Сборка разъемных соединений
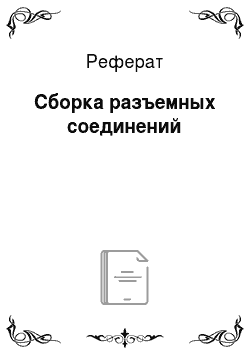
Рис. 5.3. Схема последовательности затяжки групповых резьбовых соединений В качестве инструментов для сборки резьбовых соединений используются различного вида гаечные ключи (приложение 9): с открытым зевом однои двухсторонние, накидные (кольцевые) коленчатые и комбинированные, ключи торцовые. Ключи накидные обеспечивают полный охват гайки и лучшую сохранность граней от смятия, но требуют… Читать ещё >
Сборка разъемных соединений (реферат, курсовая, диплом, контрольная)
СБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИИ
/Т)езьбовые соединения в конструкциях машин составляют 15…20% от х общего количества соединений. Это объясняется их простотой и надежностью, удобством регулирования степени затяжки, наличием большого количества стандартных элементов, а также возможностью разборки и повторной сборки соединения без замены детали. Трудоемкость сборки резьбовых соединений машин составляет 25…35% обшей трудоемкости сборочных работ.
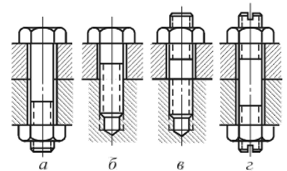
Рис. 5.1. Виды резьбовых соединений:
а — болтами; б — винтами; в — шпильками; г — стяжками По назначению выделяют следующие виды резьбовых соединений: для обеспечения прочности, прочности и герметичности, регулирования относительного положения деталей. По конструкции различают соединения болтами, винтами, шпильками и стяжками (рис. 5.1).
По степени точности сборку с резьбовыми крепежными деталями деляг на 1-й ряд (точная); 2-й ряд (1-я грубая) и 3-й ряд (2-я грубая). Степенью точности резьбового соединения определяется величина зазора между стержнем болта (винта) и отверстия в присоединяемой детали и возможное смещение соединяемых деталей. Например, под болт 016 в стандарте даются следующие диаметры сверл: для 1-го ряда 017,0; для 2-го — 018; для 3-го — 019.
За счет зазоров между болтом и отверстием соединяемые детали при сборке могут несколько смешаться одна относительно другой, что обеспечивает регулирование их положения до затяжки соединения. Однако при эксплуатации возможно ослабление затяжки и самопроизвольное смещение деталей в пределах имеющегося зазора. Вибрации, возникающие при работе машин, могут вызвать самоотвинчивание резьбовых деталей и ослабление связи в соединениях.
Чтобы предохранить резьбовые детали от самоотвинчивания, применяют различные дополнительные детали: контргайки, пружинные шайбы, шплинты и г. и. (рис. 5.2). Наиболее надежные средства, препятствующие относительному смещению деталей в процессе эксплуатации, — это применение шпоночных соединений и закрепление деталей контрольными штифтами.
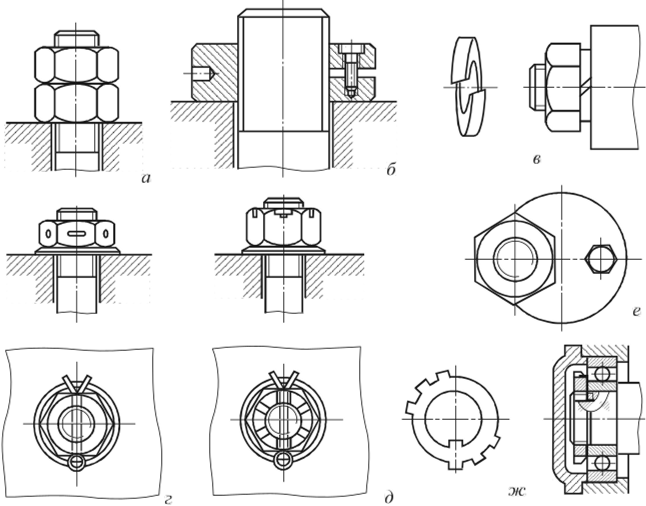
Рис. 5.2. Схемы стопорения резьбовых соединений:
а — контргайкой; б — разрезной гайкой; в — пружинной шайбой; г — шплинтом; д — шплинтом и корончатой гайкой; е — стопорной пластиной; ж — шайбой с усиками под шлицевую гайку Процесс сборки резьбового соединения складывается из следующих элементов: подачи деталей, установки их и предварительного ввертывания (наживления), подвода и установки инструмента, завинчивания, затяжки, дотяжки, отвода инструмента, шплинтовки или выполнения иного процесса, необходимого для предохранения от еамоотвинчивания. В процессе завинчивания.
