Струйная гидроабразивная обработка
Мешалка; 2 — бак; 3 — двигатель; 4 — насос; 5 — труба подачи суспензии; 6 — подача воздуха; 7 — резервуар; 8 — рабочая камера; 9 — струйный аппарат; 10 — заготовка; 11 — труба слива В баке 2 пропеллерной мешалкой 1, приводимой в движение электродвигателем 3, абразивные частицы поддерживаются в жидкости во взвешенном состоянии. С помощью насоса 4 суспензия по трубе 5 подается в резервуар 7… Читать ещё >
Струйная гидроабразивная обработка (реферат, курсовая, диплом, контрольная)
Струйная гидроабразивная обработка представляет собой процесс ударного воздействия на обрабатываемую поверхность высокоскоростной гидроабразивной струи (рис. 14.23).
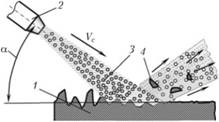
Рис. 14.23. Схема гидроабразивной обработки:
1 — поверхность детали; 2 — форсунка; 3 — «падающая» струя; 4 — микростружка; Vс — скорость струи Характер взаимодействия с поверхностью абразивных частиц, находящихся в струе, определяет выходные параметры процесса — производительность и качество обработки. В плане абразивного воздействия метод можно рассматривать как эрозию потоком абразивных частиц обрабатываемой поверхности.
При удалении материала абразивной струей 3 происходят следующие процессы: разрушение обрабатываемой поверхности 1 в результате высоких контактных напряжений; срезание микростружки 4 с поверхности; образование клиновидных трещин в поверхностном слое; гидроудар; контактная усталость и т. д. Относительная роль каждого из этих явлений определяется физико-механическими свойствами материала обрабатываемой детали и абразивных частиц, скоростью и углом атаки абразивной струи.
По способу подачи суспензии к струйному аппарату и на обрабатываемую заготовку гидроабразивные установки подразделяются на установки:
- • с эжекцией суспензии в струйный аппарат и последующим ускорением ее газом или водой;
- • нагнетанием суспензии газом, водой или насосом с последующим истечением ее через сопло;
- • нагнетанием суспензии газом, водой или насосом и последующим ускорением ее лопастями ротора, газом или водой.
На рис. 14.24 показана гравитационная установка, в которой в качестве носителя абразивного материала использована вода.

Рис. 14.24. Схема (а) и внешний вид (б) установки с подачей абразивного материала и суспензии самотеком:
1 — мешалка; 2 — бак; 3 — двигатель; 4 — насос; 5 — труба подачи суспензии; 6 — подача воздуха; 7 — резервуар; 8 — рабочая камера; 9 — струйный аппарат; 10 — заготовка; 11 — труба слива В баке 2 пропеллерной мешалкой 1, приводимой в движение электродвигателем 3, абразивные частицы поддерживаются в жидкости во взвешенном состоянии. С помощью насоса 4 суспензия по трубе 5 подается в резервуар 7, расположенный в верхней части рабочей камеры 8, из которого она стекает к струйному аппарату 9, и сжатым воздухом, поступающим по трубе 6', выбрасывается на обрабатываемую поверхность заготовки 10, после чего по трубе 11 возвращается в бак. Гравитационные установки отличаются друг от друга лишь схемой подачи абразивного материала в резервуар, не влияющей на процесс обработки.
Стеклоструйная обработка
Это новый метод финишной очистки детали без искажения ее геометрии, повреждения ее поверхности и изменения механических свойств.
Суть метода состоит в бомбардировке поверхности детали воздушной смесью стеклянных сферических частиц определенного диаметра и физических свойств. Шарики имеют микроскопические размеры, поэтому их кинетическая энергия невелика, что позволяет проводить обработку без повреждения поверхности и геометрии заготовки.
Стеклянные шарики представляют собой идеальную комбинацию физических и химических свойств, которой не может соответствовать ни один другой абразивный материал. Они изготовлены из высококачественного закаленного натриевого стекла и не содержат свинца, химически инертны, не проникают внутрь поверхности, не изменяют и не загрязняют ее. Специальный состав и упругость делают их очень твердыми, стойкими к ударам и, таким образом, малоизнашиваемыми.
Стеклоструйная обработка позволяет эффективно очистить детали после электроэрозионной обработки, не оказывая влияния на поверхность, т. е. не создавая эффект наклепа.
Чистовая обработка пластическим деформированием статико-динамическими методамиСпособ статико-импульсной обработки (СИО) характеризуется нагружением обрабатываемой поверхности управляемым импульсным потоком энергии с целью обеспечения заданных параметров качества. Особенностью данного способа является комбинированное статическое и динамическое нагружение очага деформации. Основное деформирующее воздействие происходит за счет динамической составляющей нагрузки, которая формируется в ударной системе и сообщается в очаг деформации в виде пролонгированного импульса. Предварительное статическое поджатие инструмента к обрабатываемой поверхности позволяет более полно использовать энергию ударного импульса.
Метод обладает широкими возможностями в управлении результатами упрочнения поверхностного слоя.
Применение СРЮ энергетически более выгодно, чем статических методов ППД (например, накатывания при значительных статических нагрузках до 250 ???). Метод позволяет регулировать равномерность упрочнения поверхности, появляется возможность получения равномерно упрочненного слоя или слоя с регулярно изменяющейся твердостью (пятнистую поверхность), аналогичного по свойствам гетерогенному композиционному материалу с мягкой матрицей и твердыми включениями, который в ряде случаев обладает более высокими эксплуатационными свойствами вследствие торможения развития хрупкой микротрещины в вязком материале.