Ручная дуговая сварка
К шлакообразующим компонентам относятся марганцевая руда, рутил ТЮ2, плавиковый шпат CaF2, мрамор СаС03, каолин, мел, кварцевый песок и другие вещества. Шлакообразуюшие компоненты расплавляются под действием теплоты дуги, обволакивают капли расплавленного электродного металла и вместе с ними попадают в сварочную ванну. Имея меньшую плотность, чем расплавленный металл, шлак всплывает… Читать ещё >
Ручная дуговая сварка (реферат, курсовая, диплом, контрольная)
Ручная сварка осуществляется рабочим с помощью инструмента, получающего энергию от специального источника.
Ручную дуговую сварку (РДС) производят покрытыми сварочными электродами, которые вручную подают в дугу и перемещают вдоль заготовки. РДС позволяет выполнять швы в разных пространственных положениях: нижнем, вертикальном, горизонтальном и потолочном.
Схема процесса РДС показана на рис. 2.13. Дуга // горит между стержнем 2 электрода и металлом заготовки 3. Температура дуги 6 000… 7 000 °С. При прямом включении ИП направление движения электронов 10 совпадает с направлением стекания капель 4 расплавленного металла электрода. Температура катода (электрода) и анода составляет соответственно 2 400 и 2 600 °С. Вместе со стержнем плавится и покрытие (обмазка) / электрода. В результате формируется защитная газовая атмосфера 9 вокруг дуги и жидкая шлаковая пленка 6 и твердая шлаковая корка 7.
Электроды для РДС. Стержни плавящихся электродов изготавливают из стали, чугуна, алюминия, алюминиевых и титановых сплавов, меди и медных сплавов.
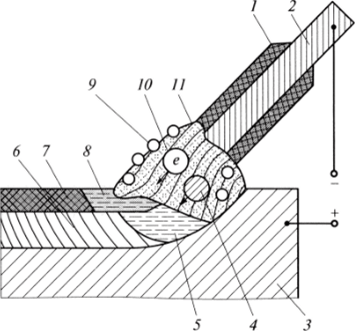
Рис. 2.13. Схема процесса ручной дуговой сварки:
I — покрытие (обмазка); 2 — стержень электрода; 3 — заготовка; 4 — капля расплавленного металла электрода; 5 — ванна жидкого металла; 6 — шов; 7 — шлаковая корка; 8 — шлаковая пленка; 9 — защитная газовая атмосфера; 10 — электрон; II — дуга Для сварки сталей применяют холоднотянутую гладкую стальную проволоку диаметром 0,8…6,0 мм. ГОСТ 2246–70* предусматривает 75 марок сварочной проволоки разного химического состава: 6 марок низкоуглеродистой проволоки (Св-08, -08А, -08АА, -08ГА, -ЮГА, -10Г2), 30 марок легированной проволоки (Св- 08ГС, -08Г2С и др.) и 39 марок высоколегированной проволоки (Св-12Х13, -12X11НМФ и др.).
Обозначение проволоки, применяемой для сварки черных металлов, расшифровывается следующим образом: Св — сварочная (содержание серы или фосфора не более 0,04%); первое число — содержание углерода в сотых долях процента; заглавными буквами обозначают легирующие элементы (марганец — Г, кремний — С, хром — X, никель — Н, молибден — М, вольфрам — В, селен — Е, алюминий — Ю, титан — Т, ниобий — Б, кобальт — К, медь — Д); после буквенного обозначения легирующего элемента ставят число, обозначающее его процентное содержание (если содержание менее 1%, то число отсутствует). Последними буквами могут быть, А (содержание серы или фосфора менее 0,03%), АА (содержание серы или фосфора менее 0,02%), Э (проволока, предназначенная для изготовления электродов), О (омедненная), Ш, ВД и ВИ (выплавленная соответственно электрошлаковым, вакуумно-дуговым и вакуумно-индукционным способами).
Электродное покрытие (обмазка) необходимо для обеспечения стабильного горения дуги и получения шва с заранее заданными свойствами. Оно наносится на стержень окунанием или опрессовкой и включает в себя ряд компонентов.
Стабильное горение дуги обеспечивает присутствие соединений щелочных металлов с низким потенциалом ионизации (калий, натрий, кальций). Покрытия электродов для сварки на постоянном токе не содержат стабилизирующего компонента, и поэтому они неприменимы для сварки на переменном токе. Торец электрода с таким покрытием окрашивают красным цветом.
