Автоматическая дуговая сварка под флюсом
Сварку под флюсом производят на автоматах, представляющих собой, например, самоходную тележку (трактор), снабженную сварочной головкой, пультом управления и т.и., или с использованием сварочных головок, устанавливаемых неподвижно. В последнем случае сварка производится благодаря движению изделия. Автоматическая дуговая сварка под слоем флюса нашла широкое применение в изделиях из сталей различных… Читать ещё >
Автоматическая дуговая сварка под флюсом (реферат, курсовая, диплом, контрольная)
При автоматической дуговой сварке под слоем флюса дуга горит между непокрытым металлическим электродом и деталью, расплавляя некоторое количество флюса, поступающего из бункера (рис. 23.12).
Газы и пары, выделяющиеся при плавлении флюса и металла, образуют пузырь, поднимая слой шлака над поверхностью сварочной ванны. Давление в пузыре уравновешивает слой флюса и шлака. По мере накопления в пузыре газов давление возрастает настолько, что оболочка пузыря разрывается, газы выходят наружу. Затем пузырь образуется вновь.
Подача электрода в зону его оплавления и перемещение вдоль шва полностью механизированы, что улучшает стабильность качества сварки и условия труда.
Автоматическая сварка под флюсом по сравнению с ручной имеет следующие преимущества.
- 1. Хорошая и сравнительно дешевая защита расплавленного металла от воздействия атмосферного воздуха.
- 2. Большая производительность. Производительность при автоматической сварке под флюсом по сравнению с ручной сваркой увеличивается в 5—25 раз в зависимости от толщины свариваемого металла и конструкции изделия. Повышение производительности при этом способе достигается благодаря увеличению плотности тока.
- 3. Лучшее качество сварного соединения благодаря более надежной защите расплавленного металла, однородности металла по химическому составу, отсутствию перерывов в процессе сварки для смены электрода.
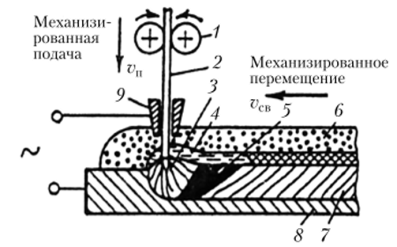
Рис. 23.12. Схема сварки под флюсом:
- 1 — механизм подачи электродной проволоки; 2 — электродная проволока; 3 — электрическая дуга; 4 — жидкий шлак; 5 — расплавленный металл; 6 — флюс; 7 — шов; 8 — основной металл; 9 — токоведущая втулка; vn и vCM — соответственно скорость подачи проволоки и скорость сварки
- 4. Более низкий расход электродного металла вследствие уменьшения доли электродного металла в образовании шва (с 70 до 30%), снижение потерь на угар, разбрызгивание и огарки.
- 5. Улучшение условий труда, так как отпадает необходимость защиты глаз от светового излучения и уменьшается количество вредных газов, выделяемых в процессе сварки.
- 6. Сокращение производственных площадей.
- 7. Сокращение времени на обучение сварщика.
Автоматическая сварка под флюсом имеет и ряд существенных недостатков.
- 1. Повышенные требования к точности сборки деталей.
- 2. Трудность сварки деталей толщиной 1—2 мм и менее, а также швов в потолочном положении и на вертикальной плоскости.
- 3. Невозможность визуального контроля за положением электрода.
- 4. Необходимость наличия подкладки (съемной или остающейся) при сварке с полным проплавлением для поддержания расплавленного металла. Это обусловлено повышенным давлением дуги на расплавленный металл сварочной ванны вследствие больших плотностей тока, применяемых при сварке под флюсом.
Автоматическая дуговая сварка под слоем флюса нашла широкое применение в изделиях из сталей различных марок. Этим способом можно сваривать медные и титановые сплавы, а также алюминиевые. Только в последнем случае дуга горит над тонким слоем флюса, раскисляющим оксидную пленку алюминия.
Сварку под флюсом производят на автоматах, представляющих собой, например, самоходную тележку (трактор), снабженную сварочной головкой, пультом управления и т.и., или с использованием сварочных головок, устанавливаемых неподвижно. В последнем случае сварка производится благодаря движению изделия.
Наряду с автоматической сваркой под флюсом применяется механизированная сварка, при которой подача проволоки к месту сварки производится с помощью редуктора и электродвигателя, а перемещение ее вдоль стыка в отличие от автоматической осуществляется вручную. Флюс поступает из бункера сварочного пистолета.
Механизированная сварка применяется для сварки швов сложной конфигурации, небольшой протяженности, т. е. там, где автоматизировать полностью процесс сварки нерационально.
Все большее распространение получает сварка порошковой проволокой (рис. 23.13), как автоматическая, так и механизированная, что значительно упрощает процесс сварки, делает его более универсальным и экономичным. Поэтому сварка порошковой проволокой в ряде случаев вытесняет ручную дуговую сварку качественным электродом и сварку под флюсом.
1 — свариваемая деталь; 2 — шлаковая ванна; 3 — медные охлаждающие накладки; 4 — сварочная ванна; 5 — мундштуки, подводящие ток; в — электроды.

Рис. 23.13. Разновидности порошковой проволоки:
1 — стальная оболочка; 2 — порошковый наполнитель Для улучшения защиты расплавленного металла сварочной ванны применяют сварку порошковой проволокой с дополнительной защитой ванны углекислым газом или обычным флюсом.