Ректификация.
Системный анализ процессов химической технологии: методы неравновесной термодинамики
Основной упор делается на оценивание кинетического параметра по результатам пассивного промышленного эксперимента данного типа производства. Это, очевидно, значительно повышает точность расчета параметров ректификационной колонны, поскольку феноменологический осредненный коэффициент для данной смеси и скорости фазы является постоянной величиной. Суть оценки кинетического параметра заключается… Читать ещё >
Ректификация. Системный анализ процессов химической технологии: методы неравновесной термодинамики (реферат, курсовая, диплом, контрольная)
Синтез и оптимизация технологических схем разделения сложных смесей, интенсификация действующих ректификационных установок — сложная и актуальная задача, решение которой возможно методом математического моделирования.
Наиболее слабо разработанным звеном в структуре математического описания процесса ректификации является блок кинетики. В основном кинетические модели ректификации представляют собой эмпирические зависимости, справедливые для соответствующих систем и условий. Они не обладают прогнозирующей способностью и при переходе к аппаратам иного размера и пежима дают значительные ошибки в определении эффективности разделения.
В настоящем параграфе на основе методологии системного подхода показано, как строится математическое описание процесса ректификации, а также исследуется возможность этого подхода к проектному расчету ректификационных колонн.
В соответствии со стратегией системного анализа химико-технологических процессов при составлении математического описания массопередачи на тарелке рассматриваются две ступени иерархии эффектов: 1) совокупность явлений в ансамбле включений, перемещающихся стесненным образом в слое сплошной фазы; 2) совокупность процессов, определяющих макрогидродинамическую обстановку в масштабе контактного устройства.
Данные уровни характеризуются собственными математическими описаниями; явления, происходящие на первом уровне, описываются детерминированными моделями (феноменологические законы переноса субстанции); процессы, соответствующие второму уровню, имеют стохастическую природу, поэтому здесь используется концепция распределения элементов потока по времени пребывания.
Математическое описание процесса на первом уровне иерархии для элемента объема парожидкостной смеси, характерный размер которого много больше размера включений, но много меньше характерного размера решаемой задачи (например, диаметра колонны), рассмотрено в разд. 1.2. Там же получено кинетическое уравнение перехода компонента через границу раздела фаз для двухфазной системы.

Как показали обработка литературных данных и экспериментальные исследования бинарных смесей [53], соотношение (2.202) позволяет учесть влияние разности температур фаз при расчете скорости массопередачи; исключить экстремальную зависимость коэффициента массопередачи от концентрации с достаточной для инженерных расчетов точностью за счет линейности относительно движущей силы; оценить коэффициент массопередачи на основе информации о действующем оборудовании для каждой бинарной смеси.
На втором уровне иерархии, характеризующем макрогидродинамическую обстановку на контактном устройстве, для описания структуры барботажиого слоя используется концепция распределения элементов потока по времени пребывания. В общем случае для произвольной функции плотности распределения элементов потока по времени пребывания сотношения для эффективности тарелки имеют вид [54].
где T)Tj — эффективность тарелки; — локальная эффективность; <�р (/) — плотность распределения элементов потока по времени пребывания; t—время пребывания. Однако для уравнения.
(2.202) получить соотношение между коэффициентом массопередачи и локальной эффективностью не удается в силу нелинейной зависимости движущей силы от концентрации. Линеаризуем кинетическое соотношение в пределах тарелки. Пренебрегая величиной (i°lk/T1 — ц^/Г2), запишем уравнение (2.202) в виде.

где сХу сг — концентрация компонента в жидкой и паровой фазах; 7 — активность; Р — давление.
Принимая во внимание, что.

где с2, — равновесная концентрация компонента в паровой фазе, разлагая In сг в ряд Тейлора в окрестности точки с2в и ограничиваясь первыми двумя членами, имеем.

