Пайка металлов.
Материаловедение и технология материалов
При отсутствии других сил поверхностное натяжение придало бы капле сферическую форму, так как из всех сил равного объема шар обладает минимальной поверхностью. Гравитационные напряжения и напряжения между жидкостью и окружающей средой обычно противодействуют этому поверхностному натяжению, так что жидкость принимает какую-либо отличную от сферы форму. В качестве припоя при пайке используется… Читать ещё >
Пайка металлов. Материаловедение и технология материалов (реферат, курсовая, диплом, контрольная)
Основные понятия и определения
Пайкой называется образование соединения с межатомными связями в результате нагрева соединяемых материалов ниже температуры их плавления, их смачивания припоем, затекания припоя в зазор и последующей его кристаллизации.
В качестве припоя при пайке используется металл или сплав с температурой плавления ниже температуры плавления паяемых материалов. Для удаления оксидов с поверхности паяемого материала и припоя и предотвращения их образования в процессе пайки применяется вспомогательный материал, называемый паяльным флюсом.
Свойство материалов образовывать паяное соединение при заданном режиме пайки называется паяемостью.
Растекание расплавленного припоя по паяемой поверхности и его взаимодействие с основным металлом условно протекают в три стадии.
- 1. Фронтальное перемещение припоя по поверхности металла. Эта стадия характеризуется слабым взаимодействием припоя и основного материала; при повышении температуры или по мере увеличения выдержки эта стадия переходит в следующую.
- 2. Локальное перемещение припоя и растворение паяемого металла в жидком припое. Эта стадия характеризуется образованием легкоплавких структур (эвтектик, твердых растворов с минимумом на кривой ликвидуса).
- 3. Фронтальное растворение металла в припое, характеризующееся интенсивным общим взаимодействием припоя с паяемым металлом.
Формирование конкретных структур в той или иной стадии определяется продолжительностью и температурой пайки, а также природой взаимодействующих металлов.
Наиболее прочные и пластичные паяные швы обеспечиваются при образовании твердых растворов, которые возникают при пайке металлов, обладающих общим типом кристаллических решеток и имеющих близкие значения межатомных расстояний.
Менее прочным является шов с эвтектической структурой. Такая структура образуется, если пайка осуществляется припоями эвтектического состава (ПОС61, ПСр72) или когда основной металл и металлы, входящие в состав припоя, недостаточно сходны по типу кристаллических решеток.
Отрицательно на прочность паяных швов влияет наличие хрупких интерметаллических соединений.
Процесс пайки металлов имеет много общего с процессом сварки плавлением. Однако пайка отличается от сварки следующими характерными особенностями.
- 1. Пайка производится при температуре ниже температуры плавления обоих или хотя бы одного из соединяемых металлов.
- 2. В процессе пайки между соединяемыми деталями в определенный момент находится жидкая металлическая прослойка припоя.
- 3. В отличие от сварки плавлением паяное соединение образуется не в результате непосредственного взаимодействия металлов соединяемых деталей, а благодаря взаимодействию припоя и основного металла.
- 4. Обязательным условием пайки является смачивание паяемых поверхностей припоем, диффузия компонентов припоя в сторону основного металла и компонентов основного металла в сторону припоя и последующая кристаллизация жидкой прослойки.
Пайкой можно изготавливать сложные по конфигурации узлы и целые конструкции, состоящие из нескольких деталей, за один производственный цикл (нагрев), что позволяет рассматривать пайку (в отличие от сварки) как групповой метод соединения материалов и превращает ее в высокопроизводительный технологический процесс, легко поддающийся механизации и автоматизации.
Пайка уменьшает, а иногда и полностью исключает остаточные напряжения и деформации.
К числу очень важных преимуществ пайки следует отнести возможность соединения разнородных металлов, а также металлов с неметаллами.
С помощью пайки можно получать неразъемные и разъемные соединения. Последнее очень важно в производстве радиоэлектронной аппаратуры, когда возникает необходимость демонтажа при настройке или замене дефектных приборов, установленных на печатной плате.
Возможность варьировать размеры соединяемых пайкой поверхностей (величины нахлестки) позволяет обеспечить равнопрочные с основным металлом соединения. При этом получается более благоприятная форма соединения с меньшей концентрацией напряжений, чем при контактной сварке.
Перечисленные выше преимущества пайки позволяют рассматривать ее как прогрессивный технологический процесс, находящий все более широкое применение в производстве.
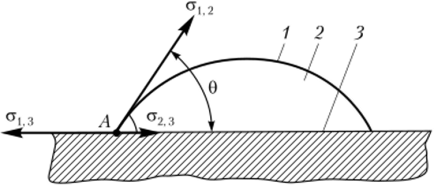
Рис. 29.1. Схема равновесия векторов сил поверхностного натяжения капли жидкости на поверхности твердого тела:
1 — газовая фаза; 2 — жидкость; 3 — твердое тело Физико-химическое взаимодействие расплавленного припоя с паяемым материалом, проявляющееся в растекании припоя или образовании мениска с краевым углом смачивания, называется смачиваемостью.