Защита металла сварочной ванны от взаимодействия с кислородом и азотом воздуха осуществляется за счет создания газовой атмосферы, оттесняющей воздух, и образования шлака на поверхности сварочной ванны и каплях металла.
К газообразуюшим относятся органические вещества (крахмал, целлюлоза, декстрин, древесная мука). При нагреве дугой они сгорают, создавая собственную газовую атмосферу.
К шлакообразующим компонентам относятся марганцевая руда, рутил ТЮ2, плавиковый шпат CaF2, мрамор СаС03, каолин, мел, кварцевый песок и другие вещества. Шлакообразуюшие компоненты расплавляются под действием теплоты дуги, обволакивают капли расплавленного электродного металла и вместе с ними попадают в сварочную ванну. Имея меньшую плотность, чем расплавленный металл, шлак всплывает на поверхность расплава, обеспечивая защиту сварочной ванны от кислорода воздуха и одновременно замедляя ее охлаждение. Это способствует удалению газов из расплава и препятствует образованию закалочных структур в сварном шве и околошовной зоне.
Раскисление металла сварочной ванны осуществляется путем введения в покрытие химических элементов, более активных по отношению к кислороду, чем основной металл заготовок. При сварке сталей в качестве раскислителей используют ферромарганец, ферросилиций, ферроалюминий и другие вещества. Раскисление сопровождается следующими реакциями:
Образующиеся при этом нерастворимые в железе оксиды (Si02, МпО) уходят в шлак, который всплывает на поверхность сварочной ванны.
Легирование металла шва происходит при введении в покрытие легирующих компонентов — ферросплавов или чистых металлов, которые при сварке переходят в металл шва.
Связующие вещества (например, натриевое жидкое стекло Na20(Si0)2, желатин, пластмассы) обеспечивают связывание Классификация электродов по толщине покрытий.
Покрытие. | Отношение диаметра покрытия к диаметру электродной проволоки. | Обозначение электрода. |
Тонкое. | Менее 1,20. | Т. |
Среднее. | 1,20… 1,45. | С. |
Толстое. | 1,45… 1,80. | д. |
Особо толстое. | Более 1,80. | г. |
компонентов покрытий друг с другом и с электродной проволокой.
Классификация электродов осуществляется по следующим признакам: виды сварочной проволоки; виды сталей, для сварки которых предназначены электроды; толщина и виды покрытий; характер шлака, образующегося при расплавлении покрытия; механические свойства металла сварного шва; допустимое пространственное положение электрода при сварке; полярность тока, применяемого при сварке.
По видам свариваемых сталей различают электроды следующих групп: У — позволяющие сваривать углеродистые и низколегированные стали; Л — легированные конструкционные стали; Т — легированные теплостойкие (жаростойкие) стали; В — высоколегированные стати с особыми свойствами; Н — для наплавки поверхностных слоев с особыми свойствами.
По толщине покрытий различают электроды с тонкими и средними (стабилизирующими), а также толстыми и особо толстыми (защитно-легирующими) покрытиями (табл. 2.1).
Стабилизирующие покрытия состоят только из ионизирующих и связующих компонентов. Они не обеспечивают высокой прочности сварного соединения. В состав покрытий средней толщины, толстых и особо толстых покрытий входят все перечисленные компоненты, обеспечивающие высокое качество сварного шва.
По видам покрытий электроды могут относиться к следующим группам.
Группа, А — электроды с кислым покрытием, содержащим оксиды железа, марганца, кремния и титана. Эти электроды обладают хорошими сварочно-технологическими свойствами: они позволяют вести сварку во всех пространственных положениях на переменном и постоянном токах. Возможна сварка заготовок с ржавыми кромками и окалиной. Такие электроды применяются для сварки низкоуглеродистых и низколегированных сталей. Металл шва соответствует кипящей и полуспокойной стали. Электроды с кислым покрытием токсичны в связи с выделением соединений марганца.
Группа Б включает в себя электроды с основным покрытием, содержащим мрамор, плавиковый шпат, ферросилиций и ферромарганец. Такие электроды находят ограниченное применение (в основном для сварки на постоянном токе обратной полярности). При наличии ржавчины металл сварного шва склонен к образованию пор и требует высокотемпературной прокалки (400…450°С) перед сваркой. Металл шва хорошо раскислен.
