Расчет календарно-плановых нормативов
Расчет межоперационных оборотных заделов производится по стандарт-плану ОППЛ между каждой парой смежных операций. Для этого период оборота линии (То) разбивается на части, каждая из которых характеризуется неизменным числом работающих единиц оборудования на смежных операциях и называется частным периодом. Основной состав календарно-плановых нормативов ОППЛ следующий: укрупненный такт (ритм… Читать ещё >
Расчет календарно-плановых нормативов (реферат, курсовая, диплом, контрольная)
Однопредметные прерывно-поточные линии применяются в массовом и крупносерийном типах производства, когда норма времени выполнения операций производственного процесса не равна и не кратна такту (ритму) потока и когда на отдельных операциях появляется брак.
Основной состав календарно-плановых нормативов ОППЛ следующий: укрупненный такт (ритм); количество рабочих мест по операциям и по всей поточной линии; стандарт-план работы линии; размер и динамика движения межоперационных оборотных заделов; длительность производственного цикла.
Такт ОППЛ определяется по формуле:

(2.1).
tштi — норма штучного времени i-той операции, мин;
m — количество операций по данному технологическому процессу.

Определение количества рабочих мест осуществляется по каждой i-той операции и по всей поточной линии в целом.
Расчет производится по формуле:

(2.2).
tштi — норма штучного времени на i-той операции, мин.
Расчетные величины получаются, как правило, дробными числами, поэтому их необходимо округлить до ближайших целых чисел ().
Перегрузка рабочих мест устраняется путем совершенствования технологии, механизации и оснащения рабочих мест приспособлениями во время отладки ОППЛ.
Общее количество рабочих мест на линии определяется как расчётное так и принятое.

и (2.3).
Коэффициент загрузки определяется по формулам:

