Погрешности обработки, вызванные упругими деформациями технологической системы от силы резания
Применительно к условиям предыдущего примера необходимо определить погрешность Av, если несколько заготовок одновременно устанавливаются на оправке и обрабатываются на станке. Жесткость технологической системы в зоне обработки меняется от 12 000 до 10 000 Н/мм. Где Р х, Pvmin — максимальное и минимальное значение составляющей силы резания в направлении выдерживаемого размера;/^ min, yTC max… Читать ещё >
Погрешности обработки, вызванные упругими деформациями технологической системы от силы резания (реферат, курсовая, диплом, контрольная)
Под действием силы резания элементы станка, приспособление, инструмент и заготовка упруго деформируются, что приводит к изменению положения режущей кромки инструмента относительно заготовки. При обработке каждой заготовки из партии сила резания изменяется из-за колебаний припуска на обработку, нестабильности физико-механических свойств обрабатываемого материала, а также прогрессирующего износа инструмента. Разные силы резания при переменной жесткости технологической системы вызывают разные упругие деформации (отжатия режущей кромки инструмента от заготовки), что приводит к образованию погрешностей при обработке заготовок (рис. 4.2).
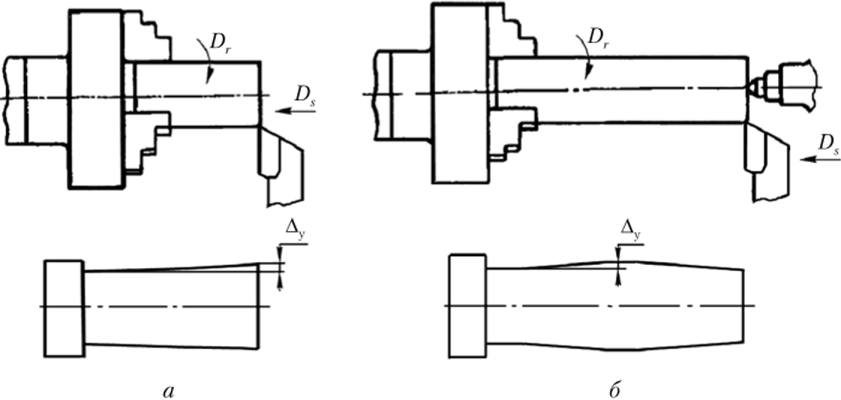
Рис. 4.2. Схема формирования отклонения формы цилиндрической поверхности при токарной обработке в патроне (а) и при использовании дополнительно заднего центра (б)
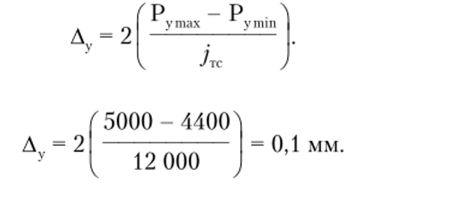
Рассматриваемая погрешность обработки будет определяться разностью между наибольшей утах и наименьшей ymin величинами упругих отжатий инструмента от заготовки:

где Р х, Pvmin — максимальное и минимальное значение составляющей силы резания в направлении выдерживаемого размера;/^ min, yTC max — наименьшая и наибольшая жесткости технологической системы.
Для диаметральных размеров значения Ау, рассчитанные по формуле (4.2), следует увеличить в два раза.
Из уравнения (4.2) следует, что чем выше жесткость технологической системы и меньше сила резания, тем выше точность обработки.
Пример 4.2.
На токарном станке обрабатывается наружная цилиндрическая поверхность длиной 30 мм у партии заготовок типа «диск». Заготовка устанавливается в патроне, но центральному отверстию. Из-за колебаний припуска на обработку заготовок радиальная составляющая силы резания Pv меняется в пределах от 4400 до 5000 Н. Жесткость технологической системы в месте обработки заготовки составляет 12 000 Н/мм. Необходимо определить погрешность диаметра наружной цилиндрической поверхности вследствие упругих отжатий резца от заготовки.
В рассматриваемом примере длина обрабатываемой поверхности невелика. Следовательно, жесткость технологической системы в пределах обрабатываемой поверхности можно считать постоянной и равной 12 000 Н/мм, тогда уравнение (4.2) применительно к рассматриваемой ситуации можно записать следующим образом:
В таком случае.
Пример 4.3.
Применительно к условиям предыдущего примера необходимо определить погрешность Av, если несколько заготовок одновременно устанавливаются на оправке и обрабатываются на станке. Жесткость технологической системы в зоне обработки меняется от 12 000 до 10 000 Н/мм.
В данном случае длина рабочего хода резца существенна и жесткость технологической системы меняется от jTC max = 12 000 Н/мм до jTC min = 10 000 Н/мм. Тогда.

Рассмотренные примеры показывают, что изменение схемы установки заготовки существенно влияет на погрешность, вызванную упругими деформациями технологической системы. Для снижения этих погрешностей необходимо повышать жесткость технологической системы (например, применением дополнительных опор для заготовок) и выбирать рациональные режимы обработки, обеспечивающие требуемую силу резания.