Группа Ц — электроды с целлюлозным покрытием, содержащим целлюлозу и костную муку. Эти покрытия, создающие защитную газовую атмосферу, эффективны при любых типах тока. Они используются при сварке низкоуглеродистых и низколегированных сталей. Металл сварного шва соответствует полуспокойной или спокойной стали.
Группа Р включает в себя электроды с рутиловым покрытием, содержащим рутиловый концентрат Ni02, полевой шпат, мрамор и ферромарганец. Такие электроды, обладающие хорошими сварочно-технологическими свойствами, применяются для сварки ответственных конструкций. Металл сварного шва соответствует полуспокойной стали.
Группа П — электроды с прочими видами покрытий. При наличии в покрытии более 20% железного порошка к обозначению вида покрытия добавляют букву Ж.
Согласно ГОСТ 9466–75 сварочные электроды обозначаются дробью, в числителе которой указывают буквенно-цифровые коды типа электрода, его марки, диаметра электродной проволоки, назначения электрода, толщины покрытия и группы электрода, а в знаменателе — буквенно-цифровые коды характеристик наплавленного металла и металла шва (по ГОСТ 9466–75, ГОСТ 10 051– — 75 и ГОСТ 10 052–75), вида покрытия, допустимых пространственных положений сварки или наплавки, рода применяемого тока при сварке или наплавке и его полярности.
Структура и расшифровка полного обозначения электродов для сварки углеродистых и низколегированных конструкционных сталей, теплоустойчивых сталей и высоколегированных сталей с особыми свойствами, а также для дуговой наплавки поверхностных слоев с особыми свойствами приведены в [17, с. 69 — 80].
В технической документации используется сокращенное обозначение сварочного электрода, которое имеет вид.

где Э — электрод для дуговой сварки; 46 — минимальный гарантированный предел прочности шва (460 МПа); А — повышенные пластические свойства металла сварного шва; УОНИ-13/45 — марка электрода в соответствии с ГОСТ 9467–75; 3,0 — диаметр стержня электрода, мм; У — электрод для сварки углеродистых и низколегированных сталей; Д2 — с толстым покрытием второй группы.
В соответствии с европейским стандартом EN 499 сварочным электродам присваивается восьмизначное буквенно-цифровое обозначение, включающее в себя:
- 1) код способа сварки (табл. 2.2);
- 2) код прочностных и пластических свойств наплавленного металла (табл. 2.3);
- 3) код минимальной температуры, обеспечивающей ударную вязкость 47 Дж/см2 (табл. 2.4);
- 4) код химического состава наплавленного металла (табл. 2.5);
- 5) код типа покрытия (табл. 2.6);
- 6) код производительности (переход металла в шов) и рода тока (табл. 2.7);
- 7) код положения шва при сварке (табл. 2.8);
- 8) код содержания водорода в наплавленном металле. Кодировка содержания водорода имеет следующий вид:
Код…Н5 НЮ Н15.
Максимальное содержание водорода, мл, в 100 г наплавленного металла…5 10 15.
Таблица 2.2.
Кодировка способа сварки
Код. | Способ сварки. | Код. | Способ сварки. | Код. | Способ сварки. |
G. | Газовая сварка. | MF. | Сварка порошковой проволокой. | MIG. | Сварка плавящимся электродом в защитном газе. |
Е. | Ручная дуговая сварка. | TIG. | Сварка неплавящимся электродом в инертном газе. | UP. | Сварка под флюсом. |
Таблица 2.3.
Кодировка прочностных и пластических свойств наплавленного металла
Код. | ®rmin> МПа. | о", МПа. | Код. | Grmin" МПа. | с", МПа. |
440… 570. | 530…680. | ||||
470… 600. | 560… 720. | ||||
500…640. | —. | —. | —. |
Примечание. Принятые обозначения: aTmjn — минимальный предел текучести; о" — предел прочности.
Кодировка минимальной температуры, обеспечивающей ударную вязкость 47 Дж/см2
Кол. | Минимальная температура,. вС. | Код. | Минимальная температура,. " С. | Код. | Минимальная температура, 'С, обеспечивающая ударную вязкость 47 Дж/см2 |
Z. | Не регламентируется. | — 20. | — 50. | ||
А. | о СП. | — 60. | |||
— 40. | —. | —. |
Таблица 2.5.
