Размерный анализ технологических процессов механической обработки
При выполнении размеров при механической обработке обычно участвуют две поверхности, из которой одна подвергается обработке, а другая является той поверхностью, от которой должен быть выдержан заданный размер. При многоинструментальной обработке, когда одновременно обрабатывается несколько поверхностей разными инструментами в качестве настроечных баз, используются две поверхности. Одна из них… Читать ещё >
Размерный анализ технологических процессов механической обработки (реферат, курсовая, диплом, контрольная)
Размерный анализ имеет целью выявление схемы взаимосвязей между размерами заготовки, готовой детали, технологическими операционными размерами и припусками на обработку; выявление и расчет технологических размерных цепей; оценку точности принятого варианта ТП изготовления детали.
Размерные связи, возникающие на этапе установки заготовки
При выполнении размеров при механической обработке обычно участвуют две поверхности, из которой одна подвергается обработке, а другая является той поверхностью, от которой должен быть выдержан заданный размер. При многоинструментальной обработке, когда одновременно обрабатывается несколько поверхностей разными инструментами в качестве настроечных баз, используются две поверхности. Одна из них совпадает с технологической базой. От этой поверхности настраивается один из режущих инструментов, а обработанная этим инструментом поверхность будет служить настроечной базой для всех остальных инструментов.
Настроечной базой называют поверхность заготовки, которая образуется при одной установке с обрабатываемыми поверхностями, и по отношению к которой ориентируются обрабатываемые поверхности, связанные с ее технологическими размерами.
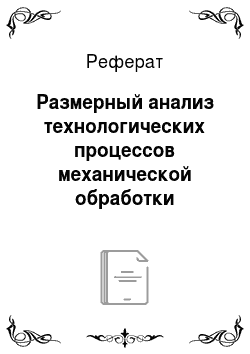
Рассмотрим размерные связи, возникающие на этапе установки заготовки, на примере фрезерования паза (рис. 8.1).
Как следует из рис. 8.1, при фрезеровании паза по схеме (б) на точность выполнения размера h влияет точность выполнения размера H (на предшествующей операции) и размера S1. При фрезеровании паза по схеме (в) h = S2 и по схеме (г) h = S4. Обеспечение точности выполнения заданных размеров детали зависит, таким образом, от выбора технологических баз и схемы установки заготовки.
Рис. 8.1. Фрезерование паза от различных баз:
а — эскиз детали: б — фрезерование паза на вертикально-фрезерном станке от технологической базы А; в — фрезерование паза на вертикально-фрезерном станке от технологической базы В: г — фрезерование паза на горизонтально-фрезерном станке от настроечной базы C
Пример 8.1
Назначьте допуск, верхнее и нижнее отклонения на размер операционный 5, (рис. 8.2), если H — ЮО022 и h — 20+0•13.
Допуск на размер S1 определяем из уравнения Th = T11 + Ts.
Поскольку 0,13 * 0,22 + Ts, необходимо ужесточить допуск на размер Н. Приняв T11 = 0,087 мм (по 9-му квалитету точности), получим 0,13 = 0,087 + Ts. Откуда Т5{ = 0,043 мм. Координату середины поля допуска размера 5, определим из уравнения: ECh — EC11 — ECs + 0,065 — (-0,0435) — ECs^. ECs — = -0,1085 мм. Тогда.

и.

Таким образом, размеры H и 5, должны выполняться с отклонениями H — - 100 0087 и S1=20-0,087-0,130 -олзо. Проверка подтверждает правильность расчетов:


Рис. 8.2. Схема размерной цепи.
Пример 8.2
Определите методом полной взаимозаменяемости допуски, верхние и нижние отклонения на операционные размеры S1 и S2, если H = 100 009 и h = 20-0.21 (рис. 8.3).

Рис. 8.3. Деталь и схема ее обработки.
Размерная схема процесса обработки детали представлена на рис. 8.4. Основное уравнение размерной схемы.

или.

Откуда находим Si = S2 = 60 мм. Допуски на размеры St и S2 находим из уравнения.

Поскольку.

Координаты середин полей допусков на размеры S1 и S2 находим из уравнения.

Тогда.

а.

Таким образом, размеры St и S2 должны быть выполнены с отклонениями S1 = S2 = 60+006.
Проверка: 

Рис. 8.4. Размерная схема процесса обработки детали (см. рис. 8.3).