Литье как основной элемент изготовления сложнопрофильных ювелирных украшений
Точное литье по выплавляемым моделям позволяет сильно удешевить производство, копировать и тиражировать ювелирные изделия в любом количестве. Себестоимость литых обработанных изделий становится значительно ниже, чем изделий, выполненных любым из перечисленных методов литья. Все это дает возможность быстро реагировать на изменение рыночных ситуаций, что обеспечивает литейным ювелирным изделиям… Читать ещё >
Литье как основной элемент изготовления сложнопрофильных ювелирных украшений (реферат, курсовая, диплом, контрольная)
Способы изготовления художественных изделий из металлов весьма многообразны, а технология их производства может быть как простой, так и достаточно сложной.
Предметы личных ювелирных украшений (кольца, серьги, броши и пр.) можно получать как методами литья заготовки с последующей штамповкой, отделкой и покрытием, так и только литьем с дальнейшей полировкой и эмалированием. Предметы для сервировки стола получают из литой заготовки, прокаткой листа с последующей штамповкой, правкой и гальваническим покрытием. Предметы для украшения интерьера (вазы, шкатулки, фигурки и пр.) получают как точным литьем с последующими отделочными операциями, так и литьем заготовки с дальнейшей термообработкой, ковкой и отделочными операциями, например, оксидированием.
Единственно возможными способами изготовления и тиражирования сложнопрофильных ювелирных и орнаментных изделий являются точные способы литья в разовые (разрушающиеся) формы, заполняемые литейными сплавами с принудительной заливкой, потому что при других способах изготовления, например ковке или штамповке, сложнопрофильные изделия невозможно извлечь из штампов и пресс-форм, которые применяются в этих процессах.
К точным способам литья можно отнести литье по выплавляемым или выжигаемым моделям, литье в керамические формы, литье в гипсовые формы и литье в резиновые формы. Последний вид литья применяется для художественных украшений, изготовленных из сплавов, температура плавления которых не превышает 400—450°С.
Таким образом, мы видим, что любой технологический процесс, как простой, так и сложный, начинается с получения литой заготовки или непосредственного ювелирного изделия. Сложнопрофильные отливки можно получать только литьем. Кроме того, литые изделия могут имитировать любую технику исполнения (монтировку, филигрань и т. д.). Поэтому в дальнейшем будут рассмотрены деформированные и литейные сплавы на медной, алюминиевой, цинковой основах и сплавы драгоценных металлов, применяемые в ювелирной технике. Будут приведены особенности их выплавки и термической обработки.
Наиболее универсальным способом получения ювелирных изделий является метод литья по выплавляемым моделям (ЛПВМ). Этот способ является развитием применявшегося с древних времен способа изготовления литых художественных и ювелирных изделий по восковым моделям. Работами советских археологов установлено, что искусством литья бронзы по восковым моделям хорошо владели наши предки скифы, населявшие более 2500 лет тому назад среднее Приднепровье, берега Черного и Азовского морей, Алтай и другие местности. Позже, в Древней Руси, медное бронзовое и серебряное литье по восковым моделям производилось в большом количестве. Например, еще в VI— VII вв. и даже раньше литейщики, жившие в районе Днепра, отливали по восковым моделям различные украшения (литые подвески, височные кольца, браслеты, пряжки и другие ювелирные изделия). Исключительно ажурные литые изделия были недавно обнаружены при раскопках на Кавказе (в г. Гори и др.).
Процесс отливки украшений, применявшийся в те времена (восстановленный Б. А. Рыбаковым), показан на рис. 3.1. Техника литья того времени, в частности применение восковых моделей, подтверждается сложностью отливок, вызывающей необходимость в разрушении формы для извлечения отливки, тонким орнаментом на поверхности, как бы вырезанным резцом и особенно отпечатками пальцев мастера, лепившего восковую модель, обнаруженными на некоторых литых изделиях.
В совершенстве литье по выплавляемым моделям было разработано в 1950;е гг. Характерно, что этому расцвету литья способствовали новые формовочные массы на основе этилсиликата, кристобалита, гипса, специальных резин и синтетических восков.
В прессформах изготавливают модели из воскоподобных материалов (наиболее распространенный вариант техпроцесса) и их компонуют в блоки моделей с литниковой системой. Затем приготавливают суспензию, состоящую из кремнийорганического жидкого связующего и пылевидного огнеупора. Суспензия послойно наносится на блок моделей. Обсыпается зернистым огнеупором и отверждается. Число слоев определяется массой блока и колеблется от 3 до 15. Из полученной формы нагревом удаляют модельный состав, затем ее прокаливают при 800— 1000 °C и заливают в горячем состоянии металлом. Отливки отделяют от литниковой системы, очищают в щелочной среде, термически обрабатывают и передают на окончательную отделку.
