Оценка по рабочей конструкторской документации
Наличию устройств сопряжения с внешними средствами диагностирования при измерении частоты вращения и углового ускорения рабочих органов машины; Сохранение после изготовления и в процессе эксплуатации технологических баз (центров, поверхностей), используемых при восстановлении деталей; Наличие у базовых корпусных деталей поверхностей крепления на стендах при выполнении разборочно-сборочных работ… Читать ещё >
Оценка по рабочей конструкторской документации (реферат, курсовая, диплом, контрольная)
Экспертная оценка ремонтопригодности дается на основе сборочных чертежей и чертежей деталей.
По сборочным чертежам оценивают соответствие конструкции следующим качественным требованиям к ремонтопригодности:
- 1) применению модулей, включающих составные части с неподвижными соединениями и демонтируемых в сборе;
- 2) исключению самоотворачиваемости резьбовых сопряжений;
- 3) обеспечению постоянного контроля составных частей, отказ которых влияет на безопасность работ;
- 4) наличию устройств сопряжения с внешними средствами диагностирования при измерении частоты вращения и углового ускорения рабочих органов машины;
- 5) наличию устройств для захвата подъемным оборудованием составных частей массой свыше 20 кг;
- 6) применению сменных элементов изнашивающихся деталей (вкладышей, втулок, гильз);
- 7) возможности перестановки деталей с несимметричным износом для работы противоположной стороной;
- 8) наличию корродирующих участков тонкостенных крупногабаритных деталей и их легкосъемность;
- 9) исключению при разборке перемещений деталей через места с неподвижной посадкой деталей;
- 10) наличию фасок, исключающих неправильную сборку (несоосность).
Дополнительно сначала по сборочным чертежам выявляют сопряжения деталей, а затем по рабочим чертежам оценивают соответствие их качественным требованиям к ремонтопригодности. К таким требованиям относятся:
- 1) соответствие присоединительных размеров в местах сопряжения;
- 2) применение быстродействующих разъемов маслопроводов и электропроводки;
- 3) сохранение после изготовления и в процессе эксплуатации технологических баз (центров, поверхностей), используемых при восстановлении деталей;
- 4) наличие у базовых корпусных деталей поверхностей крепления на стендах при выполнении разборочно-сборочных работ в процессе ремонта;
- 5) наличие устройств, обеспечивающих заданную точность относительного расположения составных частей (центрирующих, компенсирующих);
- 6) наличие элементов, обеспечивающих правильный монтаж деталей, обработанных совместно;
- 7) наличие специальных демонтажных баз у деталей с прессовой или переходной посадкой;
- 8) отсутствие передачи усилия через тела качения при разборке подшипниковых узлов;
- 9) применение стопорных колец с демонтажными базами;
- 10) достаточная глубина упрочненного слоя у термообработанных деталей для перехода на ремонтный размер путем механической обработки;
- 11) наличие антикоррозионных покрытий крепежных и резьбовых деталей;
- 12) приспособленность к использованию ручного инструмента (рис. 9.2—9.6).
Иногда для интенсификации процесса сборки выгоднее ряд деталей изготовлять за одно целое, например болт с шайбой (рис. 9.2). Это может повысить стоимость изготовления, но значительно снизит стоимость сборки. Иногда целесообразнее вместо винта (рис. 9.3, а) стопорить болты изгибом шайбы (рис. 9.3, б).
Рис. 9.2. Конструкция болта и шайбы

Рис. 9.3. Стопорение болта.
В процессе отработки конструкции изделия следует учесть, что при сборке легче ввертывать болты в гайки, чем наоборот, из-за трудности ориентации гаек в плоскости, перпендикулярной оси резьбы. На рис. 9.4, а показана обычная конструкция резьбового соединения, а на рис. 9.4, б показано использование паза для удержания и центрирования гайки.

Рис. 9.4. Конструкция резьбового соединения.
К головкам болтов, винтов и гаек должен быть свободный доступ для ключей резьбозавертывающих шпинделей сборочных машин. На рис. 9.5, а показаны детали, не пригодные для автоматической сборки, а на рис. 9.5, б — пригодные.
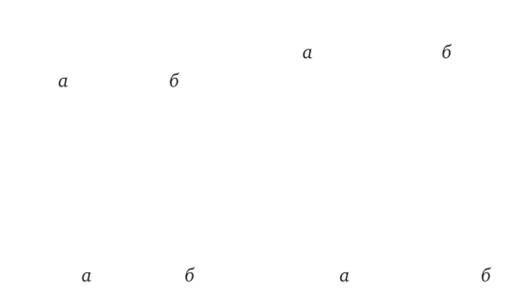
Рис. 9.5. Конструктивные исполнения сборочных единиц.
При конструктировании деталей, подлежащих сборке при помощи резьбовых соединений с применением гаечных ключей, можно использовать данные, приведенные в таблице 9.1 в соответствии с рис. 9.6, а-д.
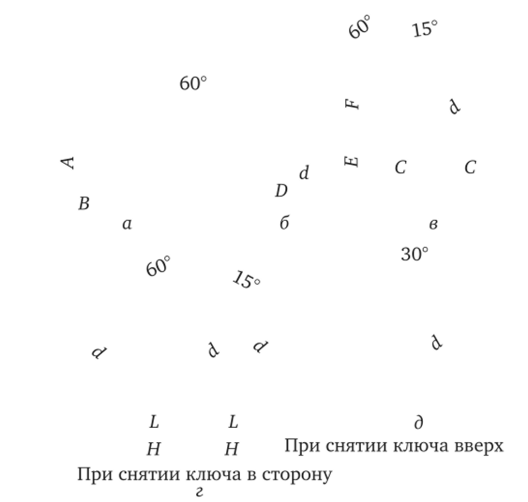
Рис. 9.6. Конструктивные исполнения мест под гаечные ключи.
Размены гнезд для гаечных ключей, мм | Размеры гнезд для гаечных ключей, мм | ||||||||||||||||||
d | А | В | D | С | Е | F | L | Н | К | d | А | В | D | С | Е | F | L | Н | К |
Оценка ремонтопригодности по рабочим чертежам завершается составлением заключения о соответствии разработанной конструкции качественным требованиям к ремонтопригодности. Перечень нетехнологичных конструкторских решений, выявленных при оценке, передается разработчику. На основании результатов оценки разрабатываются предложения по обеспечению ремонтопригодности.