Общее сопротивление участка электрод-электрод
Увеличение диаметра ядра (при сварке деталей одной толщины), достигаемое повышением силы тока и времени сварки, приводит, как правило, к снижению гээ и гээк. Например, гээк для диаметров электрода с1э, равных 4, 6 и 8 мм, составляет соответственно 200, 150 и 80 мкОм (сталь 12Х18Н ЮТ толщиной 1,5+1,5 мм). Сопоставляя различные кинетические кривые изменения /*ээ, а также конечные значения гээк при… Читать ещё >
Общее сопротивление участка электрод-электрод (реферат, курсовая, диплом, контрольная)
При протекании сварочного тока общее сопротивление существенно изменяется.
Первый период (I) характеризуется резким спадом гГ) за счет снижения гш и 2гш, несмотря на незначительное увеличение 2 г, вследствие роста температуры металла в области контакта деталь—деталь. В течение второго периода (II) г" практически определяется собственным сопротивлением деталей 2гя (так как г!Ы = 0, а 2 г.а очень мало). Небольшой спад гээ определяется в этом периоде увеличением площади электрических контактов, диаметры которых к концу нагрева достигают значений d3 и затем d" (рис. 2.8).
Сопоставляя различные кинетические кривые изменения /*ээ, а также конечные значения гээк при сварке одинаковых и разных материалов и соединений, можно в первом приближении судить об изменениях плотности тока j и общей стабильности процесса сварки.
В общем случае характер изменения гээ зависит:
- • от свойств металла;
- • толщины деталей;
- • режима сварки;
- • формы импульса тока;
- • размеров ядра;
- • формы рабочей поверхности электродов и т. п.
За цикл точечной сварки (например, стали 08кп) удельное сопротивление р увеличивается в 5—7раз. Но рост удельного сопротивления в значительной степени компенсируется увеличением площади контакта. В результате значение сопротивления гээ мало изменяется в процессе сварки (рис. 2.8). Кинетика изменения удельного сопротивления при изменении температуры для разных металлов и сплавов имеет достаточно существенные различия. Так, при сварке некоторых сталей и сплавов (например, 12X18Н ЮТ, Д16 и ОТ 4) удельное сопротивление р увеличивается за время сварки только в 1,5—2 раза, в то время как площадь электрических контактов значительно увеличивается, поэтому в некоторых случаях имеет место более значительное снижение гээ в области II, чем при сварке низкоуглеродистых сталей. У металлов и сплавов с низким удельным электросопротивлением (сплавы на основе меди и алюминия) значение гээ значительно меньше, чем для сплавов на основе железа и ряда других металлов. С ростом толщины деталей общее сопротивление за счет увеличения площади контакта в процессе сварки и конечное его значение гээк заметно снижаются.
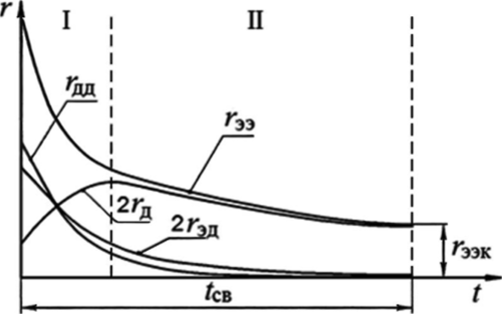
Рис. 2.8. Кинетика изменения электрических сопротивлений при точечной сварке.
Увеличение диаметра ядра (при сварке деталей одной толщины), достигаемое повышением силы тока и времени сварки, приводит, как правило, к снижению гээ и гээк. Например, гээк для диаметров электрода с1э, равных 4, 6 и 8 мм, составляет соответственно 200, 150 и 80 мкОм (сталь 12Х18Н ЮТ толщиной 1,5+1,5 мм).
При точечной сварке используются электроды как со сферической, так и плоской рабочей поверхностью. Сварка электродами со сферической поверхностью отличается меньшими размерами контакта на первом этапе, соответственно большей плотностью тока и большей скоростью тепловыделения. Зона расплавления возникает раньше, чем при сварке электродами с плоской поверхностью. Поэтому период 1 (рис. 2.8) характерен меньшей длительностью, а значение сопротивления гээ в этом периоде заметно выше. Характер изменения гээ в течение периода II для обоих типов электродов примерно одинаков (рис. 2.8). Тем не менее на протяжении всего цикла сварки среднее значение гээ для электродов со сферической поверхностью на 10—15% выше. Но среднее значение /св и конечный диаметр ядра изменяются незначительно. С увеличением сопротивления ZK3 сварочной машины эти изменения становятся еще менее существенными. При сварке электродами со сферической поверхностью после выполнения большого числа точек их рабочая поверхность постепенно выравнивается, и появляется практически плоская площадка, в связи с чем начальное сопротивление гээ заметно уменьшается.
При рельефной сварке кинетика изменения сопротивления гээ значительно отличается от кинетики при точечной сварке. В течение I периода (рис. 2.9) происходит резкое падение сопротивления из-за быстрой деформации нагреваемого выступа и увеличения площади контакта. Затем в периоде II значение сопротивления гээ стабилизируется, далее в новом 111 периоде вновь уменьшается, что связано с расширением контактов при образовании ядра. На конечной стадии диаметры контактов и тепловое состояние металла стабилизируются, и /*ээ изменяется незначительно. Величина гээк при рельефной сварке меньше, чем при точечной, из-за большего размера контактов.
При шовной сварке герметичным швом вследствие достаточно высокой начальной температуры последующей точки заметно снижается роль контактных сопротивлений гт и 2гж В начале цикла при сварке второй точки и последующих участков шва контактные сопротивления гк сравнительно малы из-за пониженного сопротивления пластическим деформациям, а собственное сопротивление гл деталей повышено за счет высокой температуры от предыдущих точек, поэтому полное сопротивление деталей значительных изменений не претерпевает и монотонно уменьшается вплоть до момента выключения тока. Конечные значения гээк из-за увеличенной площади контактов заметно меньше, чем при точечной сварке.
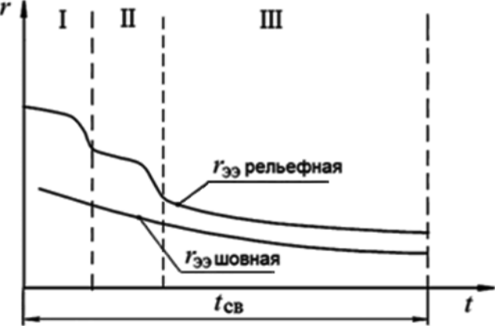
Рис. 2.9. Кинетика изменения общих электрических сопротивлений при рельефной и шовной сварке.