Снаряжение боеприпасов зааивкой
Взрывчатые вещества из-за малой теплопроводности естественным путем охлаждаются крайне медленно, поэтому практически реализуется условие преимущественного образования крупных кристаллов. Чтобы получить разрывные заряды мелкокристаллического строения и высокой плотности расплавов, ВВ до заливки его в изделия искусственно насыщают необходимым количеством центров кристаллизации. Этот процесс… Читать ещё >
Снаряжение боеприпасов зааивкой (реферат, курсовая, диплом, контрольная)
Заливка — это процесс расплавления взрывчатого вещества, наполнения расплавленным ВВ корпусов или специальных форм (изложниц) и последующего затвердевания расплава с превращением в монолитную массу по форме занимаемого объема.
Поскольку заливка связана с плавлением взрывчатых веществ, последние должны: иметь не слишком высокую температуру плавления, по крайней мере, не выше Ю0…130°С, плавиться без разложения и выдерживать (2…3 часа) перегрев на 20…25 °С выше температуры плавления. Кроме того, летучесть ВВ должна быть по возможности меньшей, а пары их должны быть малотоксичными.
Этим специальным требованиям отвечают сравнительно немногие бризантные ВВ: тротил, ксилил, динитробензол, пикриновая кислота и смеси на их основе.
Из смесей тротила для снаряжения заливкой и ее разновидностями пригодны ТГ и пентолиты (с содержанием тротила 20% и выше), ТГА, аммотолы (содержащие не менее 40% тротила) и некоторые другие.
Затвердевание (кристаллизация) расплава ВВ включает в себя два процесса:
- • образование центров кристаллизации или зародышей кристаллов;
- • рост кристаллов или развитие кристаллизации.
Качество (структура) литых разрывных зарядов существенно зависит от соотношения скоростей этих процессов. Если скорость образования центров кристаллизации значительно выше скорости роста кристаллов VpK «:FUK, то заряд получается мелкокристаллический. В случае же, когда FpK:"F1(K, заряд оказывается крупнокристаллическим, что, как известно, нежелательно.
Взрывчатые вещества из-за малой теплопроводности естественным путем охлаждаются крайне медленно, поэтому практически реализуется условие преимущественного образования крупных кристаллов. Чтобы получить разрывные заряды мелкокристаллического строения и высокой плотности расплавов, ВВ до заливки его в изделия искусственно насыщают необходимым количеством центров кристаллизации. Этот процесс называется предварительной кристаллизацией ВВ.
Предварительная кристаллизация осуществляется двумя способами:
- 1) ускоренным, т. е. энергичным механическим перемешиванием расплава, благодаря чему повышается интенсивность охлаждения ВВ, а вследствие этого возрастает скорость образования центров кристаллизации;
- 2) смешиванием в определенном соотношении жидкого ВВ с кристаллами или чешуйками того же ВВ.
Предварительная кристаллизация перемешиванием расплава производится либо до «первого кристалла», что отвечает содержанию твердой фазы 5…6%, либо до «второго кристалла», отвечающего содержанию твердой фазы 12… 13%. Степень кристаллизации определяется с помошыо пластин, которые погружают в расплав и тотчас вынимают. Если в застывшем слое ВВ на глаз различаются отдельные кристаллы, то предварительная кристаллизация проведена до «первого кристалла», если кристаллы образуют группы, то — до «второго кристалла». Такой метод определения субъективен, и точность его, а следовательно, и качество зарядов существенно зависят от навыка и внимания мастера.
Предварительную кристаллизацию до «первого кристалла» применяют при снаряжении сравнительно небольших изделий (малого и среднего калибра), до «второго кристалла» — при снаряжении крупных изделий.
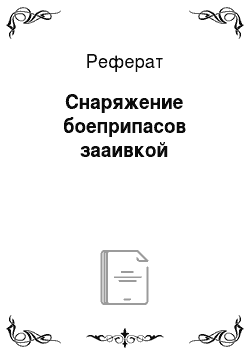
Предварительная кристаллизация смешиванием твердой и жидкой фаз обеспечивает более точное и надежно контролируемое Затвердевание параллельными слоями может привести к «перехвату» во входном отверстии (очке) зарядной камеры, что способствует образованию раковин, происходящему в результате усадки ВВ (рис. 7.1). Наряду с этим при затвердевании параллельными слоями могут образовываться участки крупнокристаллического строения по оси заряда, так как внешние твердые слои ВВ затрудняют теплоотвод из центральной части, вследствие чего скорость охлаждения уменьшается и создаются благоприятные условия для роста кристаллов.