Кодировка химического состава наплавленного металла, %
Код. | Mn. | Mo. | Ni. | Код. | Mn. | Mo. | Ni. |
Без обозначения. | —. | —. | 3Ni. | 1,4. | —. | 2,6…3,8. | |
Мо. | 1,4. | 0,3…0,6. | —. | NiMo. | 1,4. | 0,3…0,6. | 0,6… 1,2. |
INi. | 1.4. | —. | 0,6… 1,2. | MoNi. | —. | 1,4…2,0. | 0,6… 1,2. |
2Ni. | 1,4. | —. | 1,8.2,6 •. | Z. | Любой другой состав. | ||
Таблица 2.6.
Кодировка тина покрытия.
Код. | Тип покрытия. | Код. | Тип покрытия. | Код. | Тип покрытия. | Код. | Тип покрытия. |
A. | Кислое. | R. | Рутиловое. | RC. | Рутило-целлюлозное. | RB. | Рутилоосновное. |
C. | Целлюлозное. | RR. | Толстое рутиловое. | RA. | Рутилокислое. | В. | Основное. |
Таблица 2.7.
Кодировка производительности (переход металла в шов) и рода тока.
Код. | Производительность, %. | Род тока. | Код. | Производительность, %. | Род тока. |
До 105. | Любой. | 125… 160. | Любой. | ||
До 105. | Постоянный. | 125… 160. | Постоянный. | ||
105…125. | Любой. | Более 160. | Любой. | ||
105… 125. | Постоянный. | Более 160. | Постоянный. |
Колировка положения шва при сварке.
Код. | Положение шва. | Код. | Положение шва. |
Все положения. | Стыковой и угловой швы в нижнем положении. | ||
Все положения, кроме вертикального. | Вертикальный шов. | ||
Стыковой и угловой швы в нижнем и горизонтальном положениях. |
В качестве примера приведем расшифровку обозначения электрода Е 50 6 3 Ni В 2 2 Н10. Это электрод для ручной дуговой сварки. Минимальный предел текучести наплавленного металла 500 МПа; минимальная температура, обеспечивающая ударную вязкость 47 Дж/см2, -60°С; химический состав наплавленного металла — 1,4% Мп и 2,6…3,8% Ni. Электрод имеет основное покрытие. Он предназначен для сварки на постоянном токе. Производительность, характеризующая переход металла в шов, не превышает 105%. Сварку можно выполнять при любых положениях шва, кроме вертикального. Максимальное содержание водорода в 100 г наплавленного металла 10 мл.
Режим сварки. Режим подбирают в зависимости от вида материала и толщины свариваемых заготовок, пространственного положения сварного шва и требований к нему.
Основным параметром режима РДС является сила сварочного тока, А, подбираемая по эмпирическим формулам:
для электродов диаметром до 3 мм 
для электродов диаметром 3…6 мм.
где к — коэффициент, А/мм, значения которого получают опытным путем (при сварке низкоуглеродистых сталей Л = 35… 60 А/мм); d3 — диаметр электрода, мм. Диаметр электрода выбирается в зависимости от толщины свариваемых заготовок:
Толщина заготовок, мм…1 … 2 3 … 5 5… 10 12… 24 25 … 60.
Диаметр электрода, мм …2 … 3 3…4 4 … 5 5 … 6 6 … 7.
При толщине стальных заготовок до 6 мм их можно сваривать без разделки кромок. При больших толщинах выполняют одноили двустороннюю разделку кромок, придавая каждой из них скос под углом 30°. В корне шва оставляют притупление размером.
1 …3 мм. Металл толщиной более 10 мм сваривают многослойным швом.
Напряжение дуги изменяется в пределах 16… 30 В. Скорость сварки, выбираемая сварщиком, составляет 5…7 м/мин. Производительность процесса РДС ограничивается силой сварочного тока. При большой силе тока перегревается стержень электрода и отслаивается обмазка, а также возможно разбрызгивание металла.
Технология РДС. Технологический процесс сварки можно разделить на четыре этапа: подготовку метала (заготовок) под сварку, выбор режима процесса, собственно сварку и контроль ее качества.
Подготовка металла (заготовок) включает в себя резку, правку, очистку и разметку материала, а затем сборку заготовок под сварку. В единичном и мелкосерийном производстве листовой материал или строительные профили разрезают термическими способами. Механическую резку осуществляют в серийном производстве или при подготовке заготовок прямоугольного профиля. Правку заготовок выполняют вручную, на листоправйльных прессах или вальцах.