12…17% времени идет на предварительное ввертывание, 18…20% - на затяжку и 5…8% - на дотяжку (от всего времени сборки соединения).
При сборке групповых резьбовых соединений соблюдают определенную последовательность затяжки болтов (гаек): от центра к краям (рис. 5.3).

Рис. 5.3. Схема последовательности затяжки групповых резьбовых соединений В качестве инструментов для сборки резьбовых соединений используются различного вида гаечные ключи (приложение 9): с открытым зевом однои двухсторонние, накидные (кольцевые) коленчатые и комбинированные, ключи торцовые. Ключи накидные обеспечивают полный охват гайки и лучшую сохранность граней от смятия, но требуют несколько большего времени при переносе ключа на новый оборот. Торцовые ключи с рукояткой обеспечивают непрерывное вращение ключа при завинчивании без переустановки и тем самым сокращают время завинчивания. При свинчивании болтовых соединений и стяжек необходимо помнить, что требуется два ключа: один для завинчивания гайки, второй для удержания головки болта.
Наибольшей производительности сборки резьбовых соединений можно добиться при использовании механизированных инструментов: электрических или пневматических винтовертов или гайковертов (рис. 5.4 и приложение 8). Но при их использовании наживление гаек все равно осуществляется вручную. Механизируется процесс свинчивания и затяжки соединения.
Постановка шпилек. Неподвижность шпильки, ввинченной в корпус, достигается натягом, создаваемым одним из следующих способов: коническим сбегом резьбы, упорным буртом или тугой резьбой с натягом по среднему диаметру. В последнее время получает распространение постановка шпилек на клею.
Контрольные штифты применяют при фиксации детали в определенном положении после выверки. Контрольные штифты ставят парами в наиболее удаленных точках присоединяемой детали (рис. 5.5).
![Гайковерты [5].](/img/s/8/57/1386957_4.png)
Рис. 5.4. Гайковерты [5]:
а — одношпиндельный; б — угловой; в — многошпиндельный.
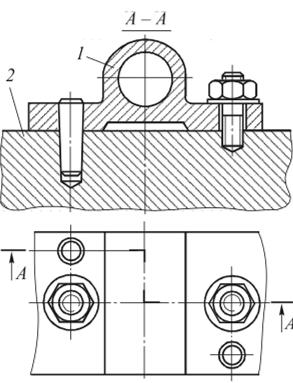
Рис. 5.5. Фиксация деталей с помощью штифтов В серийном производстве на одной из соединяемых деталей (обычно на меньшей) сверлят отверстие под контрольный штифт по меньшему диаметру конуса. На чертеже сопрягаемой детали у отверстия иод конический штифт делают надпись «Сверлить и развернуть под штифт конический d х / ГОСТ…». Деталь 1 служит при этом как бы кондуктором для сверления отверстия под штифт в детали 2. Сверло выбирают по меньшему диаметру конуса. После сверления отверстия в обеих деталях развертывают совместно конической разверткой. В готовое отверстие вставляют конический штифт.
В тех случаях, когда соединяемые детали обрабатываются совместно (например, корпус и крышка редуктора при обработке основных отверстий под валы), они поступают на сборку с установленными штифтами. В этом случае в сборочной операции необходимо предусмотреть разборку скомплектованного соединения и последующую штифтовку крышки после установки валов в корпус.