их соотношение, характеризуется более высокой производительностью и дает возможность полностью автоматизировать процесс.
Расплав ВВ, подвергнутый предварительной кристаллизации, вручную или автоматически заливается в камеры боеприпасов или заливочные формы, где продолжается процесс охлаждения и кристаллизации, который характеризуется некоторыми особенностями, существенно влияющими на качество литых зарядов:
- • затвердевание ВВ происходит параллельными (концентричными) слоями от стенок корпуса внутрь к оси изделия;
- • затвердевание ВВ сопровождается уменьшением его объема — усадкой;
- • вследствие неравномерности температурного поля по сечению заряда в затвердевающих слоях ВВ возникают напряжения, стремящиеся разрушить заряд;
- • в затвердевших слоях ВВ задерживается воздух в виде мелких пузырьков.
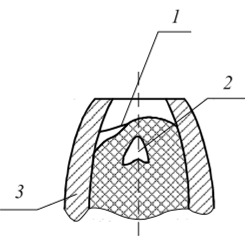
Рис. 7.1. «Перехват» и усадочная раковина при заливке:
I — перехват; 2 — усадочная раковина; 3 — раковина Усадка ВВ при затвердевании — явление неизбежное. Для тротила она составляет 7…9%, а для аммотолов 5% и более. При усадке кроме образования усадочных раковин возможен отрыв заряда от стенок камеры после остывания.
Возникновение внутренних напряжений при неравномерном остывании может привести к образованию трещин в заряде, а воздушные включения в виде «сыпи» снижают прочность заряда и, кроме того, могут группироваться в довольно крупные раковины.
Для получения высококачественных литых разрывных зарядов все эти явления и их последствия должны быть исключены. «Перехваты» ликвидируются проколом образовавшейся корки ВВ латунным стержнем при расплавлении ее с помощью специального обогреваемого оплавника.
Рис. 7.2. Заливка с прибыльной воронкой:
Образование участков крупнокристаллического строения заряда предотвращается периодическим перемешиванием расплава ВВ в процессе его охлаждения. При перемешивании удаляется оставшийся и попавший в ВВ при заливке воздух. Такое периодическое перемешивание ВВ называется «ухаживанием», а осуществляется оно с помощью латунного инструмента: прутков, лопаточек, спиралей и т. п.
/ - прибыльная воронка; 2 — усадочная раковина; 3 — корпус Чтобы предупреждать образование в заряде усадочных раковин, заливку производят с применением прибыльных (заливочных) воронок (рис. 7.2).
Прибыльная воронка надевается или устанавливается на корпус боеприпасов и заливается столько расплава, чтобы он заполнил не только зарядную камеру, но и воронку. Происходящее при охлаждении уменьшение объема ВВ в зарядной камере компенсируется поступлением расплава из прибыльной воронки. Благодаря этому усадочная раковина (или усадочный конус) образуется в массе ВВ, находящейся в прибыльной воронке, а не в зарядной камере.
Предотвратить отрыв заряда от стенок камеры, а также появление трещин под действием внутренних напряжений следует, создав определенный температурный режим при снаряжении заливкой, исключающий большую неравномерность охлаждения и слишком быстрое остывание ВВ.
С этой целью корпуса боеприпасов перед заливкой, особенно в зимнее время, подогревают до температуры не менее 2()…25°С. При заливке корпуса изделий устанавливают в специальные заливочные ванны-термосы, обеспечивающие достаточно медленное и равномерное охлаждение ВВ. На корпуса крупных изделий обычно надевают специальные чехлы из теплой ткани. Одна из важнейших разновидностей заливки — кусковая — состоит в том, что камера изделия наполняется жидким и твердым ВВ в виде кусков, таблеток или чешуек. Для твердого ВВ они могут составлять 50% и более от веса заряда. Преимущество кусковой заливки состоит в более высокой (в 2…3 раза) производительности процесса наполнения и меньшей продолжительности процесса затвердевания ВВ по сравнению с обычной заливкой. Кроме тою, введением кусков другого, более мошною, ВВ можно повысить эффективность действия боеприпаса.
Недостаток заливки с кусками — пониженная плотность и неоднородность структуры заряда, а также наличие мелких усадочных раковин между кусками ВВ. Поэтому кусковая заливка непригодна для снаряжения артиллерийских снарядов (опасные дефекты) и применяется при наполнении крупных изделий: авиабомб, торпед, инженерных боеприпасов, для которых неоднородность структуры заряда и наличие в нем усадочных раковин не представляет опасности.