На рис. 29.1 представлена трехкомпонентная система.
В момент полного термодинамического равновесия при условии отсутствия диффузии или химической реакции в системе существует граница раздела всех трех фаз — твердой, жидкой, газообразной. Фазы располагаются под некоторым углом друг к другу.
Двугранный угол между плоскостью, касательной к поверхности припоя у границы смачивания, и смоченной припоем плоской поверхностью паяемого металла, называется краевым углом смачивания. Различают равновесный краевой угол, определенный в равновесной системе «паяемый материал — припой», и неравновесный.
Условие равновесия системы (см. рис. 29.1) может быть представлено в виде равновесия векторов сил поверхностного натяжения в точке А:

где векторы, исходящие из точки А, — силы, характеризующие величины поверхностной энергии, приводящие к равновесию: —.
поверхностное натяжение между жидким припоем и твердым телом; оиз — поверхностное натяжение между твердым телом (основным металлом) и газом; 2 ~ поверхностное натяжение между жидким металлом и газом, действующее по касательной к поверхности жидкого металла.
Первые две силы действуют вдоль твердого тела, но в противоположных направлениях (а13 — сила, приводящая к растеканию жидкости по поверхности металла, т. е. сила растекания и смачивания). Третья сила, возникающая в любой жидкости, стремится до минимума уменьшить поверхность капли припоя.
При отсутствии других сил поверхностное натяжение придало бы капле сферическую форму, так как из всех сил равного объема шар обладает минимальной поверхностью. Гравитационные напряжения и напряжения между жидкостью и окружающей средой обычно противодействуют этому поверхностному натяжению, так что жидкость принимает какую-либо отличную от сферы форму.
Растекание и смачивание будут иметь место, если величина ст13 превысит сумму а2, з + a1>2cos0, т. е. а^з > а2 з + ali2cos0, откуда.
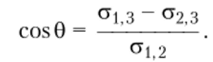
Косинус угла характеризует смачивающую способность жидкости. Величина угла служит показателем смачивания металла жидким припоем. Двумя предельными состояниями этого является полное отсутствие смачивания, когда 0 = 180°, и полное смачивание, когда 0 = 0°. При 0° < 0 < 180° имеет место частичное смачивание.
При пайке существенная роль принадлежит капиллярным силам. Капиллярные явления в паяльном зазоре обусловлены в основном тем, что криволинейная поверхность жидкости испытывает различное давление с вогнутой и выпуклой сторон. Если рj и р2 соответственно давления с вогнутой и выпуклой стороны поверхности жидкого припоя, то по первому закону капиллярности (Лапласа):
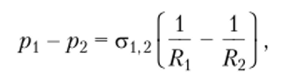
где ст1|2 — поверхностное натяжение жидкости на границе с газовой средой; R} R2 — радиусы кривизны поверхности.
При малом диаметре капилляра свободная поверхность жидкости будет иметь форму сферы, тогда  , где 0 — краевой угол смачивания. Разность давлений р — р2 между вогнутой и выпуклой сторонами поверхности мениска может быть выражена через высоту столба жидкости над заданным уровнем и его плотность: Р — Р2 = hygy где у — плотность жидкости. Тогда уравнение Лапласа примет вид.
, где 0 — краевой угол смачивания. Разность давлений р — р2 между вогнутой и выпуклой сторонами поверхности мениска может быть выражена через высоту столба жидкости над заданным уровнем и его плотность: Р — Р2 = hygy где у — плотность жидкости. Тогда уравнение Лапласа примет вид.

откуда высота подъема припоя в капилляре.
В случае капиллярного течения припоя между двумя параллельными пластинками высоту подъема можно определить из тех же соотношений. Если учесть, что расстояние а между пластинами мало, а ширина пластин достаточно велика, то поверхность припоя в зазоре примет форму цилиндра, для которого R = я/cos0, R2 = 00. После преобразований получим уравнение для круглого капилляра.
откуда высота подъема припоя между пластинками.
На заполнение жидким припоем зазора определенное воздействие оказывает состояние поверхности паяемых деталей. Припой лучше смачивает поверхность, если на ней имеются небольшая шероховатость, риски. Иногда риски, неглубокие канавки, наносят специально. Они служат дополнительными капиллярами. Шероховатость поверхности под пайку должна быть в пределах 3-го—5-го класса чистоты по ГОСТ 2789–59. Однако шероховатость поверхности влияет на растекание припоев, химически слабо взаимодействующих с паяемым материалом. При наличии же значительного физикохимического взаимодействия между ними жидкий припой легко растворяет шероховатые выступы. Поэтому влияние шероховатости при пайке такими припоями на их растекание менее заметно.