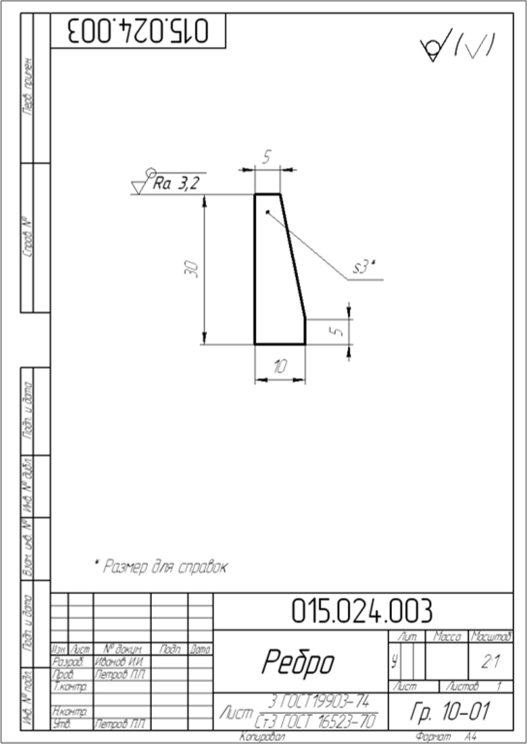
Рис. 4.32. Чертеж детали «Ребро».
Сборочный чертеж имеет обозначение: 015.024.000СБ.
Этап 4. Заполняем спецификацию (рис. 4.34).
Этап 5. По окончании работы все чертежи брошюруются в следующем порядке:
- 1) титульный лист (рис. 4.35);
- 2) спецификация (рис. 4.34);
- (далее согласно спецификации)
- 3) сборочный чертеж (рис. 4.33);
- 4) схема деления (рис. 4.29);
- 5) рабочие чертежи деталей по возрастанию обозначения (рис. 4.30—4.32).
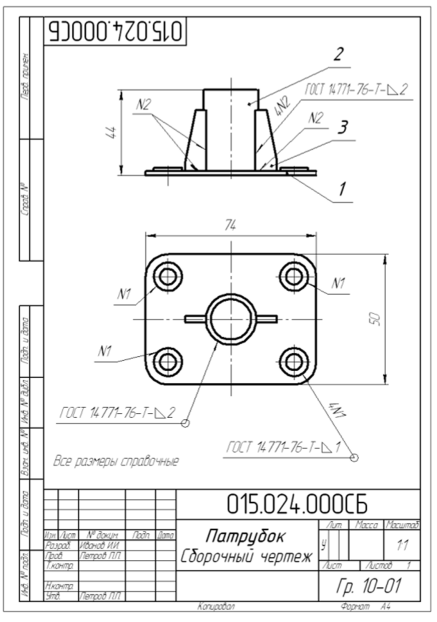
Рис. 433. Сборочный чертеж изделия «Патрубок»

Рис. 4.34. Спецификация.

Рис. 4.35. Пример оформления титульного листа.
- [1] Катетом сварного шва называется катет наибольшего равнобедренного треугольника, который возможно вписать в поперечное сечение. В случае свариваниязаготовок, имеющих различную толщину металла, катет задается исходя из толщины металла более тонкой заготовки. Величина катета выбирается таким образом, чтобы он мог обеспечить максимальную прочность соединения заготовок. Однаконеобходимо иметь в виду, что слишком сильное увеличение катета сварного шваспособно спровоцировать процесс деформации заготовки.