Конструирование модели.
Технология художественного литья
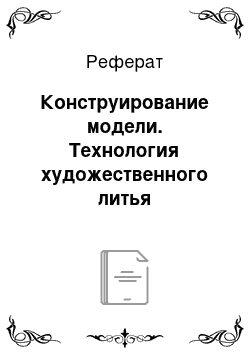
Таблица 11 П Расчет размеров отливки, модели и стержня с учетом припусков на механическую обработку и на усадку. В соответствии с индивидуальным заданием по чертежу детали определить необходимое положение отливки в форме; Примечание. Отливки группируют на мелкие — до 100 кг, средние — от 100 до 500 кг, крупные — свыше 500 до 5000 кг. Медные сплавы (без скобок — для оловянистых бронз, в скобках… Читать ещё >
Конструирование модели. Технология художественного литья (реферат, курсовая, диплом, контрольная)
При конструировании модели необходимо учитывать линейную усадку сплава. Расчет размеров модели производят, пользуясь данными, приведенными в табл. 8 П приложения.
Формовочные уклоны для моделей и стержневых ящиков рекомендуегся выбирать согласно ГОСТ 3212–92 (табл. 9 П и 10 П приложения) по типу, представленному на рис. 2.
Пример расчета размеров отливки, модели и стержня корпуса крана приведен в табл. 11 П приложения.
На рис. 9, 10 приведены чертежи модели и стержня корпуса крана.
Самостоятельная работа
При выполнении самостоятельной работы по заданию преподавателя и оформлении отчета необходимо выполнить следующие действия:
- 1) в соответствии с индивидуальным заданием по чертежу детали определить необходимое положение отливки в форме;
- 2) назначить плоскость разъема модели и формы;
- 3) определить число, конфигурацию и положение стержней в форме;
- 4) выявить поверхности, подвергаемые механической обработке и установить для них величину минимального литейного припуска. С этой целью по величине шероховатости поверхностей детали или допуска неровностей поверхности (см. варианты индивидуальных заданий) определить степень точности поверхности отливки (табл. 3 II и 4 П приложения), затем по табл. 2 П по степени точности установить ряд припуска и, но его номеру определить величину минимального припуска на обработку (табл. 1 П приложения);
- 5) определить размеры отливки и выполнить ее эскиз по образцу рис.8;
- 6) определить линейную усадку материала детали в % (табл. 8 П);
- 7) определить размеры модели, а также формовочные уклоны по табл. 9 П и 10 П и выполнить эскиз модели по образцу рис. 9;
- 8) определить размеры стержней, а также размеры и формовочные уклоны стержневых знаков по табл. 5—7 П и выполнить чертеж стержней по образу рис. 4 и 10;
- 9) расчеты размеров отливки, модели и стержней свести в таблицу по образцу табл. 11 П;
- 10) в отчете представить результаты работы, но п. 6—9 раздела 1.2.6.
КОНТРОЛЬНЫЕ ВОПРОСЫ
- 1. Чем отличается отливка от готовой детали?
- 2. Чем отличается литейная модель от отливки?
- 3. Для чего вертикальные поверхности модели выполняются с уклоном?
- 4. Какие цели преследует назначение припусков?
- 5. Где учитывается усадка литейных сплавов?
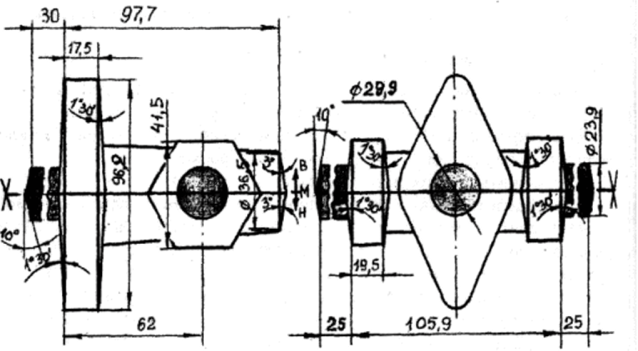
Рис. 9. Модель корпуса крана
Рис. 10. Стержень корпуса крана.
Приложение
Таблица 1 П Минимальный литейный припуск [1].