Разметка заготовок необходима для переноса размеров деталей в натуральную величину с чертежа. Следует учитывать, что после сварки детали укорачиваются. Поэтому при разметке нужно предусматривать припуски из расчета 0,1…0,2 мм на погонный метр шва или 1 …2 мм на каждый стык.
Перед сваркой необходимо тщательно очистить основной и присадочный материалы от ржавчины, окалины, влаги, масел и других загрязнений. Сборку заготовок под сварку осуществляют с помощью универсальных зажимов и прихватов или с использованием специальных сборочных приспособлений (в серийном производстве). Качество сборки проверяют шаблонами, а наличие зазоров — щупами.
Дугу зажигают двумя способами: прикосновением электрода в точке или чирканьем торца электрода о поверхность металла. Первый способ чаще всего применяют при выполнении швов на неудобных участках.
В зависимости от пространственного положения шва, толщины и материала заготовок выбирают направление сварки и угол наклона электрода.
Сварку горизонтальных швов ведут в четырех направлениях (слева направо, справа налево, к себе и от себя), а вертикальных — в двух (сверху вниз и снизу вверх). Независимо от направления движения электрод наклоняют таким образом, чтобы обеспечить проплавление основного металла на максимальную глубину (в нижнем положении угол наклона составляет 15… 30°).
При отсутствии поперечных колебательных движений торца электрода ширина валика шва составляет 0,8… 1,5 диаметра элек;

Рис. 2.14. Основные вилы поперечных движений рабочего торца электрода: а — по ломаной линии; б — «полумесяцем»; в — треугольником с пересечением траектории; г — петлеобразные движения трода (ниточный шов). Ниточные швы применяют при сварке тонколистового материала или выполнении первого слоя в многослойных швах.
Получение более широких швов (шириной до четырех диаметров электрода) возможно при колебаниях горца электрода. Поперечные движения по ломаной линии (рис. 2.14, а) не обеспечивают значительного прогрева свариваемых кромок. Они используются при сварке листового материала встык, без скоса кромок, в нижнем положении.
Колебательные движения «полумесяцем» (рис. 2.14, б) осуществляют при сварке листового материала встык, со скосом кромок, в любом пространственном положении.
Движения торца электрода треугольником с пересечением траектории (рис. 2.14, в) обеспечивают хороший прогрев кромок. Они применяются при сварке угловых и стыковых швов в любом пространственном положении.
При выполнении петлеобразных движений торца электрода с пересечением траектории (рис. 2.14, г) хорошо прогреваются кромки и корень шва. Такие движения осуществляют при необходимости значительного прогрева металла по краям шва (движение электрода немного замедляется в крайних положениях). Это помогает предотвратить прожог металла в центре шва и хорошо прогреть сварочную ванну, особенно при выполнении вертикальных швов.
Порядок наложения швов зависит от их длины. Короткие швы (длиной до 300 мм) сваривают непрерывным швом напроход, швы средней длины (300… 1 000 мм) — от середины к краям, а длинные швы (более 1 000 мм) — обратноступенчатым способом.
В зависимости от числа наплавленных слоев и проходов различают следующие виды сварных швов: однослойный однопроходный (рис. 2.15, а), многослойный (рис. 2.15, б) и многослойный многопроходный (рис. 2.15, в).
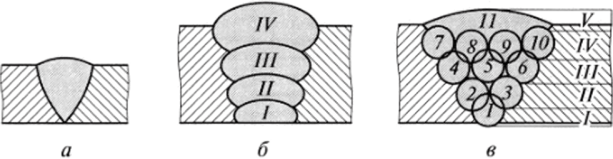
Рис. 2.15. Виды сварных швов:
а — однослойный однопроходный; б — многослойный; в — многослойный многопроходный; /— // — проходы; I—V — номера слоев Однопроходная сварка экономична и высокопроизводительна, однако металл шва имеет пониженную пластичность, что связано с увеличением зоны перегрева и грубой столбчатой структурой металла. При многопроходной или многослойной сварке каждый нижележащий слой претерпевает термическую обработку при выполнении слоя, расположенного над ним, следствием чего является мелкозернистая структура металла шва. Многослойные швы применяют при сварке стыковых соединений, многопроходные — угловых и тавровых.
