Прессы для разделительной штамповки
На рис. 4.47 приведены кинематические схемы кривошипных прессов. Эти прессы бывают одностоечными и двухстоечными. В одностоечных прессах (рис. 4.47, а) опоры кривошипного вала расположены по одну сторону шатуна, а в двухстоечных (рис. 4.47, б) — по обе его стороны. В прессах с двухсторонним приводом (рис. 4.47, в) зубчатые колеса расположены на обоих концах кривошипного вала. Привод кривошипного… Читать ещё >
Прессы для разделительной штамповки (реферат, курсовая, диплом, контрольная)
Для производства плоских изделий из полимерных листовых материалов применяется разделительная штамповка. Разделительной штамповкой осуществляют следующие операции: отрезку; вырубку; пробивку; подрезку; разрезку; обрезку и зачистку.
Отрезка характеризуется полным отделением одной части материала от другой.
Вырубка представляет собой полное отделение материала по замкнутому контуру, когда отделяемая часть является изделием. В качестве операции производства плоских изделий вырубка получила наибольшее распространение.
Пробивка предназначается для полного отделения одной части материала от другой по замкнутому контуру для образования отверстий или пазов. При этом отделяемая часть является отходом.
Подрезка — операция, в процессе выполнения которой производится неполное (частичное) отделение одной части материала от другой (например, для образования выступов или упоров).
Разрезка необходима для разделения одной заготовки или детали на большее их число.
Обрезка производится для полного отделения неровных краев, припусков или излишнего материала снаружи или внутри деталей и изделий.
Зачистка — полное отделение в штампах небольших припусков или излишков материала после вырубки или пробивки для получения более точных размеров, улучшения чистоты поверхности среза по контуру или стенкам отверстия.
Разделительная штамповка состоит из следующих операций: прижима заготовки; вырубки изделия из заготовки; выталкивания изделия из штампа; съема отходов заготовки со штампа.
Технологический процесс изготовления изделий в зависимости от технико-экономических требований, предъявляемых к производству конкретных деталей (качеству, точности, стоимости), может выполняться следующим образом:
- — без подогрева материала и инструмента;
- — без подогрева материала, но с подогревом инструмента;
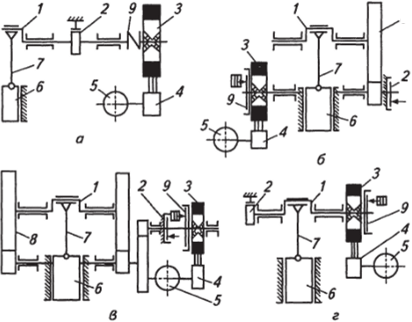
Рис. 4.47. Кинематические схемы кривошипных прессов:
а — одностоечного; б—двухстоечного; в —с двухсторонним приводом: г—двухстоечного быстроходного;
I — кривошипный вал; 2—тормоз; 3 — маховик; 4 — шкив; J—электродвигатель; 6 — ползун; 7— шатун; 8— зубчатая передача; 9—муфта.
- — с подогревом материала, но без подогрева инструмента;
- — с подогревом материала и инструмента.
Для разделительной штамповки плоских изделий из листовых пластмасс может применяться любое прессовое оборудование. Однако по номинальному усилию, величине хода, частоте ходов ползуна, размеру штампового пространства и другим параметрам наиболее подходят для этой цели кривошипные прессы общего назначения. Принцип действия кривошипного пресса основан на преобразовании вращательного движения привода в возвратнопоступательное движение ползуна с помощью кривошипно-ползунного механизма.
На рис. 4.47 приведены кинематические схемы кривошипных прессов. Эти прессы бывают одностоечными и двухстоечными. В одностоечных прессах (рис. 4.47, а) опоры кривошипного вала расположены по одну сторону шатуна, а в двухстоечных (рис. 4.47, б) — по обе его стороны. В прессах с двухсторонним приводом (рис. 4.47, в) зубчатые колеса расположены на обоих концах кривошипного вала. Привод кривошипного пресса осуществляется от электродвигателя через клиноременную и зубчатую передачи на исполнительный механизм.
В быстроходных прессах зубчатая передача отсутствует (рис. 4.47, а, г). При включении электродвигателя начинает вращаться часть привода пресса. Для передачи движения ползуну необходимо включить муфту. В кривошипных прессах применяют жесткие (см. рис. 4.47, а) и фрикционные (см. рис. 4.47, б— г) муфты.
Кривошипные прессы производятся с усилием от 10 кН и выше. Ход ползуна может быть постоянным и регулируемым. Величина хода зависит от типоразмера пресса; она колеблется от 10 до 600 мм.
где п — частота ходов ползуна, мин-1; 5—ход ползуна, мм [5= (10 + 600) мм].
Под частотой ходов ползуна понимают число непрерывных ходов (ход вниз и вверх) ползуна в минуту. От частоты ходов и величины хода ползуна зависит скорость его перемещения. Максимальной скорости перемещения ползун достигает на половине хода:
Чем ближе находится ползун к нижнему крайнему положению, тем меньше его скорость.
Кривошипные прессы общего назначения бывают следующих типов: однокривошипные открытые простого действия; однокривошипные закрытые простого действия; двухкривошипные закрытые простого действия. Наибольшее распространение при разделительной штамповке листовых пластмасс имеют однокривошипные прессы.
Открытыми называют прессы, в которых имеется свободный доступ в штамповочное пространство с трех сторон — спереди и с боков вдоль фронта. Открытые прессы бывают наклоняемыми и ненаклоняемыми.
В качестве примера на рис. 4.48 изображен открытый наклоняемый двухстоечный пресс. Этот пресс имеет изготовленные как одно Целое стойки 2 и сборное основание 1. Стойки можно наклонять на угол до 45° к горизонтали с целью облегчения проведения технологических операций. Наклон стоек выполняют с помощью устройства, представляющего собой винт 7, при вращении которого перемещается гайка 8, закрепленная на правой стойке. Вращение винта производят вручную рукояткой, вставляемой в отверстие корпуса 6, и храповым механизмом 3. Изменение направления вращения винта 7 (при наклоне или подъеме стоек) осуществляется перестройкой положения «собачки» храпового механизма 3. На кривошипном валу расположены маховик 5 с жесткой муфтой включения и ленточный тормоз 4. Движение от электродвигателя передается на маховик через клиноременную передачу.
Прессами закрытого типа называют прессы, в которых в штамповое пространство есть свободный доступ только с двух сторон —.
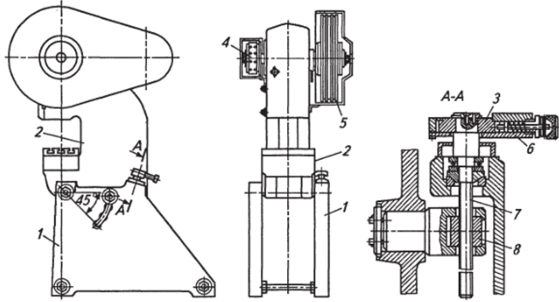
Рис. 4.48. Открытый наклоняемый двухстоечный пресс.
спереди и с противоположной стороны в направлении, перпендикулярном фронту. Эти прессы, как правило, имеют большое номинальное усилие и используются лишь при разделительной штамповке особо толстолистовых материалов.