Ряд припуска отливки. | Минимальный литейный припуск на сторону, мм. | Ряд припуска отливки. | Минимальный литейный припуск на сторону, мм. |
0,1. | 1,6. | ||
0,2. | 2,0. | ||
0,3. | 2,5. | ||
0,4. | 3,0. | ||
0,5. | 4,0. | ||
0,6. | 5,0. | ||
0,8. | 6,0. | ||
1,0. | 8,0. | ||
1,2. | 10,0. |
Таблица 2 П Ряды припусков на обработку отливок [1].
Степени точности поверхности. | Ряды припусков. | Степень точности поверхности. | Ряды припусков. |
1—2. | 1—2. | 7—10. | |
3—4. | 1—3. | 8—11. | |
5—6. | 1—4. | 9—12. | |
7—8. | 2—5. | 10—13. | |
9—10. | 3—6. | 11—17. | |
11—12. | 4—7. | 12—15. | |
13—14. | 5—8. | 13—16. | |
6—9. |
Примечания.
- 1. Меньшие значения для рядов припусков из диапазонов их значений следует принимать для термообработанных отливок из цветных легкоплавких сплавов, большие значения — для отливок из ковкого чугуна, средние — для отливок из серого и высокопрочного чугуна, термообработаиных отливок из стальных и цветных тугоплавких сплавов.
- 2. Для верхних при заливке поверхностей отливок единичного и мелкосерийного производств, изготавливаемых в разовых формах, допускается принимать увеличенные на 1—3 единицы значения припуска.
Продолжение приложения
Таблица 3 П Соответствие между шероховатостью и степенями точности поверхностей отливок ш.
Параметр шсрохова; тости. | Значение шероховатости для степеней точности поверхности отливок. | ||||||||||
R, мкм, не более. | 2,0. | 2,5. | 3,2. | 4,0. | 5,0. | 6,3. | 8,0. | 10,0. | 12,5. | 16,0. | 20,0. |
Продолжение табл. 3 П.
Параметр шероховатости. | Значение шероховатости для степеней точности поверхности отливок. | ||||||||||
R;, мкм, нс более. | 25,0. | 0. | 40,0. | 50,0. | 63,0. | 80,0. | —. | —. | —. | —. | |
R?, мкм, не более. | |||||||||||
Таблица 4 П Допуск неровностей поверхностей отливки [1].
Степень точности поверхности отливки. | Допуск неровности поверхностей отливки, мм. | Степень точности поверхности отливки. | Допуск неровности поверхностей отливки, мм. |
0,05. | 0,64. | ||
0,06. | 0,8. | ||
0,08. | |||
0,1. | 1,2. | ||
0,12. | 1,6. | ||
0,16. | |||
0,2. | 2,4. | ||
0,24. | 3,2. | ||
0,32. | |||
0,4. | |||
0,5. | 6,4. |
Продолжение приложения Таблица 5 П Формовочные уклоны поверхностей стержневых знаков [3].
Обозначения (рис. 3). | Высота (длина) стержневого знака, мм. | Уклон, (Г. |
Л; Л,; /. | До20. | |
св. 20 до 50. | ||
св. 50 до 100. | ||
св. 100. |
Таблица 6 П Длина горизонтальных знаков, мм [3].
(а+ЬУ 2 или D | / (не более) при длине стержня L | |||||
до 50. | 50—150. | 150—300. | 300—500. | 500—750. | 750—1000. | |
До 25. | —. | |||||
25—50. | —. | —. | ||||
50—100. | ПО. | |||||
100—200. | ||||||
200—300. | —. | ПО. | ||||
300-^00. | —. | —. | ||||
400—500. | —. | —. | ||||
500—750. | —. | —. | —. | |||
Таблица 7 П Длина вертикальных знаков (нижних и верхних), мм [3].
(а+Ь)/2 или D | Ль Л (нс более) при длине стержня L: | |||||
до 50. | 50—150. | 150—300. | 300—500. | 500—750. | 750—1000. | |
До 25. | ||||||
25—50. | —. | —. | ||||
50—100. | ||||||
100—200. | ПО. | |||||
200—300. | ||||||
300^—400. | ||||||
400—500. | ||||||
500—750. | ||||||
Примечание. При отсутствии верхнего знака высота нижнего знака может быть увеличена на 50% против величины, взятой по табл. 7 П.
