Отпуск.
Материаловедение в машиностроении
Отпуск может осуществляться в солях (селитрах) или с нагревом в воздушной атмосфере. При изотермической выдержке в процессе отпуска при 550…570 °С (см. рис. 9.1) карбиды выделяются как из мартенсита, так и из аустенита. При этом происходит: Классическая упрочняющая термическая обработка инструмента из быстрорежущих сталей состоит из операций закалки и трехкратного (двукратного) отпуска при… Читать ещё >
Отпуск. Материаловедение в машиностроении (реферат, курсовая, диплом, контрольная)
При отпуске быстрорежущих сталей должно быть реализовано дисперсионное твердение, снятие закалочных напряжений, т. е. превращение мартенсита закалки (М3) в мартенсит отпуска (Мо), а также превращение остаточного аустенита в мартенсит (аустенит не обладает необходимой твердостью). Эти задачи решаются, во-первых, выбором температуры изотермической выдержки при отпуске и, во-вторых, за счет того, что отпуск выполняется многократно.
Температура изотермической выдержки при отпуске 550…570 °С. При такой температуре сохраняется мартенсит и происходит дисперсионное твердение за счет выделения из твердого раствора большого количества дисперсных карбидов на основе легирующих компонентов. Отпуск обеспечивает получение максимальной твердости. Повышение температуры выше оптимальной приводит к коагуляции дисперсных карбидов, распаду мартенсита и, следовательно, к снижению твердости. Твердость, получаемая в результате отпуска при высоких температурах, называется вторичной в отличие от первичной, закалочной твердости.
Технология термической обработки
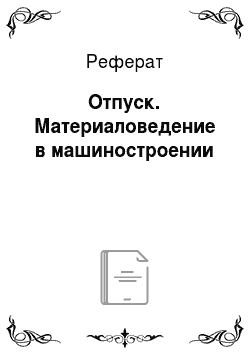
Классическая упрочняющая термическая обработка инструмента из быстрорежущих сталей состоит из операций закалки и трехкратного (двукратного) отпуска при 550…570 °С с изотермической выдержкой в течение 1 ч (рис. 9.1).
Нагрев под закалку осуществляется с предварительным подогревом при температурах, превышающих температуру? >? превращения (на практике около 850 °C в печи и 1050 °C в расплавленных солях). Это замедляет нагрев до температур закалки и предотвращает тем самым появление термических напряжений вследствие быстрого нагрева, а также обеспечивает большую равномерность состава твердого раствора при окончательном нагреве. Выдержка при подогреве — 15…20 с на 1 мм диаметра (толщины), при окончательном нагреве — около 10 с на 1 мм для соляных ванн (см. 15.1.3). Для предупреждения обезуглероживания поверхностных слоев инструмента, ведущего к потере твердости, нагрев под закалку осуществляют в расплавленных солях (ВаСl2 при окончательном нагреве, ВаСl7 + NaCl при подогреве). Высокая легированность аустенита позволяет выполнять охлаждение при закалке с невысокими скоростями (масло или горячие среды). Правильность выбора закалочной температуры оценивается по величине аустенитного зерна, выявляемого тралением микрошлифа закаленной стали. Зерно должно соответствовать баллу 10…9 стандартной шкалы (рис. 9.2). Такая структура обеспечивает необходимое сочетание свойств:
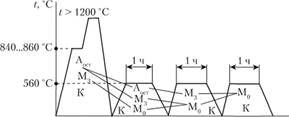
Рис. 9.1. Технология упрочняющей термической обработки быстрорежущих сталей (схема).
Рис. 9.2. Шкала величины зерна быстрорежущих сталей,? 400.
высокие значения твердости и теплостойкости и удовлетворительные прочность и вязкость. Повышение температуры закалки сверх оптимальной (перегрев) приводит к росту твердости и теплостойкости (бо?льшая легированность твердого раствора, большее количество фазы, выделяющейся при дисперсионном твердении), но прочность и вязкость снижаются из-за роста зерна. Закалка от температур ниже оптимальных (недогрев) приводит к противоположному эффекту.
Отпуск может осуществляться в солях (селитрах) или с нагревом в воздушной атмосфере. При изотермической выдержке в процессе отпуска при 550…570 °С (см. рис. 9.1) карбиды выделяются как из мартенсита, так и из аустенита. При этом происходит:
- — отпуск мартенсита закалки (он превращается в мартенсит отпуска М3 > М0);
- — снятие закалочных напряжений;
- — обеднение аустенита углеродом и легирующими компонентами.
Следствием последнего обстоятельства является повышение температур Мм и Мк, в результате чего при охлаждении после изотермической выдержки происходит превращение остаточного аустенита в мартенсит (Aост > Мз).
Основное количество остаточного аустенита превращается в мартенсит в результате первого отпуска. Однако в вольфрамовых сталях это превращение не проходит полностью. Их структура после первого отпуска состоит, таким образом, из мартенсита отпуска (подвергся отпуску мартенсит, полученный при закалке), мартенсита закалки (он образовался при охлаждении после отпуска остаточного аустенита), небольшого количества остаточного аустенита и карбидов, как избыточных, так и дисперсных, выделившихся при отпуске. В процессе второго отпуска происходит практически полное превращение аустенита в мартенсит закалки (структура — Мо, Мз, К). Третий отпуск выполняется для снятия остаточных на? пряжений, вызванных мартенситным превращением, происшедшим в процессе второго отпуска (структура Мо + К).
Процесс выделения карбидов из твердого раствора — диффузионный, т. е. зависит от времени. Установлено, что при принятых температурах отпуска продолжительность изотермической выдержки должна составлять 1 ч.