Система управления обрабатывающей производственной ячейкой
Клапан задержки времени 3Z приводится в действие при управляющем давлении 3 бара. После этого цилиндр 3 возвращается в исходное положение под действием возвратной пружины. Быстрое движение возврата достигается за счет клапана выпуска 3V2. В положении втянутого штока цилиндр 3 приводит в действие распределитель 55, воздействуя на его управляющий рычаг. Распределитель 1VI меняет положение… Читать ещё >
Система управления обрабатывающей производственной ячейкой (реферат, курсовая, диплом, контрольная)
Задача
Построить пневматическую систему управления для производственной ячейки (рис. 9.13).
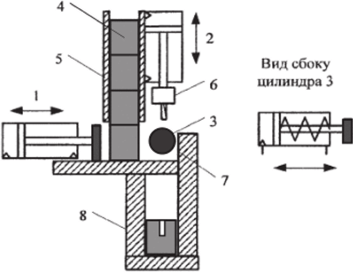
Рис. 9.13. Схема обрабатывающей производственной ячейкой
Стальные заготовки 4 подаются по направляющим 5 к сверлильному инструменту 6, где они зажимаются, обрабатываются и выталкиваются. Горизонтально установленный силовой цилиндр 1 подает заготовки в зону обработки и прижимает их к упору 7. Начало работы системы производится от кнопки пуска, и далее система функционирует автоматически в непрерывном режиме. Когда достигается требуемое давление зажима в 4 бара, задействуется силовой цилиндр сверла и производится сверление заготовки. Давление подачи в 5 бар устанавливается регулятором давления. После достижения глубины сверления, устанавливаемой клапаном с управлением от роликового рычага, сверло возвращаегся в исходное положение. После этого автоматически срабатывает силовой цилиндр 3, направляющий обработанную заготовку в накопитель 8. Через 0,6 с шток силового цилиндра 3 возвращается в исходное положение и инициирует новый цикл работы системы.
Решение
Реализация системы управления приведена на рис. 9.14. В начальном положении штоки всех трех цилиндров втянуты. Цилиндр 1 приводит в действие распределитель 1S3 через его роликовый рычаг. Линия Р1 соединена с атмосферой, а в линию Р2 подается давление питания через распределитель 0 V1.
Нажатие кнопки начала 1S1 переключает распределитель /VI. Шток цилиндра 1 выдвигается, стравливая воздух через дроссель JV2, и перемещает заготовку в зону обработки, прижимая ее к упору.
Давление в цилиндре 1 продолжает нарастать до 4 бар. По достижении этого давления срабатывает распределитель 2Z1, соединенный с линией Р2, и распределитель 2 VI переключается.
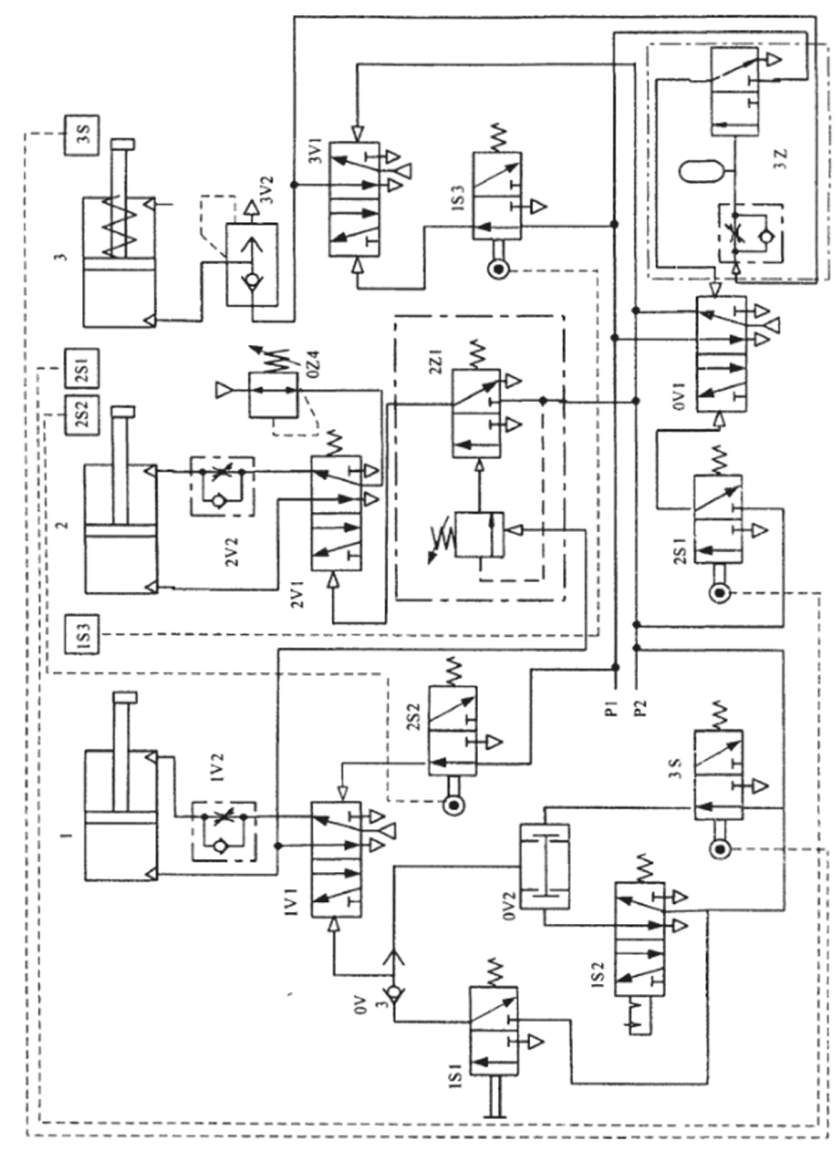
Рис. 9.14. Система управления обрабатывающей производственной ячейкой
Шток цилиндра 2 выдвигается, стравливая воздух через дроссель 2V2, который задает скорость движения сверла. Распределитель 2S1 срабатывает от переднего конечного переключателя, задающего глубину сверления. В результате переключается распределитель 0VI, в линию Р1 поступает давление, и цилиндр 2 возвращается в начальное положение со втянутым штоком. Линия Р2 соединяется с атмосферой, и вновь срабатывает распределитель 2VI. Цилиндр 2 приводит в действие распределитель 2S2 через рычаг в конечном положении.
Распределитель 1VI меняет положение, и цилиндр 1 возвращается в исходное положение, освобождая рычаг распределителя IS3. В результате срабатывает распределитель 3 VI, приводя в движение цилиндр 3, который сбрасываег заготовку из зоны обработки в накопитель. В это время пневматическая емкость клапана задержки времени 3Z заполняется через дроссель.
Клапан задержки времени 3Z приводится в действие при управляющем давлении 3 бара. После этого цилиндр 3 возвращается в исходное положение под действием возвратной пружины. Быстрое движение возврата достигается за счет клапана выпуска 3V2. В положении втянутого штока цилиндр 3 приводит в действие распределитель 55, воздействуя на его управляющий рычаг.
Когда селективный распределитель IS2 находится в показанном на схеме положении, запуск кнопкой JSI реализует один цикл функционирования системы. Непрерывный режим функционирования осуществляется при выборе второго рабочего положения распределителя IS2.