(2.5).
(2.6).
Все результаты расчетов по количеству рабочих мест представлены в таблице 2.1.
Программа запуска изделий за плановый период:
(2.7).
d — число рабочих дней; t — продолжительность рабочей смены; S — сменность работы; б — потери времени на ремонт.
 Операция. | tшт, мин. | Kв. | tшт, мин сКв. | Количество рабочих мест. | N. | Загрузка рабочих мест. | Порядок обслуживания рабочих мест. | ||||||||
Ср | Спр | %. | мин. | ||||||||||||
Токарная. | 3,0. | 1.2. | 2,5. | 0,5. | 1+5. | ||||||||||
Токарная. | 5,0. | 5,0. | 1.1. | 2 3. | 100 10. | 480 48. | 2 3+10. | ||||||||
Фрезерная. | 4,9. | 1.1. | 4,45. | ||||||||||||
Фрезерная. | 2,3. | 2,3. | 0,5. | 5+1. | |||||||||||
Слесарная. | 8,0. | 8,0. | 1,7. | 6 7. | 100 70. | 480 336. | 6 7+9. | ||||||||
Токарная. | 6,0. | 6,0. | 1,3. | 8 9. | 100 30. | 480 144. | 8 9+7. | ||||||||
Токарная. | 4,1. | 4,1. | 0,9. | 10+3. | |||||||||||
Итого. | 30,4. | 6,4. |
Рисунок 2.1 Стандарт-план работы ОППЛ
Расчётная численность производственных рабочих составляет 10 чел., однако после построения графика регламентации труда (подбора работ и совмещения профессий) выявлено, что достаточно иметь на линии 7 основных производственных рабочих в смену. График и порядок обслуживания рабочих мест представлен на стандарт-плане.
Построение стандарт-плана ОППЛ — сложный процесс, осуществляется в табличной форме, в которую вносятся все операции технологического процесса и нормы времени их выполнения, проставляется такт потока и определяется необходимое число рабочих мест по каждой операции и в целом по линии; определяется загрузка рабочих мест в минутах и в процентах; присваиваются номера рабочим местам; строится график работы оборудования на каждой операции и рассчитывается необходимое количество производственных рабочих; в связи с недогрузкой оборудования на отдельных рабочих местах, а следовательно, и рабочих-операторов, производится дозагрузка рабочих путем закрепления за ними нескольких недогруженных рабочих мест, т. е. строится график регламентации труда по линии и определяется окончательная численность производственных рабочих, присваиваются им номера или условные знаки и устанавливается порядок обслуживания недогруженных рабочих мест.
Исходя из данных стандарт-плана видно, что расчетная численность производственных рабочих составляет 7 человек. График и порядок обслуживания рабочих мест представлен на стандарт-плане.
На ОППЛ вследствие различной трудоемкости на операциях производственного процесса неизбежны межоперационные оборотные заделы. Они создаются для выравнивания производительности на смежных операциях. Это детали или узлы, находящиеся на рабочих местах в ожидании процесса обработки. Оборотные заделы позволяют организовать непрерывную работу на рабочих местах в течение определенного стандартным планом отрезка времени. Характерной чертой оборотных заделов является изменение их величины на протяжении периода оборота линии от нуля до максимума. Размеры их, как правило, настолько велики, что весь расчет заделов на таких линиях сводится к расчету только межоперационных оборотных заделов, пренебрегая расчетом технологических, транспортных и страховых заделов.
Расчет межоперационных оборотных заделов производится по стандарт-плану ОППЛ между каждой парой смежных операций. Для этого период оборота линии (То) разбивается на части, каждая из которых характеризуется неизменным числом работающих единиц оборудования на смежных операциях и называется частным периодом.
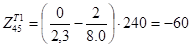
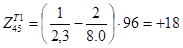
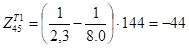
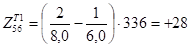
Размер оборотного задела между парой смежных операций (i и i+1) и на каждом частном периоде (Тj) определяется по формуле:
(2.8).
Tj — продолжительность j-го частного периода между двумя смежными операциями при неизменном числе работающих единиц оборудования, мин;
Cj и Cj+1 — число единиц оборудования соответственно на i-й и (i+1)-й операциях в течение частного периода времени Тj;
tшт.i и tшт. i+1 — нормы штучного времени соответственно на i-й и (i+1)-й операциях технологического процесса, мин.
Величина оборотного задела может быть положительной или отрицательной. Положительное значение задела свидетельствует об увеличении его на отрезке Tj, т.к. предыдущая операция выдает больше изделий, чем может быть обработано на последующей, отрицательное — об уменьшении, поскольку предыдущая операция выдает изделий меньше, чем необходимо для последующей.
Произведем расчет межоперационных заделов в табличной форме (табл.2.1.).
В экономическом отношении важной характеристикой ОППЛ является средняя величина межоперационных заделов между каждой парой смежных операций и по линии в целом, поскольку она характеризует связывание оборотных средств в незавершенном производстве.
Таблица 2.1 Расчет межоперационных оборотных заделов.
Частные периоды. | Длительность частного периода, мин. | Расчет заделов по частным периодам Тj, шт. | Площадь эпюр, дет./мин. |
Между 1-й и 2-й операциями. | |||
Т1. Т2. Т2. |
|    7 208. | |
Между 2-й и 3-й операциями. | |||
Т1. Т2. |
|   1 296. | |
Между 3-й и 4-й операциями. | |||
Т1. Т2. |
|   12 480. | |
Между 4-й и 5-й операциями. | |||
Т1. Т2. Т3. |
|    11 232. | |
Между 5-й и 6-й операциями. | |||
Т1. Т2. |
|   6 864. | |
Между 6-й и 7-й операциями. | |||
Т1. Т2. Т3. |
|    4 584. | |
ВСЕГО: 43 664. |
Средняя величина межоперационного задела в целом по линии равна сумме средних величин межоперационных оборотных заделов по всем операциям. Эта величина вычисляется по формуле:
(2.9).
шт.
Средняя величина оборотного задела (Zср.об) на линии принимается для расчета величины незавершенного производства. Величина незавершенного производства в нормо-часах, без учета затрат труда в предыдущих цехах, определяется по формуле:
нормо-ч (2.10).
нормо-ч.
Величина незавершенного производства в денежном выражении определяется по формуле:
(2.11).
Важным календарно-плановым нормативом является длительность производственного цикла (tц). Расчет этого норматива производится по формуле:
(2.12).
ч.