Приведенный технологический процесс распространяется на отливки, выполняемые из металлов и сплавов, температура плавления которых превышает 1100 °C, или на художественные отливки большой массы.
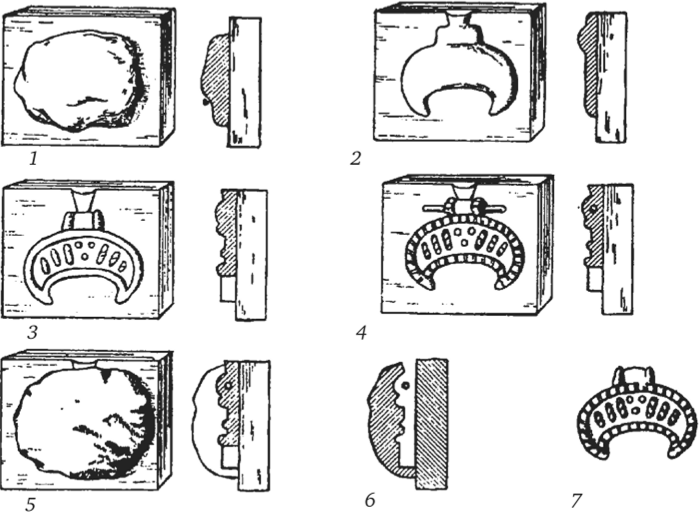
Рис. 3.1. Процесс изготовления украшений по восковой форме:
- 1 — на огнеупорную поверхность накладывается слой воска; 2 — воску придана форма будущей отливки; 3 — на плоскости восковой модели наложены валики из воска; 4 — на воск острием инструмента нанесен орнамент, в ушко продет стержень — восковая модель готова; 5 — восковая модель залита жидкой глиной; 6 — воск выплавлен, на его место налит металл; 7 — готовая отливка
- («лунница» — застежка)
Ювелирные отливки из сплавов на медной, алюминиевой, цинковой основах, а также из серебра и золота выполняются эстрих-процессом, где технологический процесс проводят несколько в другой последовательности и применяют другие материалы. Пресс-формы, в которых изготавливаются модели из воскоподобных материалов, выполняются из ласила, виксинта или резины. После того как изготовлены модели и получены блоки, их помещают в трубчатые опоки и заливают суспензией, состоящей из огнеупорных материалов (динас или кристобалит), гипса и воды. После твердения суспензии опоки помещают в муфельную печь и производят выплавку модельного состава. Затем форму прокаливают при 750—800°С и заливают расплавленным металлом. Дальнейшие операции выполняются по приведенной выше технологии за исключением выщелачивания. Удаление формовочной массы производится под струей воды.
В нашей стране этот вид литья получил развитие в 1968 г. В это время были проведены закупки оборудования в ФРГ и Италии. Технология стала высокопроизводительной и экономичной, что позволило удешевить производство ювелирных изделий.
В производстве ювелирных изделий выделяют ручное, точное литье, прокатку в вальцах, штамповку и механическую обработку.
Точное литье по выплавляемым моделям позволяет сильно удешевить производство, копировать и тиражировать ювелирные изделия в любом количестве. Себестоимость литых обработанных изделий становится значительно ниже, чем изделий, выполненных любым из перечисленных методов литья. Все это дает возможность быстро реагировать на изменение рыночных ситуаций, что обеспечивает литейным ювелирным изделиям большую конкурентоспособность. Поэтому возникает требование, связанное с механизацией ювелирного изготовления — от ручной сборки до тиража, выполняемого точным литьем. Кроме того, возникает необходимость специализировать технологические процессы изготовления ювелирных изделий и оснастить рабочие места специализированным оборудованием.
В наше время Россия в числе передовых стран — таких как Италия, Германия, США, Израиль и Турция — занимает одно из первых мест по производству ювелирной продукции. Однако для того чтобы разобраться в материалах ювелирных изделий, полученных ковкой, штамповкой или методами литья, необходимо привести классификацию ювелирных материалов, поскольку в первую очередь от материала зависит общий вид изделия и его способ изготовления. Поэтому далее будут рассмотрены основы классификации ювелирных материалов.
Вопросы для самоконтроля
- 1. Какой век последовал за медным?
- 2. Какую технологию издревле применяли греки для изготовления художественных произведений?
- 3. Когда человек познакомился с золотом?
- 4. Какая страна издревле считалась самой богатой по производству золотых украшений?
- 5. Какой металл у многих народов ассоциировался с благополучием и радостью?
- 6. С какого времени центром производства серебряных украшений стала Москва?
- 7. По какому признаку ювелирные изделия объединяют в группы при их классификации?
- 8. Какая технология является основным элементом изготовления сложнопрофильных ювелирных украшений?