При многослойной сварке слои можно накладывать обратноступенчатым способом: последовательно (рис. 2.16, а), каскадом (рис. 2.16, б) или горкой (рис. 2.16, в). Два последних вида сварки используют при толщине заготовок 20 мм и более. Для равномерного нагрева шва по всей длине каждый последующий слой при обратноступенчатом способе сварки выполняют короткими (длиной 200…400 мм) швами на еще не остывшем предыдущем слое. На качество многослойных швов влияет качество первого слоя в.
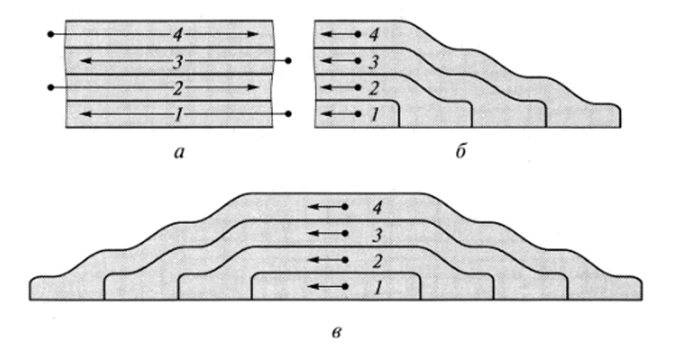
Рис. 2.16. Виды многослойной сварки:
а — последовательным наложением слоев; б — каскадом; в — горкой; 1—4 — номера слоев; стрелками показаны направления сварки корне шва. Проплавление корня определяет прочность всего соединения.
Многослойная сварка в отличие ог однослойной обеспечивает:
- • мелкозернистую структуру металла шва с большой вязкостью и пластичностью за счет уменьшения объема сварочной ванны, увеличения скорости остывания металла и термического влияния последующих слоев на предыдущие;
- • получение шва, близкого по химическому составу к основному металлу, благодаря применению сварочных токов меньшей силы и разогреву небольших порций основного металла.
Если, закончив сваривать шов, сразу оборвать дугу, то на поверхности металла образуется кратер, наличие которого может привести к образованию трещины. При сварке низкоуглеродистых сталей кратер заполняют электродным металлом или выводят на поверхность основного металла.
Охрана труда и техника безопасности при РДС. Рабочее место сварщика (сварочный пост) должно отвечать следующим требованиям.
При работе на стационарных постах оборудуют специальную кабину, у которой стены и пол выполняют из огнестойких материалов или покрывают огнестойкими составами, а стены окрашивают в светло-серый цвет красками, хорошо поглощающими ультрафиолетовое излучение. Освещенность кабины должна составлять.
80… 100 лк. Кабину оснащают средствами пожаротушения и местной вентиляцией с подачей воздуха на одного сварщика 40 м3/ч. При этом отсасываемые газы, выделяющиеся при сварке, не должны проходить мимо сварщика. Вход в кабину занавешивают плотной огнестойкой тканью.
Сварщик (и его помощник) должны работать в спецодежде, закрывающей все тело и выполненной из огнестойких материалов, а также в брезентовых рукавицах. Для защиты лица и глаз от воздействия ультрафиолетового излучения дуги сварщик (и его помощник) должны пользоваться маской со светофильтром. В зависимости от силы сварочного тока выбирают следующие марки светофильтров:
Сила сварочного тока, Л … 30…75 75…200 200…400 Болес 400.
Марка светофильтра… Э1 Э2 ЭЗ Э4, Э5.
Для защиты от поражения электрическим током сварщик (и его помощник) должны быть обуты в ботинки (сапоги) на резиновой подошве или обеспечены диэлектрическим ковриком.
Электрододержатели, применяемые при РДС, должны надежно захватывать электрод не менее чем в двух положениях: перпендикулярно и под углом 115° к их оси. Захват электрододержателя представляет собой две подпружиненные пластины, между которыми устанавливают электрод. Ручку электрододержателя изготавливают из диэлектрического материала.
Гибкие сварочные провода с резиновой изоляцией сплетены из большого числа медных отожженных проволок диаметром 0,18…0,20 мм. Площадь сечения сварочного провода выбирают в зависимости от силы сварочного тока:
Сила тока, А… До 125 125 …315 315…500.
Площадь сечения сварочного провода, мм2 … 25 50 70.
Сварочный пост должен быть оснащен зажимами (струбцинами) для крепления сварочных проводов к заготовкам и временной фиксации заготовок в требуемых положениях, щетками (ручными или с электрическим приводом) для зачистки швов, клеймами для клеймения (нумерации) швов и тарой для хранения электродов.