Выражение в фигурных скобках представляет собой коэффициент массопередачи традиционного соотношения.
Допуская, что изменения концентрации жидкой фазы по вертикали не происходит, пар проходит через слой жидкости не перемешиваясь, а выражение в квадратной скобке соотношения (2.207) постоянно по вертикали, получим уравнение для локальной эффективности.

где F — рабочая площадь тарелки; G, L — расход паровой и жидкой фаз; Н — высота парожидкостного слоя на тарелке. Таким образом, соотношение (2.208) позволяет обеспечить «стыковку» математических описаний на различных уровнях иерархии.
В настоящее время структура потоков на барботажных тарелках различной конструкции исследована в ряде работ, где показано, что для описания процесса массопередачи на барботажных тарелках необходимо применять комбинированные модели. Так, в [55, 56] использовались комбинированные модели структуры потока жидкости для анализа работы и проектного расчета промышленных колонн.
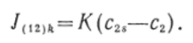
Структура барботажного слоя на контактном устройстве характеризуется сочетанием зон с различным механизмом перемешивания жидкости (зоны полного перемешивания, диффузионные зоны) и дополнительными рециркулирующим и байпасиру;
Рис. 2.26. Схема комбинированной модели массоперсдачи на тарелке.
ющим потоками (рис. 2.26). Математическую модель массопередачи в этом случае можно представить в виде системы уравнений.
где т — тангенс угла наклона линии равновесия; X=mG/L; ky 1—k — доли потока жидкости, проходящие через центральные и боковые зоны; зоны соответственно; R, а — доли рециркулирующего и аэрированного потоков; е< — доля парожидкостного объема, занятого I-й зоной; индексы означают: вх — вход в колонну; вых —выход из колонны; 1 — первая ячейка полного перемешивания; 2 — вторая ячейка полного перемешивания; g? — /-я диффузионная зона.
Граничные условия для системы (2.209) имеют вид 
Рис. 2.27. Профили локальной эффективности по высоте колонны диаметром 0,3 м с четырьмя ситчатыми тарелками, система этанол — вода (точки —• эксперимент,
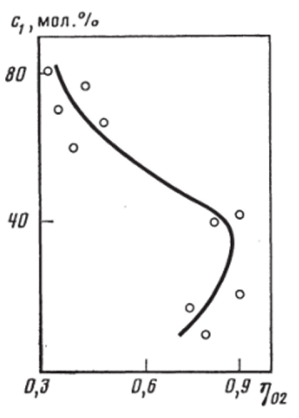
сплошная линия — расчет по модели) Преобразованное решение системы (2.209) —(2.210) имеет вид.
где Р, Г, Gy и — известные функции параметров модели е(1), е(2>, eUS),.
6(Д2)" Ре" Ре2 a, D, k, X, т)"г [56].
Комбинированная модель обладает рядом преимуществ перед приведенными выше соотношениями (2.203), (2.204) при расчете ректификационных колонн: при использовании (2.203), (2.204) необходимо знание функции плотности распределения элементов потока по времени пребывания для данного контактного устройства и режима ф (/), тогда как для комбинированных моделей исследованы зависимости параметров модели от режимных и конструктивных параметров и приведены соответствующие зависимости [57, 58]. Варьирование параметров проводилось в широком диапазоне: для диаметра аппарата — 0,7—3,2 м, высоты сливной перегородки — 0,025—0,100 м, скорости газа в полном сечении колонны — 0,5—1,8 м/с, плотности орошения— 1,8—20,0 м3/(м-ч).
