Режущие инструменты для обработки фланцев
На рис. 11.13, а показано, как вначале при вращении заготовки этот инструмент сверлит отверстие, располагаясь по оси. Сместившись в поперечном направлении, резец выходит на диаметр растачивания (рис. 11.13, б). После перемещения на наружную поверхность заготовки он может ее протачивать (рис. 11.13, в). Если инструмент установлен во вращающемся инструментальном шпинделе токарного обрабатывающего… Читать ещё >
Режущие инструменты для обработки фланцев (реферат, курсовая, диплом, контрольная)
Точение наружных поверхностей фланцев целесообразнее всего выполнять упорно-проходными резцами, оснащенными быстросменными твердосплавными пластинами в виде ромбов или ломаных трехгранников с углом в плане 80°. Один такой резец способен обрабатывать все доступные для него внешние поверхности заготовки: цилиндрические, конические, торцовые. Главный угол в плане равен 95°, а вспомогательный — 5°.
Эти же резцы используются, как упоминалось ранее, при обработке валов. Однако при обработке фланцев расположение резцов в резцовом блоке существенно отличается. Тело резца для наружной обработки фланцев можно расположить параллельно оси вращения заготовки с малым вылетом резца из резцового блока, как это показано на рис. 11.9.
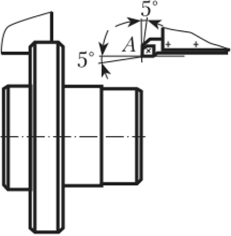
Рис. 11.9. Расположение упорно-проходного резца
Вершина резца А при таких вылетах имеет доступ к большинству поверхностей фланцев, что благоприятно сказывается на точении инструментом повышенной жесткости, а режущая пластина находится в равноценных условиях при точении как по цилиндру, так и по торцу.
При обработке на станках с расположением револьверной головки сзади или сверху оси центров резец должен быть правым.
Расточной резец выполняет протачивание фаски, расточку отверстия и подрезку торца, если она имеется в ступенчатом отверстии (рис. 11.10). При таком сочетании поверхностей геометрия режущих кромок должна быть аналогичной той, которая показана на унорно-ироходном резце, использованном в схеме на рис. 11.9.
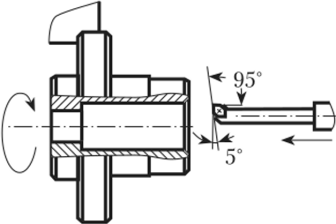
Рис. 11.10. Расположение расточного резца
Если отверстие сквозное и торцы в глубине отверстия отсутствуют, то можно использовать резцы с главным углом в плане ср = 90° (рис. 11.11).

Рис. 11.11. Расточной резец
Канавочные и резьбонарезные резцы аналогичны резцам, используемым при обработке валов. На рис. 11.12 показаны фото резьбонарезного резца и схема резьбонарезания. Как и при нарезании резьбы на валах, резцом одного исполнения можно нарезать и левые, и правые резьбы с рабочей подачей в обоих направлениях.
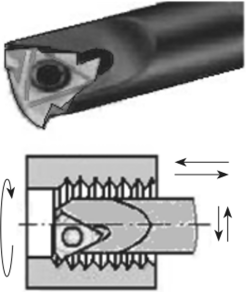
Рис. 11.12. Нарезание резьбы в отверстии.
Интерес представляет применение инструмента, который называется сверлом по ГОСТ 27 724–88, но на самом деле является инструментом многофункциональным: сверлом, резцом, фрезой. Его режущая часть оснащена двумя трехгранными пластинами твердого сплава.
На рис. 11.13, а показано, как вначале при вращении заготовки этот инструмент сверлит отверстие, располагаясь по оси. Сместившись в поперечном направлении, резец выходит на диаметр растачивания (рис. 11.13, б). После перемещения на наружную поверхность заготовки он может ее протачивать (рис. 11.13, в). Если инструмент установлен во вращающемся инструментальном шпинделе токарного обрабатывающего центра, то им можно на неподвижной заготовке обрабатывать поверхности как торцовой фрезой с глубиной резания несколько миллиметров (рис. 11.13, г).