Усадка литейных сплавов [6].
Материал отливки. | Литье. | Линейная усадка, %. |
Серый чугун. | Мелкое. | 0,8—1,2. |
Среднее. | 0,6—1,0. | |
Крупное. | о. V. о. V. | |
Углеродистая и низколегированная сталь. | Мелкое. | 1,8—2,2. |
Среднее. | 1,6—2,0. | |
Крупное. | 1,4—1,8. | |
Медные сплавы (без скобок — для оловянистых бронз, в скобках — для бсзоловянистых бронз и латуней). | Мелкое. | 1,1—1,2 (1,6—2,0). |
Среднее. | 0,9—1.1 (1,5—1,9). | |
Крупное. | 0,8—1,0 (1,4—1,8). | |
Алюминиевые и магниевые сплавы. | Мелкое. | 1,0−1,5. |
Среднее. | 0,9—1,4. | |
Крупное. | 0,8—1,3. |
Примечание. Отливки группируют на мелкие — до 100 кг, средние — от 100 до 500 кг, крупные — свыше 500 до 5000 кг.
Таблица 9 П Формовочные уклоны поверхностей моделей и стержневых ящиков [31.
Высота вертикальной повсрхности модели /и мм. | Деревянные модели. Уклоны, а нс более. | |
Машинная формовка. | Ручная формовка. | |
До 20. | ||
Свыше 20 до 50. | Г30'. | Г30'. |
Св. 50 до 100. | Г15'. | Г15'. |
Св. 100 до 200. | 0*45'. | 0*45'. |
Св. 200 до 300. | 0*30'. | 0*30'. |
Св. 300 до 500. | 0*30'. | 0*30'. |
Св. 500 до 800. | 0°20'. | 0*30'. |
Примечание. Формовочные уклоны в стержневых ящиках рекомендуется выполнять равнозначным наружным уклонам моделей.
Формовочные уклоны на внутренних поверхностях моделей [3].
Измеряемая высота поверхности модели Ив, мм. | Модели. Уклоны а, не более. | |
Металлические. | Деревянные. | |
До 20. | ||
св. 20 до 50. | 2*30'. | |
св. 50 до 100. | 1*30'. | |
св. 100 до 200. | 045'. | |
св. 200 до 300. | 045'. | |
св. 300 до 500. | 0'30'. | 045'. |
св. 500 до 800. | 0°30'. | 045'. |
Таблица 11 П Расчет размеров отливки, модели и стержня с учетом припусков на механическую обработку и на усадку.
Размер детали, мм (рис. 1). | Припуск на механическую обработку, мм (табл. 2). | Размер отливки, мм. | Припуск на усадку (табл. 8). | Размер модели, мм. | Размер стержня, мм. | |
%. | мм. | |||||
1,2×1 стор. = 1,2. | 116,2. | 1,3. | 1,5. | 117,7. | _. | |
1,2×2 стор. = 2,4. | 114,4. | 1,5. | 115,9. | 115,9. | ||
1,2×1 стор. = 1,2. | 108,2. | 1,4. | _. | 109,6. | ||
1,2×1 стор. = 1,2. | 61,2. | 0,8. | 62,0. | _. | ||
1,2×1 стор. = 1,2. | 19,2. | 0,3. | 19,5. | _. | ||
1,2×1 стор. = 1,2. | 17,2. | 0,3. | 17,5. | _. | ||
0 32. | 1,2×2 стор. = 2,4. | 0 29,6. | 0,3. | 0 29,9. | 0 29,9. | |
0 26. | 1,2×2 стор. = 2,4. | 0 23,6. | 0,3. | 0 23,9. | 0 23,9. | |
0 25. | 1,2×2 стор. = 2,4. | 0 22,6. | 0,3. | _. | 0 22,9. | |
0 36. | _. | 0 36. | 0,5. | 0 35,5. | _. | |
_. | 0,6. | 46,6. | _. | |||
_. | 1,2. | 96,2. | _. | |||