Использование предложенного математического описания при проектировании снимает проблему масштабного перехода, поскольку кинетическая модель процесса ректификации (на первом уровне иерархии) инвариантна относительно размера аппарата, а изменение эффективности контактного устройства обусловлено изменением гидродинамической обстановки на контактном устройстве, что количественно описывается уравнениями деформации параметров комбинированной модели структуры потока жидкости. Предложенный подход был реализован при моделировании процесса ректификации бинарных смесей [53].
Данное математическое описание процесса позволяет оценивать кинетический параметр исходя из информации о действующем ректификационном оборудовании. Такая задача коррекции кинетического параметра, как показывает опыт, возникает при проверочном расчете промышленных колонн. Это, по-видимому, объясняется присутствием примесей в промышленных смесях в отличие от модельных смесей, на которых исследуется кинетика массопередачи [59]. Поэтому здесь не ставится задача получения каких-либо соотношений типа Ыия=Л RenPrm, рекомендуемых для расчета ректификационных колонн того или иного типа, а.
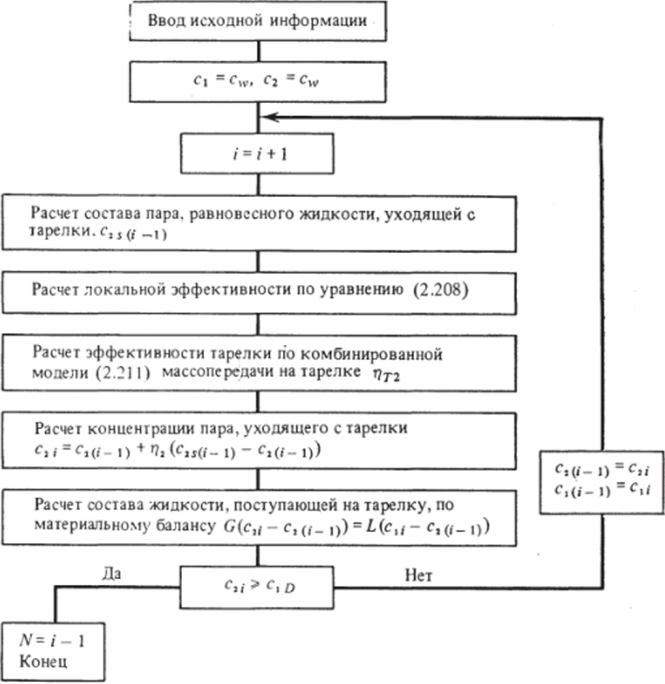
Рис. 2.28. Алгоритм расчета числа тарелок.
основной упор делается на оценивание кинетического параметра по результатам пассивного промышленного эксперимента данного типа производства. Это, очевидно, значительно повышает точность расчета параметров ректификационной колонны, поскольку феноменологический осредненный коэффициент для данной смеси и скорости фазы является постоянной величиной. Суть оценки кинетического параметра заключается в том, что при известных величинах входных и выходных потоков, тарелки питания подбирается такое значение кинетического параметра, чтобы при заданном числе тарелок обеспечивалась заданная степень разделения.
Кинетическая модель процесса ректификации (2.208) описывает изменение локальной эффективности с достаточной точностью (см. рис. 2.27).
На основе рассмотренного подхода составлен алгоритм расчета числа тарелок (см. рис. 2.28).
- 1. Принимаем, что состав пара, поднимающийся на первую тарелку, равен составу кубового остатка.
- 2. По материальному компонентному балансу колонны рассчитывается состав жидкости, стекающей с верхней тарелки.
- 3. По уравнению (2.208) определяется локальная эффективность на тарелке на выходе жидкости с контактного устройства.
- 4. По уравнению (2.211) определяется эффективность тарелки.
5. Рассчитывается состав пара, поднимающегося с тарелки, по уравнению 
6. Расчет повторяется с п. 2 до тех пор, пока состав пара, поднимающегося с тарелки, не достигнет состава дистилята.
Приведенная методика моделирования процесса ректификации была использована при анализе процесса разделения смесей этанол—вода и ацетон—вода для повышения производительности и эффективности ректификационных колонн [53].
Отклонение значений концентраций в точках отбора проб и рассчитанных по данной модели находилось в пределе 5%, что свидетельствует о точности и корректности математического описания процесса ректификации.