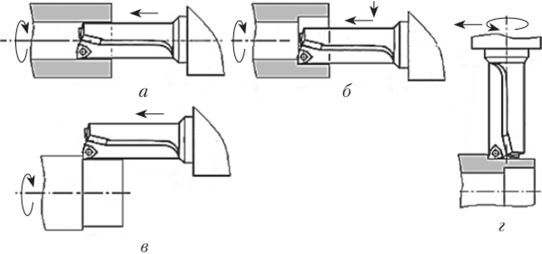
Рис. 11.13. Схемы обработки многофункциональным инструментом.
Режущие инструменты, называемые цековками, являются разновидностью зенкеров и служат для обработки поверхностей, перпендикулярных ранее образованным отверстиям (рис. 11.14).
Цековки имеют одноименное наименование со ступенчатыми углублениями небольшой глубины, которые обычно служат для размещения цилиндрических головок винтов с шестигранными отверстиями под торцовый ключ.
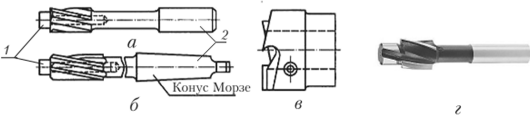
Рис. 11.14. Цековки:
а — с цилиндрическим хвостовиком; б — с коническим хвостовиком; в — насадной зенкер; г — фото цековки Цековки обладают цилиндрической направляющей, цапфой 1, которая может быть сменной, как показано на рис. 11.14. Такая конструкция облегчает заточку торцовых зубьев, на которые возлагается основная нагрузка при резании. Тело 2 инструментов может иметь цилиндрические (рис. 11.14, а) или конические (рис. 11.14, б) хвостовики.
Насадной зенкер большего диаметра (рис. 11.14, в) используется на токарных обрабатывающих центрах для торцевания поверхностей, лежащих вне центрального отверстия.
На рис. 11.15, а показано, как режущий инструмент 1, именуемый цековкой, обрабатывает открытую поверхность (тоже цековку), обращенную в сторону инструмента. Цапфа в передней части инструмента направляется просверленным ранее отверстием.
Трудности возникают при обработке закрытых поверхностей (рис. 11.15, б). Можно предложить инструмент 2 — цековку-улитку, проходящую в свернутом состоянии через просверленное отверстие и только после этого раскрывающуюся.
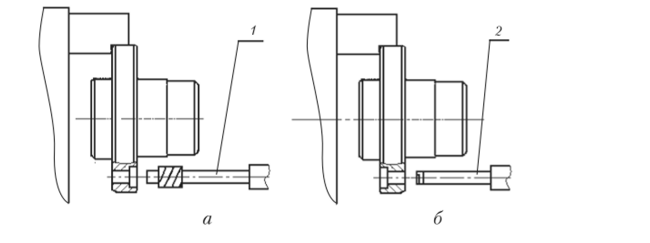
Рис. 11.15. Обработка открытых и закрытых цековок:
а — обработка открытой поверхности; б — обработка закрытой поверхности Подробно устройство и работа цековки-улитки показаны на рис. 11.16. Изготовленная из быстрорежущей стали улитка 2 крепится к телу державки 3 с помощью винтика 1, который одновременно является осью, на которой улитка может повернуться.
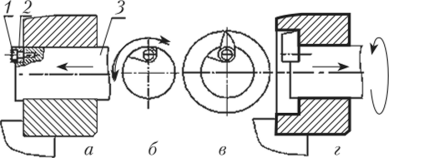
Рис. 11.16. Работа цековки-улитки.
На рис. 11.16, а показано, как в свернутом состоянии цековка-улитка проходит насквозь через просверленное отверстие. При включении вращения (рис. 11.16, б) центробежные силы вынуждают улитку 2 повернуться на оси, она занимает раскрытое положение (рис. 11.16, в). При движении подачи назад (рис. 11.16, г) происходит резание. Для вывода инструмента из отверстия необходимо немного отвести улитку от обработанного торца, включить обратное вращение, затем его выключить. Под воздействием сил инерции и в связи с прекращением действия центробежных сил улитка закроется, после чего ее можно свободно вывести из отверстия.
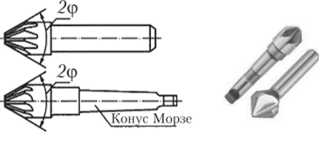
Рис. 11.17. Зенковки.
Для обработки фасок в отверстиях, не лежащих на оси вращения заготовки, служат конические зенкеры, именуемые зенковками (рис. 11.17).